成型温度对排水沥青混合料性能的影响研究
2020-07-09张花
张 花
(山西省交通规划勘察设计院有限公司 太原市 030032)
我国对于PAC路面的研究起步较晚,由于气候、交通、材料和技术条件的差异,国外排水沥青路面设计经验难以满足我国高等级公路的抗车辙和水损等耐久性需求[1]。经国内外研究发现,PA(即对应于PAC的混合料,简称PA)存在着结合料析漏、松散和脱层等问题,继而影响路面的耐久性。目前国内外PA多采用聚合物改性沥青如高粘沥青作为粘结材料,加强沥青对集料的粘结和裹覆能力[2]。由于采用聚合物改性沥青,PA的拌和温度达180℃左右,成型温度较拌和温度稍低。但过低的成型温度会导致沥青粘度较大,混合料压实度不够、空隙率增大等问题,影响路用性能;过高的成型温度会导致沥青老化及混合料滑移等问题,均对PA路用性能产生不利影响。选择适宜的成型温度范围是保证PA路用性能的必要条件。《透水沥青路面技术规程》[3]中并未规定成型温度,而选择适宜的成型温度范围是保证PA体积参数和路用性能的必要条件,故通过室内试验研究成型温度对PA性能的影响规律。
1 原材料和试验方法
1.1 沥青
PA为大孔隙结构,集料间为点―点接触,对沥青的粘结性能要求较高,故需采用高粘沥青,高粘沥青技术性能试验结果如表1所示。
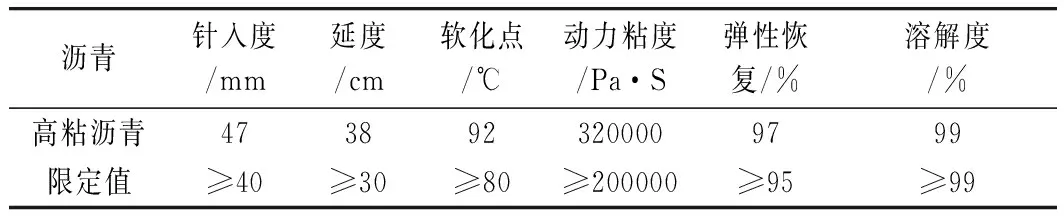
表1 高粘沥青试验指标
1.2 集料
排水沥青混合料对集料的性能有较高要求,因此常采用玄武岩。玄武岩的物理力学性能见表2,各项性能指标均满足《规范》[3]的要求。
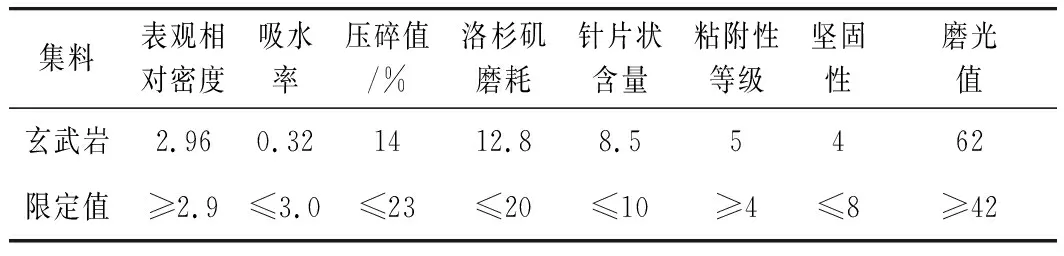
表2 玄武岩的技术指标
1.3 级配
本文的目标级配选择规范中PA-13级配的中值,如表3所示。按标准马歇尔试验方法进行最佳油石比的确定,最佳油石比为5.6%。

表3 PA-13级配
2 不同成型温度对PA体积参数的影响研究
按《透水沥青路面技术规程》成型透水沥青混合料,其中级配取规范级配范围的中值。探究成型温度对PA的性能影响规律,包括PA的体积参数和路用性能,确定合理的成型温度是保证研究意义的关键因素。鲁正兰[1]取间隔温度为15℃或10℃,设置了从90~190℃的成型温度进行路用性能研究;李秀君[5]按间隔温度10℃对添加温拌剂和未添加温拌剂的沥青混合料体积参数进行研究。《规程》[3]规定,PA的HMA(热拌沥青混合料)生产温度控制中,加热温度一般为160~170℃,混合料出料温度为170~185℃,出料温度低于165℃或高于195℃的沥青混合料按废弃处理。
结合国内外试验和规范对普通沥青混合料和排水沥青混合料的成型温度的拟定方法,考虑到出料后至成型流程间存在的温度损失,将本研究最低成型温度定为150℃,最高成型温度定为180℃,按照15℃为温度间隔,即共计三组成型温度:150℃、165℃和180℃。
按照制定三组温度成型的PA标准马歇尔试件,进行PA稳定度试验,试验结果见图1和表4。数据说明成型温度对PA的流值及稳定度影响明显,当成型温度为150℃时,PA受压达到破坏点的垂直变形量过小,流值过低。总体规律为流值及稳定度均随着PA成型温度的降低而减少,且流值的减少幅度呈逐渐放缓趋势。

表4 流值及稳定度
将三组温度成型的PA标准马歇尔试件脱模后测量试件的质量、直径和高度,通过计算得到不同成型温度下的平均空隙率[6]。其中,利用游标卡尺进行第一个成型试件脱模前测量的高度来判断PA质量取值是否合理,标准马歇尔试件的高度为63.5±1.3mm,以尽量将后续成型试件的高度控制在这一范围内为目标,预估和调整混合料的称取质量,例如第一个试件在直径满足要求的情况下,高度超限,则可以适当减少称取的混合料质量,因此每个成型温度的①号试件为试打试件,主要用于调整后续高度和直径。标准马歇尔试件应满足直径101.6mm±0.2mm,对于不达要求的试件需作废处理。高度及空隙率试验结果见表5,其中每组①号为试成型试件,关系图见图2。
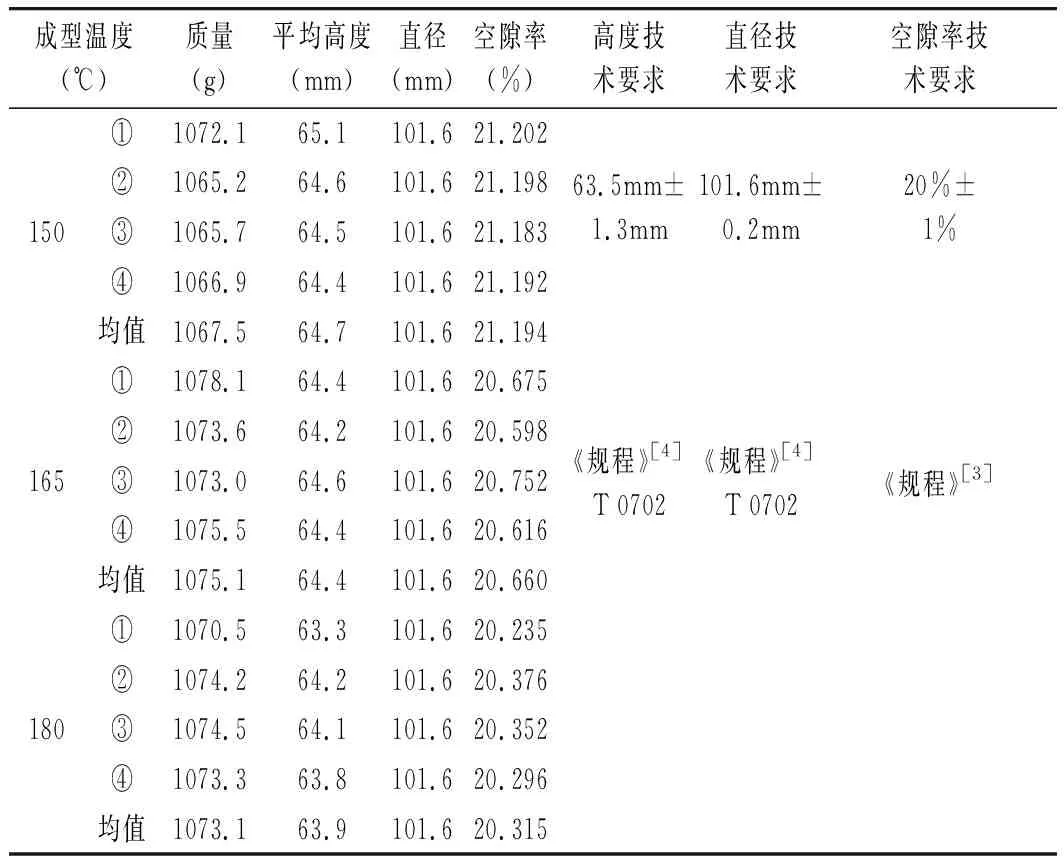
表5 高度及空隙率
脱模后的PA试件直径均为101.6mm,满足规范要求。PA成型温度165℃和180℃时,高度和空隙率均满足规范要求;成型温度为150℃时,由于试件①的高度超标,故调整了混合料称取质量,平均高度满足规范要求,但计算空隙率偏大,不满足《规程》[3]中容许偏差±1%要求。
在PA试件①成型后测量未脱模的高度值虽然可以对后续试件称取质量进行调整,但对空隙率的影响不大,当PA在150℃成型时就能很好地验证这一点。总体规律为空隙率随着PA成型温度的降低而升高,在相同质量下较高的成型温度拥有较低的空隙率以及试件高度。
成型温度是造成在相同级配和油石比条件下PA试件空隙率不同的因素之一,当成型温度低于一定水平时,高粘沥青的流动性会降低。在用称勺挖取混合料的时候就能感受到150℃下混合料的粘结阻力明显增强,在双面击实后PA试件的高度也较高,这与推测规律一致。此外,从图4成型温度与空隙率曲线中,空隙率线在150℃的切线斜率大于180℃的切线斜率可以推测,随着成型温度的进一步降低,PA空隙率增大的现象会更加严重。因此若要满足目标空隙率的范围、保证施工质量,就必须对成型温度进行严格把控。
3 不同成型温度对PA路用性能的影响研究
体积参数反映了PA内部结构的合理性,而其高温稳定性、水稳定性和抗飞散性则是保障PAC路面良好耐久性的关键指标,有必要对其进行研究。表6为不同成型温度对PA各项路用性能的影响研究结果。
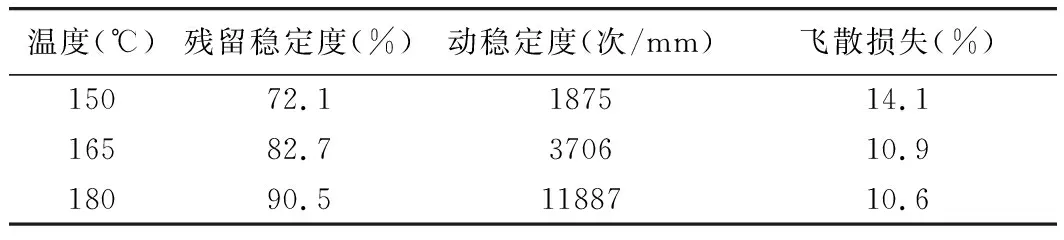
表6 PA路用性能
由表6可以看出,成型温度180℃和165℃的PA试件残留稳定度均满足规范要求,成型温度150℃的残留稳定度低于规范要求且差距较大,仅为72.1%。残留稳定度数值反映了随着成型温度的降低,残留稳定度迅速下降,150℃时的残留稳定度不能满足规范大于75%的要求。高温性能方面,成型温度180℃的60℃动稳定度满足《排水路面技术细则》的要求,而165℃和150℃的动稳定度不满足要求。以成型温度180℃为参考对象,动稳定度随着成型温度的降低而迅速降低,且150℃和165℃的车辙变形量差异较大。需要注意的是,成型温度165℃的PA动稳定度相比180℃仅为1/3左右,这一现象在三组重复性试验中都存在,动稳定度的锐减使165~180℃这一成型温度区间内的变化规律不够明朗。最后飞散性能方面,成型温度180℃、165℃和150℃的PA试件飞散损失均满足≤15%的规范要求。说明成型温度虽然对PA的飞散性能有影响,较低成型温度的PA飞散损失较大,但依然没有十分明显的抗飞散性能下降情况发生。可见相比于成型温度,油石比是影响飞散性能更为关键的因素之一。
4 结语
根据国内外研究经验和规范要求确定了PA试验的成型温度范围,研究不同成型温度对PA体积参数和路用性能的影响。得出的主要结论如下:
(1)成型温度为165℃和180℃时,PA的流值及稳定度均满足要求,且变异性不大;成型温度为150℃时,PA的稳定度满足要求,流值不满足要求。
(2)在合理的成型温度范围内,PA稳定度基本随着温度的升高而线性增加,流值随着温度的升高而增加,增幅逐渐放缓。由于PA的粗集料偏多,流值普遍处于规范要求范围的较低水平,即试件的抗变形能力一般,若有对PA的变形性能需求,可以适当增大油石比或增加细集料比例。
(3)在保证试件合理高度的前提下,成型温度为165℃和180℃时,PA的空隙率满足要求;成型温度为150℃时,空隙率偏大,不满足规范要求。
(4)在控制马歇尔试件合理高度范围的前提下,出料称取质量的调整对PA马歇尔试件空隙率的影响不大;当成型温度低于一定水平时(本研究中的150℃),高粘沥青的流动性变差,双面击实难以达到目标空隙率。若采用旋转压实是否会改善较低成型温度的空隙率,还需后续试验验证。
(5)成型温度对PA的高温性能和水稳定性能影响较大,而对飞散性能影响较小。其中180℃和165℃下试件的动稳定度和残留稳定度满足规范要求。相比于成型温度,油石比是影响飞散性能更为关键的因素。