线束自动线切割和布线机研发
2020-07-06RAFIQKHAN
RAFIQ KHAN

摘 要:目前,大部分工业门类都依赖于人力资源。铁路行业还在使用传统方法来切割和测量电缆长度,而这无疑既耗时又耗人力。为了更好地在电缆切割和布线系统中获得更好的效果并实现高精度,使用自动化系统来加速工作流程并顺利执行就变得很有必要。现代经济正在向自动化转变,因此我们可以很自然地假设,我们的未来也将由自动化来定义。在本文的第一部分中,我们介绍了一款新颖的基于微控制器的自动电缆切割机,它可以准确、高效地工作。而第二部分将继续介绍布线过程。我们所提出的设备简单、工作快速,易于使用,并且可以切割所需长度和质量的电缆。除此之外,它会首先在Solidworks软件中执行,然后在Proteus(软件)中图解电子电路。对于电机选型,则使用了Oriental电机软件,这可以对其进行进一步定义。
关键词:自动电缆切割机;刀具;微控制器;自动化;机械臂;Oriental电机软件
近些年,业界广泛依赖于劳动力。工人们为了其利益而罢工的事件时有发生,这导致绩效和效率的下降。因为这些活动,公司所有人不得不为此买单,并因此而无法实现其目标。行业中的这些问题可以通过自动化(即,设计自动机器)来解决[1]。
自动化系统减少了人工问题、系统成本、人为误差,却提升了系统的精确度。线缆行业对自动化有着巨大的需求。然而,一些繁琐、耗时的基本环节,例如线缆切割和捆扎(即轧制),仍然在使用人力。假设将自动化引入这些基本环节;届时,其将对行业进步和收益获取产生巨大的影响,因为其以多种方式改进了框架[2]。
在众多普通线缆行业中,工人采用人力资源将电缆切割成不同的长度。切割不同长度的线缆所需的时间取决于劳动者的效率,而质量取决于工人的精度和专业知识。因此,在工厂中应用自动电缆切割机(以下简称为ACCM)可以减少切割所需的时间、成本、误差,并且提高系统效率[3]。在大型行业中,当任务在特定时期内未完成时,整个工作都会慢下来。该系统将通过节省时间和金钱来提升行业的效率[1]。
为了实现线缆切割的自动化,文献中已经推荐了不同的线缆切割方案。在文献[4]中使用了热线缆切割技术,该技术会产生泡沫模具和不同的泡沫形状。文献[5]中应用了线切割的遥控操作方案,其中包含一个单主控器和一个从设备,而设置被用于进行线缆切割实验,以便确定系统的控制质量和易用性。在文献[6]中介绍了一种用于切割应用的伪弹性线材,其中描述了切削力建模方法,并且推荐了多滑轮方法。在文献[7]中则介绍了用于石油平台拆除中套管切割的一种自主式机器人的模块概念。建造这样的机器人并不仅是选择一个合适的机械结构的问题,更涉及到精密控制系统。在文献[8]中提到了一种可以识别线缆颜色的自动线切割机,其通过使用图像处理技术(即,一种精心设计的方案)来识别输入的线缆。在文献[9]中介绍了一种基于可编程逻辑控制器(PLC)的切割机,这是一种高效并且更加快捷的技术,但PLC非常昂贵[10]。在文献[11]中,则设计了一款基于EDM的切割机,这是一种多功能机。
前文所述的方案都很好,但除了诸如线缆贴标签和缺乏精确供能等情况外,还存在一些缺点,因此,本文提出了一种新颖的技术。自动线缆切割绕线机对于耗时且高收益的优点是必需的。该方法的新颖之处,在于使用户能够输入件数并对要切割的线缆计数。这种机器工作更快,可以在短短几分钟之内切割数百米的线缆,并且可以生产六种不同的线束。
1 机器的机械设计
自动线束机具有两个主要组件。
1.1 电缆缠绕和切割
1.2 在线槽中布线
主构件又进一步分为子部件,缠绕着适当长度的线材;每个子部件都具有复杂的机械设计,稍后我们将详细描述。
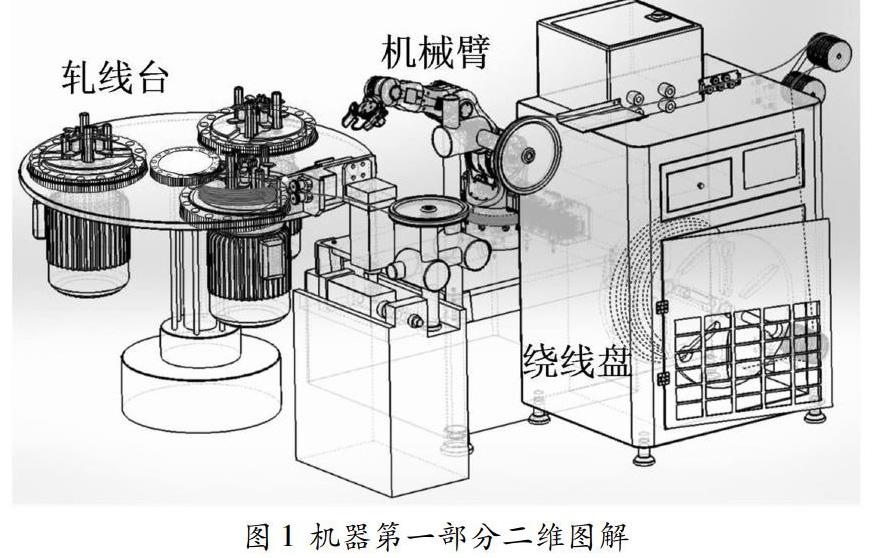
机械臂从开卷机上取下线材,将其放入翼型头中,然后机器将线材卷成适当长度(由操作员通过HMI选定);当卷到适当的长度时,剪线钳剪断线材,机械臂将线头放入绕线头上的夹钳,以使线圈不会松开。
机械臂负责一个转盘,其包括三個绕线头。在线圈缠绕完成之后,线束被送到下一个工段,在那里,线束将被裹入塑料包装中。
1.2.1 数据输入
机柜被设计用来放置绕线盘。所需的数字将使用一个小键盘输入到数据输入屏,以便电路能够理解需要多长的线材。最后,它会把信号发送到开卷机,也就是下一步开始的地方。
1.2.2 线圈贴标
每辆火车的每个车厢都需要成千上万的线材。一辆火车有六节车厢,每条线材的两端都需要贴上标签。对于电子线束来说,贴标签是最关键的一步,特别是在株洲电气机车公司。
1.2.3 开卷机
开卷机是机器中一个用于固定线材并帮助切割机将线材剪切成适当长度的部分。
1.2.4 机械臂
在现代工业中,通过自动化流程进行的创新为公司提供了速度、效率和产值方面的竞争优势。机械臂帮助剪线工段和布线的潜力集中在包括工作区域设计以及机械臂在内的项目领域中。
1.2.5 绕线头
绕线头上装有两个夹钳,一个在开始卷绕时夹住电缆的一端,第二个则夹住电缆的另一端,以使线圈不会松开。每个绕线头都有单独的电机,用于绕线头的旋转。一个工作台上有三个旋转头,齿轮系统通过电路工作,以便在准确的时间旋转工作台。
1.2.6 线束塑料包装
机械设计的这个部分是机器中最复杂的部分。这些概念来自于环形机。大部分环形机是为变压器铁芯绕线而设计的,其中的铁芯是一种易于旋转的硬质材料,但这对于线材束来说有一个问题,即电缆的线束不像变压器铁芯那么坚硬。该部分的主要关注领域是机械复杂性。
1.3 数学计算
在进行线束塑料包装时,需要线束的下列参数(请参见图2)。
(1)线束内径(FID)。
(2)卷绕线束所需的塑料长度(PF)。
这些参数将决定所需的梭子以及绕线头的类型。
为了确定上述参数,我们将需要线束的下列物理尺寸(表.)
(1)线束内径(ID)。
(2)线束外径(OD)。
(3)线束高度(H)。
(4)带包裹的塑料的直径(PD)。
(5)所需匝数(n)。
(6)卷绕类型(分段、多层、顺时针等等)。
(7)线束成品内径(FID)。
FID=线束内径-(2×层数×塑料);即,FID=ID-(2×层数×PD)
其中,
层数=总匝数匝数/层数(1)
其中,
匝数/层数=线束的内围塑料的直径(2)
即,
匝数/层数=2×Π*×(ID/2)PD(3)
*当PI值为3.14时,此处为常数。实际FID将与理论值有所不同,原因如下:
a.因涂料导致铁芯的ID不一致,或PF=n×一匝所需的塑料
一匝的塑料=(外径-内径)+2×(高度)(4)
即,
一匝的塑料=(OD-ID)+2(H)(5)
因此,
PF=n×[(OD-ID)+2(H)](6)
如前文所述,上述计算将用于选择梭子和绕线头。
其他制造缺陷:
设备无法拉扯塑料至完美平行于线束的外表面。当线束尺寸(PD)较大和线束高度(H)相对较小时,该设备尤为明显。
所需塑料长度:塑料长度=匝数×一匝所需的塑料
线束绕线机和梭子的所有主要制造商都提供了参考,其中显示了“梭子的塑料容积”和该梭子可以穿过的最小ID(FID)。梭子的塑料容积是给定直径的塑料的长度,可以用于梭子而不会影响梭子/设备的正常功能。
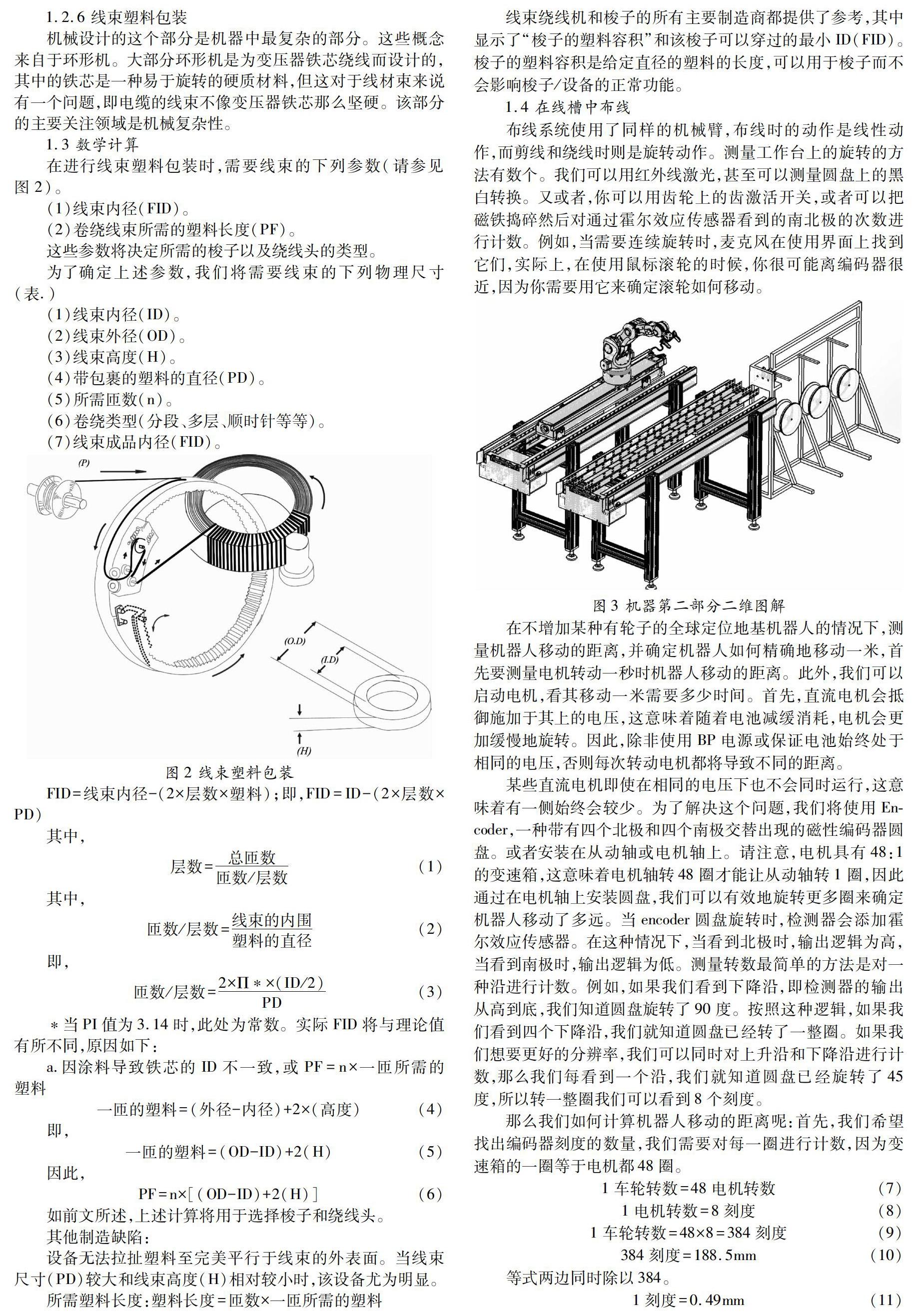
1.4 在线槽中布线
布线系统使用了同样的机械臂,布线时的动作是线性动作,而剪线和绕线时则是旋转动作。测量工作台上的旋转的方法有数个。我们可以用红外线激光,甚至可以测量圆盤上的黑白转换。又或者,你可以用齿轮上的齿激活开关,或者可以把磁铁捣碎然后对通过霍尔效应传感器看到的南北极的次数进行计数。例如,当需要连续旋转时,麦克风在使用界面上找到它们,实际上,在使用鼠标滚轮的时候,你很可能离编码器很近,因为你需要用它来确定滚轮如何移动。
在不增加某种有轮子的全球定位地基机器人的情况下,测量机器人移动的距离,并确定机器人如何精确地移动一米,首先要测量电机转动一秒时机器人移动的距离。此外,我们可以启动电机,看其移动一米需要多少时间。首先,直流电机会抵御施加于其上的电压,这意味着随着电池减缓消耗,电机会更加缓慢地旋转。因此,除非使用BP电源或保证电池始终处于相同的电压,否则每次转动电机都将导致不同的距离。
某些直流电机即使在相同的电压下也不会同时运行,这意味着有一侧始终会较少。为了解决这个问题,我们将使用Encoder,一种带有四个北极和四个南极交替出现的磁性编码器圆盘。或者安装在从动轴或电机轴上。请注意,电机具有48:1的变速箱,这意味着电机轴转48圈才能让从动轴转1圈,因此通过在电机轴上安装圆盘,我们可以有效地旋转更多圈来确定机器人移动了多远。当encoder圆盘旋转时,检测器会添加霍尔效应传感器。在这种情况下,当看到北极时,输出逻辑为高,当看到南极时,输出逻辑为低。测量转数最简单的方法是对一种沿进行计数。例如,如果我们看到下降沿,即检测器的输出从高到底,我们知道圆盘旋转了90度。按照这种逻辑,如果我们看到四个下降沿,我们就知道圆盘已经转了一整圈。如果我们想要更好的分辨率,我们可以同时对上升沿和下降沿进行计数,那么我们每看到一个沿,我们就知道圆盘已经旋转了45度,所以转一整圈我们可以看到8个刻度。
那么我们如何计算机器人移动的距离呢:首先,我们希望找出编码器刻度的数量,我们需要对每一圈进行计数,因为变速箱的一圈等于电机都48圈。
1车轮转数=48电机转数(7)
1电机转数=8刻度(8)
1车轮转数=48×8=384刻度(9)
384刻度=188.5mm(10)
等式两边同时除以384。
1刻度=0.49mm(11)
要使机器人移动一米,即一千毫米。
10000.49mm2041刻度(12)
2 机器的电气设计
电力使现代世界中极为重要的一种现象,其对现代工业至关重要。现代工业使用人机界面来控制监控机器。没有人机界面,工业中就很难实现良好的自动化流程。在本文中,电机是整个设计的大脑。
本节包含两个基本单元,电机的选择和电气安装。
2.1 电机的选择
电机的部分将说明测量单位,以就特定的伺服或步进应用选择最佳的电机。伺服电机的选择过程需要一定数量的计数和计算才能理解。还有项目选择伺服电机所需的整个方程式在线软件中使用的度量单位。软件的使用让我们知道如何获取最大速度、负荷扭矩,以及惯性矩。通过使用软件电机选型工具,可以提供伺服和步进电机的制造规范病了解一些关键术语。确保输入下图中标黄的部分。以下是图3(a)中所输入的数值。I表示惯性,f表示频率,而大写字母F则表示力。
审查关键术语和用于确定伺服电机尺寸的测量单位。伺服电机的制造需要知道移动负荷所需的力、克服物品角加速度负载阻力的力。惯性矩对旋转运动来说是简洁动作的基础。在物体中,惯性矩取决于其形状,并且在高浓度材料中,该形状的质心距越是远离其几何中心,该物品的惯性矩就越大。惯性矩根据指定的旋转的途径而变化。惯性质量的定义是其加速所需的力。惯性矩已经定义了扭矩需要角加速度。
物品的惯性越大,在给定时间内改变速度所需的力就越大。在等式中,惯性的国际制单位是1kgm2,通常用变量I=mr2来表示。如何计算不同几何形状中的惯性矩呢。确定惯性的变量之一是质量。质量的定义是物体中物质的数量。质量的性质之一就是其具有惯性。要确定质量,你需要知道移动荷载的密度和体积。密度衡量一个物品中物质的紧密程度,每种材料都有其密度。
体积是物体占据的空间的量;固体的体积以m3为单位。
质量=密度×体积
质量是物体有多少惯性的度量。本文中使用的选择软件提供了计算的实效,例如惯性矩或确定质量。使用电机软件工具来帮助计算,以便简化伺服或步进电机的正确选择。很多软件为螺丝、皮带、包装、辊式进给装置、索引表和弧的解决方案。第一步是选择设备的可用功率。伺服可用100VAC、200VAC和400VAC。需要確定运动应用需要多少扭矩,旋转其所在的机构需要用多少力量,不同的来源惯性,外力。
2.2 分级软件概述
分级软件通过下列五个主要过程选择电机。下文将解释每个过程的术语和输入项等详情。
(1)驱动机构选择。
(2)机构规格输入。
(3)电机选型操作条件输入。
(4)电机选型。
(5)分级结果。
[选择在垂直平面旋转还是在水平平面旋转]
选择是在垂直平面还是水平平面旋转。如果选择在垂直平面旋转,则臂的质量将加到负载转矩中。
[传动机构]
选择启用或禁用。
禁用:当电机和滑轮直接连接时;
启用:当电机和滑轮通过齿轮或滑轮等连接时;
如果选择启用,点击“传动机构计算”按钮跳转至传动机构计算界面。
[计算模式]
从下方选择:
*密度:根据密度计算机械臂的惯性矩。
质量:根据质量计算机械臂的惯性矩。
[A][B][C][e]
输入机械臂的尺寸。
[其他惯性矩]
可以计算主机构以外,例如耦合的惯性矩。
点击“惯性矩计算”按钮将移动至惯性矩计算界面。
[材料]
当计算模式选择密度时,选择机械臂材料。
*当使用特殊材料时,选择[其它],并直接输入密度的数值。
(参考第四节常数/常用值列表)
[质量]
当计算模式选择质量时,输入机械臂的质量。
2.3 电气连接的安装
进给机构的目的是讲所需长度的咸菜进给到切割机构。进料装置由电机、绕线头、机械臂挤出机和一根管组成。图8展示了电路的示意图,请记住。
(1)原始正负极不得连接错误,且必须在通电前仔细检查。
(2)电机顺序是根据指示颜色连接的(如果电机不转,或者方向错误,请调整顺序)。
(3)继电器模块被用于通过输出信号来控制大功率电气组件,例如电磁状态(4通5V输入用户自行配置),使得反射开关生成触发信号,以使触发程序自动运行(5V用户自行配置)。
3 结论
自动机械在工业中的应用之一是高精度地执行重复动作。在许多将不同物质移入平板孔的行业中,可以看到一些需要这种能力的应用。过程的重复性对于一个人来说是不利的,因为与自动化相比,人会感到无聊并且更容易犯错。在本项目中,团队的目标是设计一台自动线材剪切布线机,帮助株洲电力机车有限公司的工厂改善并强化线材剪切和布线过程。机器由两个中心部分组成,其一是线材剪切、线材贴标、捆扎,其二则继续进行布线。在未来,其将升级为自动剥离和连接。
参考文献:
[1]M.Patil.使用微控制器的自动线材剪切系统的开发和设计.开发,2017(6).
[2]S.V.Mistry,H.H.Makvana,K.N.Kanjariya和H.R.Patel.自动称重式胶板切割机的设计和开发.
[3]A.V.Desai,A.B.Dabholkar,S.V.Varekar,I.A.Talekar,P.S.Sonkamble和S.S.Kanwade.自动电缆剥线器的设计和制造,2018.
[4]A.Abeysinghe,S.Abeysiriwardena,R.Nanayakkarawasam,W.Wimalsiri,T.D.Lalitharatne和S.Tennakoon.用于机翼模具结构的数控热线泡沫切割机的开发.2016年莫拉图瓦工程研究大会,2016:60-65.
[5]B.A.Peters,C.A.Moore和R.G.Roberts.现场线材切割应用的远程操作设置.2012年第44届系统理论东南研讨会(SSST)会议记录,2012:105-110.
[6]J.Masood,M.Zoppi和R.Molfino.微弹性线材在混合切削机械工具中的应用.2010年ISR(第41届国际机器人论坛)和2010ROBOTIK(第6届德国机器人大会),2010:1-8.
[7]X.Tian,Y.Liu,R.Lin,P.Sun和R.Ji.石油平台拆除中的套管切割用自主式机器人.国际控制与自动化杂志,2013(6):9-20.
[8]Akash P,Sumedh S.带有使用图像处理进行线材颜色识别的系统的自动线材切割和折边机.国际科学、工程与技术进展杂志,2014(2):10-13.
[9]R.Gadale,M.Pisal,S.Tayade和S.Kulkarni.基于PLC的自动切割机.国际工程与技术研究杂志,2015(3).
[10]M.Zaragoza和H.-K.Kim.自动灌溉系统中PLC和Arduino的比较研究.国际控制与自动化杂志,2017(10):207-218.
[11]动态感知.直流电机和步进电机之间的区别是什么?N.D.[线上].网址:https://support.dynamicperception.com/hc/en-us/articles/202986595-What-is-the-difference-between-DC-motors-and-Stepper-motors[2019年2月12日访问].
