小微型点焊机的研制
2020-07-04郑万众


摘要:简要介绍了点焊机的工作原理,分析了点焊机的结构组成,包括焊接装置和控制装置,阐述了小微型点焊机的制作工艺及使用注意事项。
关键词:点焊;变压器;控制;焊接电流;焊接时间
0 引言
在人们的日常生活或工作中,难免需要对小、薄金属构件进行补焊(如电池极片或薄钢板等),这就离不开电焊机的使用。本文介绍的一种小微型点焊机,焊接时不必使用电焊条,只需把待焊工件搭接加压后通电产生焊点,从而将工件牢牢焊接在一起,操作简单方便。目前国内市场上这种小微型点焊机99%都由业余爱好者自制,焊机质量良莠不齐,更存在诸多隐患。对很多人来讲,自制点焊机相对而言还是比较繁琐的工作,因为它涉及的专业知识不少,对操作者的专业知识要求较高,但得益于网络时代知识共享的优势,我们可以借鉴大量可参考的知识和经验。本文将重点介绍点焊机的制作工艺及使用注意事项,供有关人员参考。
1 点焊机工作原理
点焊是将被焊工件装配并压紧在两电极之间,然后通以“瞬时大电流”,利用焊件之间的接触电阻产生的高温,热熔化母材形成焊点达到焊接的目的。点焊机的核心部件是变压器,它的作用是把输入高电压(220 V或380 V)转换为低压、大电流。大量实践证明,小微型点焊机输出电压以3~5 V为宜,输出电流大小以变压器功率为准。
2 点焊机结构组成
点焊机结构主要由焊接装置和控制装置两部分组成。
2.1 焊接装置
点焊机核心部件为降压变压器,不管是购买、定制还是自制的变压器,都要确保输出低压“瞬时大电流”。小微型点焊机的变压器功率一般选择在1 000 W左右,即可满足日常小、薄(0.3 mm以下)构件的点焊需求。对于自制爱好者而言,可优选一些知名品牌的微波炉变压器,因为这类变压器按低暂载率超功率设计。改装时保留初级线圈,去除变压器的次级线圈,最好用40~50 mm2的铜排缠绕次级,通过计算和试验确定铜排的匝数,确保输出电压在3~5 V。外接至少25 mm2的紫铜输出线(输出线缆越粗效果越好),输出线缆不宜过长,一般不超过1 m,最后外接点焊笔。需要注意的是,铜排导出端与输出线的连接处、输出线与电焊笔的连接处必须压实甚至焊接,以减少接头处电阻。
2.2 控制装置
影响点焊效果的参数有很多,比如焊接电流、焊接时间、电极材料及压力、接头形式等,但基于对小微型点焊机的使用范围、制作成本以及操作力求简单等方面的考虑,在参数控制上主要从最重要的焊接电流和焊接时间上下功夫。目前常用的控制方式如下:
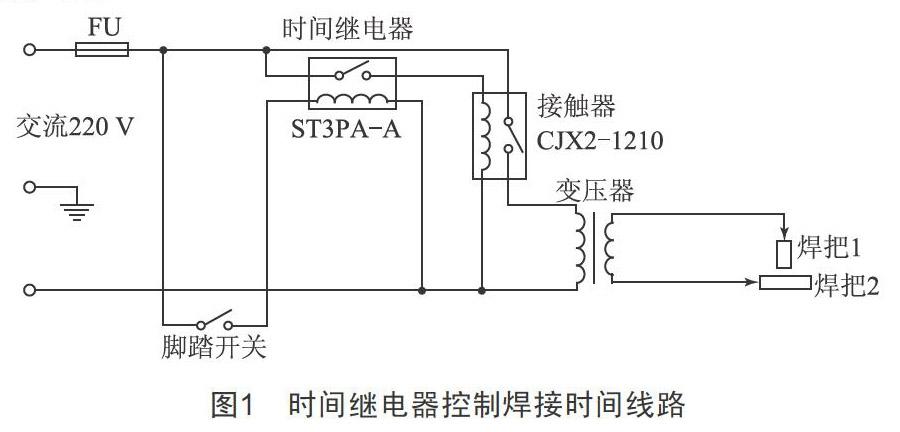
2.2.1 用時间继电器控制焊接时间
这种控制方式采用时间继电器和接触器控制焊接时间的长短,焊接电流的大小取决于变压器次级线圈,其电路如图1所示。采用这种控制方式的优点是线路简单,对制作者的电工知识要求不是很高;缺点是控制不精准,接线头多稍显杂乱,噪声大。
2.2.2 采用可控硅控制焊接电流
通过控制可控硅导通控制角的变化,改变变压器的初级绕组两端的电压,达到调节次级输出电流的目的。可控硅控制焊接电流线路如图2所示,这种控制方法的优点是控制精准,能够根据焊件材质、厚度的变化,灵活调整焊接电流的大小;缺点是电路复杂,尤其对自制点焊机者要求较高。
2.2.3 通过开发集成控制线路板控制焊接电流和时间
对于一些自制爱好者,可以采用定制或购买的集成线路控制板,这样线路连接简单,控制效果也较好。集成线路板控制焊接时间和电流线路如图3所示。
3 小微点焊机制作及使用注意事项
3.1 正确认识点焊电流和时间
点焊时,焊接电流和焊接时间是相互制约和补充的。为了提高焊点强度,一般采用两种控制方式改变焊点强度:一是采用大电流,短时间点焊;二是采用较小电流,增加点焊时间。在金属材料、焊件厚度等允许的情况下,通常采用大电流、短焊接时间方式,这样不至于焊接时间过长,造成焊点氧化等缺陷。
3.2 电极压力对焊接效果的影响
电极压力过小时,容易产生电火花飞溅,电极压力过大时,熔核散热增加导致焊点性能下降。由于小微型点焊机的电极压力基本上都是手动控制,在焊接时配合焊接电流和时间,力争达到最佳的焊接效果。
3.3 减少焊接过程中能耗损失
点焊过程中是利用焊件之间的接触电阻通电流后,产生的热量来熔化接触金属形成焊点的,所以电路中的其他电阻都是浪费电能,直接影响焊接质量。尤其对一些功率小的点焊机,减少能耗损失尤为重要。很多DIY爱好者自制的点焊机焊接效果不理想,大多是此原因造成。比如:点焊前,电极和焊件表面的锈、油污、氧化物等必须用锉刀或砂纸清理干净,露出金属光泽,减少焊接过程中的能量损失;变压器次级回路用的导线尽量用截面积大、材质导电性好的紫铜,线路连接处必须压实(最好焊接)以减少电阻。
4 结语
小微型点焊机制作完毕后,在使用点焊机时,操作者应了解、掌握安全用电知识,焊前检查线路绝缘是否良好。由于焊接时会发热,所以点焊机连续工作时间不能过长,操作者应做好自身防护。
[参考文献]
[1] 郑万众.用微波炉变压器DIY点焊机[J].焊接技术,2017(12):64-66.
[2] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2010.
[3] 中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2008.
收稿日期:2020-01-19
作者简介:郑万众(1975—),男,河北滦南人,高级教师,研究方向:焊接技术教育。
