灯泡贯流式水轮发电机组转子机械部分装配方法综述
2020-07-04秦磊

摘要:根据凌津滩电厂某台次水轮发电机组检修中转子中心体更换的良好实践,整理、归纳、总结转子机械部分装配的步骤、方法及技术要求。
关键词:灯泡贯流式机组;静平衡试验;转子装配
0 引言
凌津滩电厂发电机型号为SFG30-76/6940,额定转速78.9 r/min,转子中心体是一个整体焊接件,由轮辐、圆筒形磁轭构成,38对磁极用螺钉固定在磁轭上。转子总重量99 t,外径6 455 mm;转子中心体重量52 t,外径6 081 mm;单个磁极重0.575 t;发电机设计空气间隙7.5 mm。
1 转子中心体静平衡试验步骤及方法
1.1 静平衡试验工具安装
在试验平台下方圆周均匀分布6对300 mm×150 mm×60/30 mm楔子板,在6对楔子板相互间空挡位置的基础板上焊接6根M36螺杆,在螺杆上安装压板及螺母。调整平台底部楔子板及压板螺栓,用框式水平仪检查平台表面水平度不大于0.02 mm/m,点焊固定楔子板,锁紧压板螺母,如图1所示。
利用主厂房桥机通过若干连接螺栓将静平衡试验工具与转子法兰连接,使两法兰面紧贴无间隙,试验工具与转子同心偏差不大于0.10 mm。
1.2 静平衡试验过程及技术标准
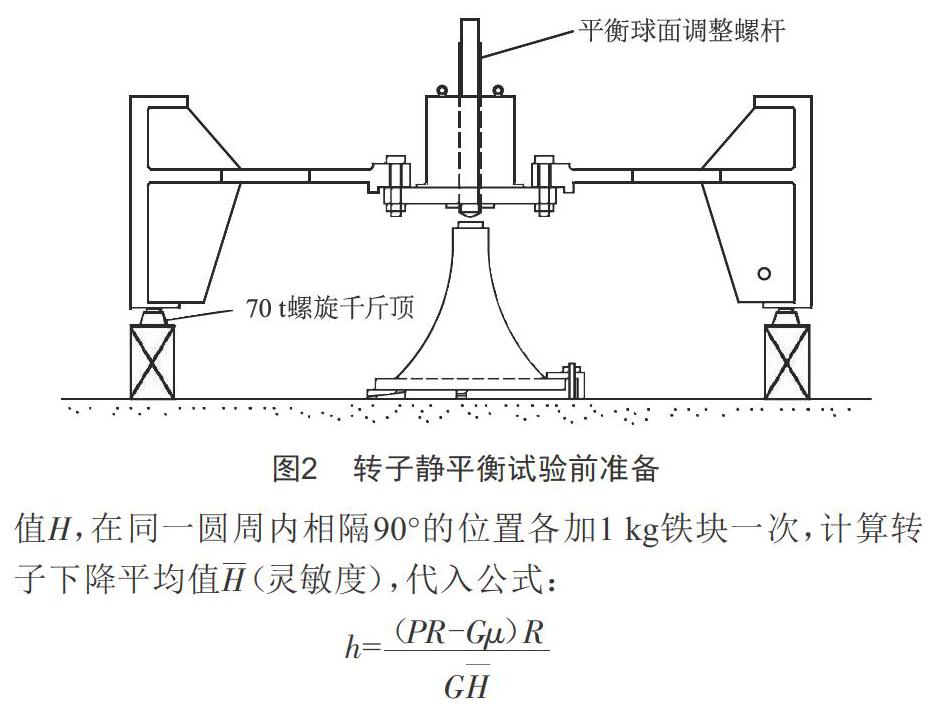
(1)在试验平台上均匀涂抹一层机油,如图2所示,利用桥机将已安装静平衡试验工具的转子吊至试验平台正上方,用4个70 t螺旋千斤顶对称顶在转子下部磁轭上,使平衡球面与试验平台距离为5 mm。
(2)在转子上游侧磁轭表面等半径圆周的四等分线上作标记,以备放置框式水平仪,统一指挥下同时操作千斤顶下降,使平衡球面与平台充分接触,观察转子是否处于稳定平衡状态。
(3)调整平衡球面螺杆,使球心与转子重心在垂直方向上的距离在50~80 mm范围内,在转子上游侧磁轭表面找出转子最高点,将适当的配重块加在最高点位置,使转子大致处于水平状态后,称1 kg铁块加于转子上方磁轭表面,并在所加重物位置的下方架设百分表测量加1 kg铁块后转子该点的下降值H,在同一圆周内相隔90°的位置各加1 kg铁块一次,计算转子下降平均值H(灵敏度),代入公式:
式中,h为平衡系统重心至平衡球心在垂直方向上的距离;P为单位重量,即1 kg;R为所加配重块至转子中心的距离(cm);G为转子中心体及平衡工具总重量,约68 t,即68 000 kg;μ为平衡球与平台间的动摩擦系数,一般取0.002 cm;H为加重量P后,在P的部位所下降的高度(cm)。
平衡球面调整螺杆规格为M168×8 mm,根据实际计算h值确定调整量,同时操作4个螺旋千斤顶顶起转子使平衡球面与试验平台分离,调整螺杆后重复上述步骤直至平衡工具球心与转子重心在垂直方向上的距离h符合要求。
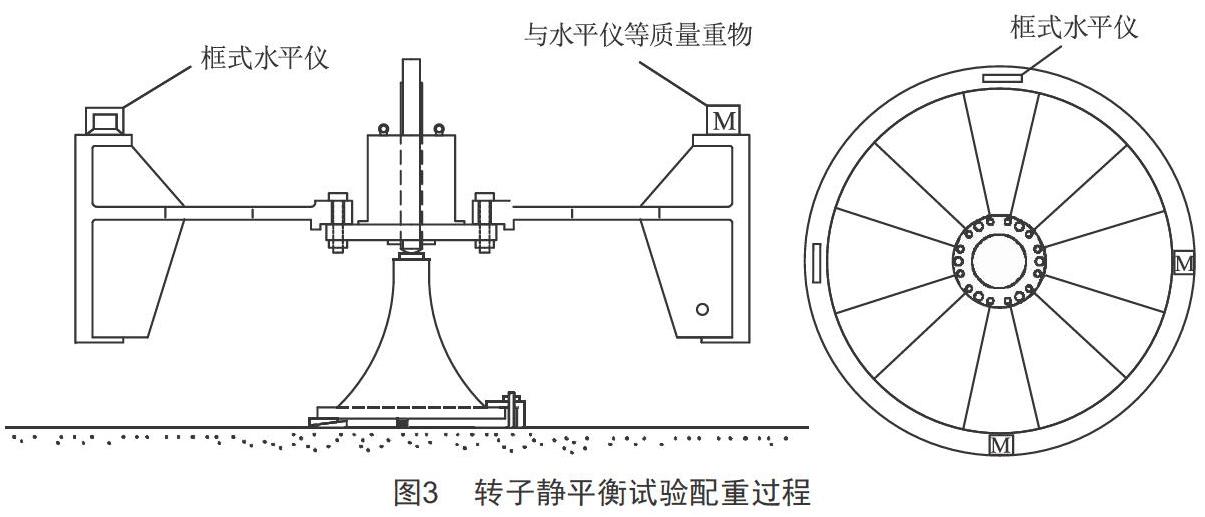
(4)检查转子上游侧磁轭表面大致处于水平位置,在同一圆周内互成90°的两个位置各放一个精度0.02 mm/m的框式水平仪,在对称位置放上与水平仪等重量的重块,通过两个水平仪找出转子配重方向后放置配重块,使转子水平在0.05 mm/m以内,记录配重块的重量,配重方位作好标记,如图3所示。
1.3 静平衡试验配重块焊接
根据记录的配重块重量,切割相同重量的钢板,按照静平衡试验标记的配重方位将钢板分别焊接在转子支臂外圆上,使转子达到静态平衡,此时应考虑焊料本身的重量对静平衡的影响,对所需焊料的重量进行估算后,切割钢板的重量相比转子配重块的重量应较小。
2 转子机械部分装配步骤及方法
2.1 转子中心体水平调整
拆卸轉子静平衡试验工具,将转子中心体放置在安装场专用支墩上并且将水平调整至0.03 mm/m以内,打紧楔子板,此时上下两块楔子板接触面积不小于70%,复测转子中心体水平无变化后焊接固定楔子板。
2.2 转子磁极配重及挂装
称重每个磁极的重量并进行记录,要求转子在磁极挂装后任意22.5°~45°角度范围内,对称方向不平衡质量不应超过6 kg,同时应考虑转子中心体静平衡试验结果的配重量和励磁引线及支撑块的重量,对磁极安装位置进行分配并编号。
根据磁极配重情况将76个磁极逐个、对称挂装在转子中心体上,紧固磁极与转子磁轭连接螺栓,紧固力矩达到设计值一半。
2.3 转子测圆架安装
在转子中间组装测圆架,测圆架底座放置在地面上,立柱从转子法兰内孔穿过,悬臂安装高度超过转子上方磁轭,在悬臂支撑架和转子磁轭之间的同一垂线上架设3块百分表,中间百分表架设在磁极中心位置,上、下两块表与中间表等距,如图4所示。
使用内径千分尺测量转子法兰止口内圆至测圆架立柱的距离d,调整测圆架与转子同心偏差不大于0.05 mm;读取百分表①在转子法兰圆周上相隔45°的8个方向的数据,调整测圆架立柱与转子垂直度不大于0.03 mm/m。将圆度测量的3块百分表对零,测圆架悬臂转动一圈回到起始位置检查百分表是否回零,回零偏差不大于0.03 mm即测圆架安装完成。
2.4 磁极中心挂装高程测量
测量并标记出每个磁极的中心,在测圆架悬臂外端支撑架上设置一个指示标,注意指示标尖点直径和记号笔笔头直径均不应大于0.5 mm,将指示标尖点对准#1磁极中心,即以#1磁极中心为零点,转动测圆架测量每个磁极中心与指示标的高程差不大于±1.5 mm。
2.5 转子外径、圆度测量及调整
将测圆架悬臂转至#1磁极安装位置,悬臂外端挂?准0.3 mm的钢琴线,钢琴线底部距地面0.5 m处悬挂10 kg重锤,重锤浸没在装有废旧机油的桶内,重锤不得接触桶底和桶壁;用电接触法分别测量3个圆周钢琴线到磁轭的距离L1、L2、L3,钢琴线到测圆架立柱的距离L,用外径千分尺测量测圆架立柱的直径D,计算#1磁极安装位置处转子中心体半径R=L,如图5所示。
选择#1磁极安装位置为测圆起始点,将圆度测量的3块百分表对零,面向下游顺时针转动测圆架悬臂,逐个记录76个磁极安装位置处百分表的读数,即为转子圆度,要求各半径与设计半径之差不应大于设计空气间隙值的4%,整体偏心值最大不应大于设计空气间隙的1.5%,通过加减磁极上、中、下部垫片厚度的方式调整转子外径及圆度,直至满足规范要求,每个磁极同一位置垫片个数不宜超过3片。
2.6 磁极连接螺栓紧固
专用扭力扳手和扭矩放大器配合使用,按照对称、多次的原则紧固每一个磁极的连接螺栓达到设计扭矩值,焊接螺栓止动块,即完成转子机械部分的装配。
3 结语
灯泡贯流式机组转子装配过程往往发生在机组安装阶段,检修中更换转子中心体重新进行转子装配的案例在水力系统中相对罕见,其中转子中心体静平衡试验、磁极配重及挂装、转子外径和圆度测量调整等项目在凌津滩水电厂应用后取得了良好的效果,机组开机动平衡检验一次性合格,同类型灯泡贯流式机组转子检修可以参考借鉴。
[参考文献]
[1] 冷志,巩梅.灯泡贯流式水轮发电机转子支架立式静平衡工艺[J].东方电气评论,2013,27(1):8-11.
[2] 胡坤芳.机械转子的静平衡的测试[J].贵州科技工程职业学院学报,2006,1(1):50-51.
[3] 水轮发电机组安装技术规范:GB/T 8564—2003[S].
收稿日期:2020-02-25
作者简介:秦磊(1990—),男,山西原平人,助理工程师,研究方向:水力发电厂机电设备安装、改造及检修。
