动车轮轴材料服役安全及评价
2020-07-04彭金方朱旻昊
彭金方 朱旻昊

摘 要:随着高速铁路不断发展,列车轮轴材料的服役条件也越来越严苛,而轮轴高可靠性是列车运行安全的前提。文章简述铁路列车轮轴材料及制备工艺,详细介绍轮轴的失效形式、损伤机理、失效影响因素、寿命检测评估方法及防护措施,并提出今后的研究展望。
关键词:高速铁路;动车轮轴材料;疲劳断裂;失效;防护;损伤分析
中图分类号:U213.9
轮轴作为铁路列车关键部件,不但要承载着列车全部重量,同时也为机车运动提供动力。一旦列车轮轴材料发生疲劳破坏,将严重威胁列车安全运行,甚至引起列车脱轨的重大事故,危及乘客生命财产安全。在铁路及机车发展史上,由于轮轴材料失效导致的事故屡见不鲜。1998年6月4日,德国ICE高速列车脱轨,由于采用弹性车轮,其轮箍结构疲劳强度不足,服役中未及时侦测发现,造成车轮疲劳崩裂;10年后又因车轴疲劳断裂,导致ICE高速列车在德国科隆列车总站附近脱轨,所幸当时列车运行速度不高,没有造成人员伤亡[1]。我国高速铁路起步虽晚于欧、美、日等国家,但经过十几年的发展,高速铁路网已初具规模,运营里程跃居世界首位。复兴号作为我国完全自主研制开发的动车组列车,其最高运行速度可达400km/h。而列车运行速度越高,其零部件、轮轴用材料服役环境越恶劣,对其安全性和可靠性要求就越高。因此,列车轮轴用材料安全服役性能问题越来越受到人们的关注,也成为近几十年的研究热点之一。而相应研究成果也更好地服务于新一代轨道交通轮轴用材料的开发和设计。文章结合国内外相关研究工作,从材料、失效、防护措施及评价手段等方面对轨道交通用轮轴进行介绍。
1 轮轴材料及性能
1.1 轮对
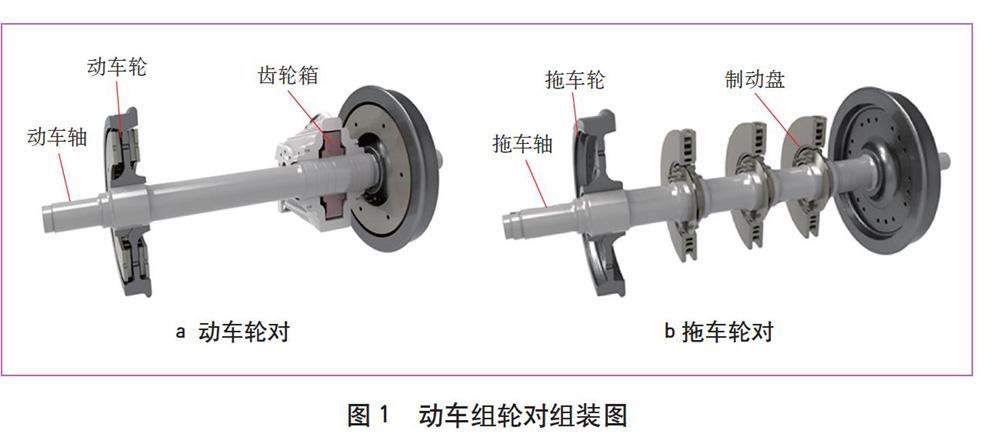
1825年世界出现了第一条铁路,之后铁路技术一直朝着高速重载方向稳步发展,高速列车的出现具有划时代意义。目前,新建线路运行速度在250km/h以上,既有线运行速度在200km/h以上的铁路被称为高速铁路。高速铁路的发展对列车轮对性能、服役安全方面提出了更高要求。轮对一般由车轮、轮心和轮箍组成,而高速动车组一般采用整体车轮方案,车轮不再有轮心和轮箍之分。高速动车组轮对分为动车轮对和拖车轮对:动车轮对通常安装齿轮箱以提供列车前进的牵引力;拖车轮对上安装2~3个制动盘以提供列车制动时的阻力。轮对作用力主要用于[2]承受载荷和冲击、提供牵引力或制动力、滚动使车辆前进。图1为我国某型号高速动车组轮对组装图。
1.2 材料
为了适应重载列车对车轮性能的要求,美国铁路协会在提高铸钢轮耐磨性的同时,通过添加适当含量的Cr元素以改善钢轮韧性,取得了良好效果?。研究表明,在轮轴用钢方面合金化具有明显的优势,添加V、Mo、Mn元素可以明显改善钢材韧性。随着时间推移,列车轮轴材料制备与选用发生了相应变化[4]。早期,针对国内低速列车,车轮用材以CL60钢为主,车轴材料多为LZ50钢。CL60为亚共析钢,强度、硬度和弹性都很高,但是冷变形时塑性较低,切削性较差,焊接和淬透性差。随着铁路运营速度提高,车轮受力状态变得更加复杂,轮轨磨损加剧,车轮疲劳失效现象较为严重,因此车轮用材需要更优良的综合性能。马鞍山钢铁技术中心与西安交通大学于2000年共同研发了一种含微钒车轮用钢,用于速度200km/h的列车[4]。2014年,中国铁路总公司设立重大课题“动车组关键技术自主创新深化研究——时速350km中国标准动车组轮轴设计研究”,主要针对车轮服役中达到速度300km/h时出现的多边形问题,在兼顾材料韧性同时提高其硬度和相变点,成功研制一种中碳Si-V微合金化D2车轮,使得合金元素固溶强化作用和细晶强化作用充分发挥[5]。同期,太钢公司生产的DZ2钢车轴顺利通过铁路公司组织的上车评审,并成功应用于中国标准动车组列车。我国各类列车最常用的车轮、车轴材料相应标准见表1。
2 轮轴损伤形式
2.1 车轮损伤
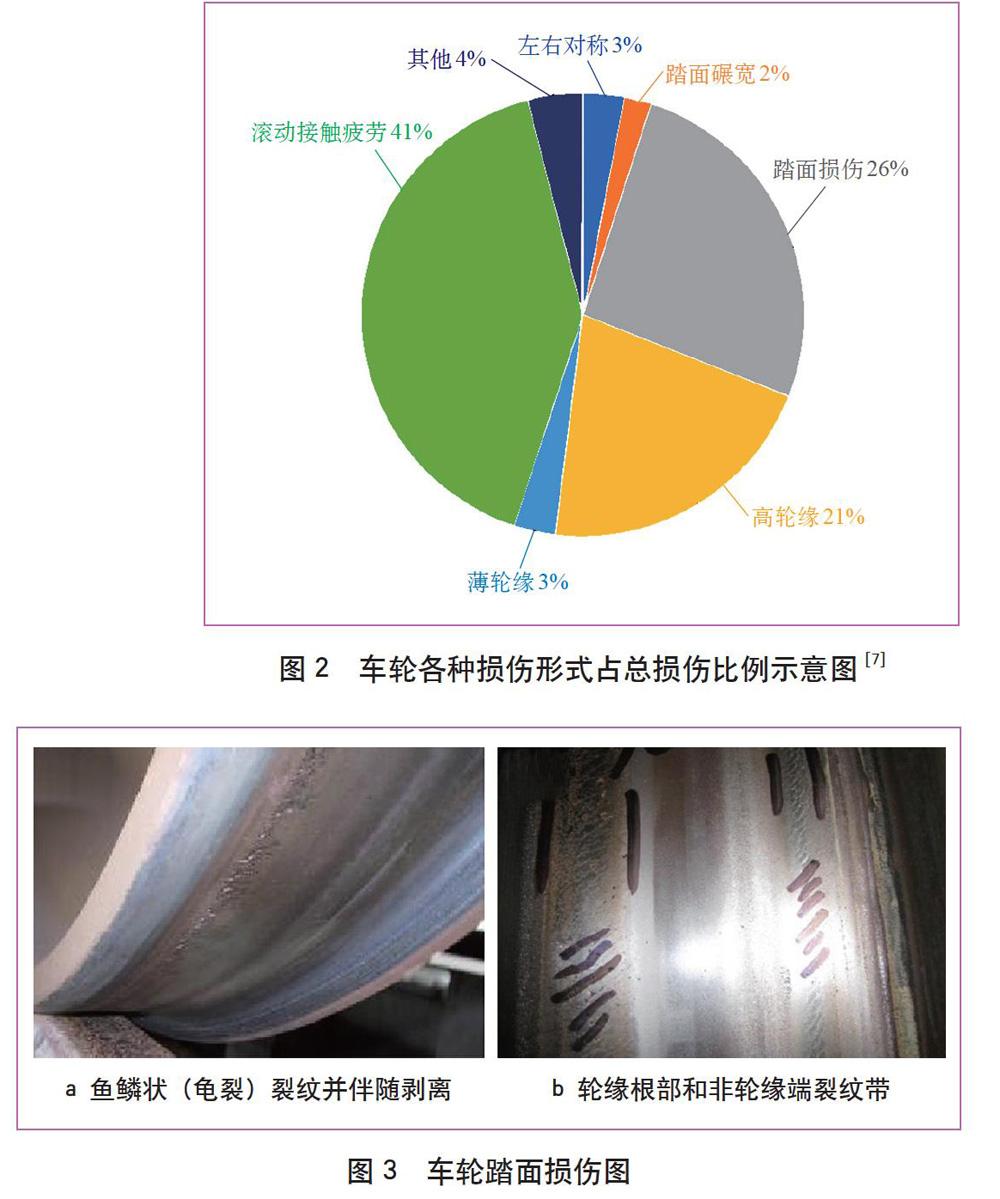
车轮损伤主要包含踏面磨耗、轮缘磨耗、表面滚动接触疲劳、踏面剥落凹坑、踏面热疲劳裂纹、麻点、踏面擦伤以及非圆多边形磨耗。Beven等[6]研究表明滚动接触疲劳和踏面损伤在各种损伤中所占比例可分别达到41%和26%,图2为车轮各种损伤形式占总损伤比例示意图。
车轮疲劳损伤较为普遍且危害更大,其形式有滚动接触疲劳损伤、轮辋断裂、踏面剥离损伤以及表面热疲劳损伤等。在轮轨滚动接触过程中,当累积塑性应变达到材料临界值时,微裂纹将在材料表面或者次表面形核和扩展[7]。图3为萌生于车轮表面的滚动接触疲劳裂纹导致的踏面损伤图。
2.2 車轴损伤
车轴是主要承力构件,当列车运行时,轨道弯曲或不平整等因素会对车轴产生巨大冲击,对车轴材料造成很大损伤。除此之外,车轴损伤形式主要有以下4种:①轮对、齿轮以及轴承压装面处微动疲劳损伤;②服役或检修过程中打伤、碰伤;③ 服役过程中腐蚀损伤;④轴承故障或过载造成车轴损伤。其中,微动疲劳损伤是造成车轴失效主要原因。有报道指出,1980年我国共探伤发现4319根车轴轮座处发生明显的微动疲劳损伤,其裂损率为6.9% [8];俄罗斯在1993年因发现微动疲劳裂纹而报废的车轴有6800 根[9]。
3 轮轴材料失效影响因素、形式及机理
3.1 轮轴材料失效因素
3.1.1 设计
车轴设计是为保证车轴在给定条件下安全服役,基于运行条件可能发生的状况,建立相对应的设计标准,最终选择合适的车轴材料、尺寸以及结构,形成相关技术文件[10]。车轴设计直接关系到车轴服役寿命,是车轴安全服役第一道关口。因此,车轴设计应是最先考虑的问题,也是引起车轴失效重要因素之一。
3.1.2 制造工艺
车轴制造工艺流程如下:冶炼→铸、轧→锻造→热处理→热校直→粗加工→超声探伤检查→粗加工→精加工→外观、尺寸检查→磁粉探伤检查。
从车轴制造工艺流程来看,可能会产生材质偏析、非金属夹杂物超标、疏松、夹渣、起层、冷热裂纹、热处理工艺不当、晶粒不均、粗大、强度不足、机加工尺寸公差和表面粗糙度不合格等问题[11]。各种缺陷可能在车轴服役过程中促进微裂纹形成,造成车轴提前失效。
3.1.3 装配
轮轴通过压装方式进行组合。如果车轴“装配不良”,在旋转弯曲载荷作用下轮座处会产生微动损伤,进而引起裂纹萌生、扩展,最终导致车轴断裂。因此,车轴组装前必须经过严格质量检查,符合质量标准要求后,才能进行组装。组装时,压装曲线必须符合规范,周勇等[12]通过试验指出,对同轴度、引导套和引导角进行优化可大大减少轮对压装损伤,提高轮对压装质量,进而延长服役寿命。
3.1.4 服役環境
车轮表面状态主要由加工决定,轮对在服役中受雨水、冰雪、潮湿等环境侵蚀会发生损伤。吴菲等[13]在 NaCl溶液下研究C、Si含量对车轮钢耐腐蚀影响,研究表明,随着C含量增加及Si含量降低,车轮钢稳态腐蚀速率增大。任学冲等[14]研究发现产生的裂纹均萌生自辐板表面腐蚀坑,车轮钢疲劳极限值大大降低。
此外,温度也是影响轮轴材料性能的重要因素之一。我国幅员辽阔,各地气候温差显著。列车在运行过程中要承受环境温度剧烈变化,因此轮对用钢低温力学性能关乎其服役安全。王少杰等[15]对ER8车轮钢低温力学性能研究发现,随着温度降低,其冲击韧性迅速下降。任学冲等[16]在-80~20°C温度下,对高速车轮钢试样分别进行拉伸、断裂韧性以及冲击韧性试验,发现该温度下高速车轮钢断裂韧性和冲击韧性处于韧—脆转变区,试样裂纹尖端转变为直接解理起裂。
3.2 轮轴材料失效形式及机理
3.2.1 车轴内部缺陷与车轴冷切
车轴内部缺陷是指材料有夹杂物、成分偏差、组织不正常、缩孔等,产生原因主要是制造过程中热处理控制不当。其服役时疲劳裂纹易萌生于车轴内部缺陷处,只有通过超声波探伤检查才可以发现[10]。
3.2.2 轴颈裂纹与车轴冷切
未按照技术标准组装车轴和轴承,或者有异物进入装配区,将引起轴颈和轴承配合部边缘产生应力集中,易萌生微观裂纹,造成车轴断裂[10],如图4所示。
3.2.3 轮座内侧微动疲劳和微动腐蚀
车轴所处环境不良、车轴材质强度偏低、轮座表面加工质量差、压装损伤、承受载荷偏大等因素易引起轮座内侧1~10mm位置产生微动腐蚀。该位置是车轴旋转弯曲载荷作用下的高应力区。在车轴运用时,腐蚀介质与原有轮座表面损伤和车轴旋转弯曲形成的微动摩擦共同作用,诱发疲劳裂纹[10-11]。
Zhu等[29]对系列服役后车轴的损伤研究结果显示:轮座过盈配合区边缘均发生了不同程度微动损伤;在靠电机轴侧的轮座损伤带发生严重微动疲劳损伤;微观裂纹常萌生于边界1 mm左右的地方,环绕车轴周向。微动疲劳裂纹形态一般呈多源性和台阶状特征,倾向于与表面呈大约60°的次表面萌生状态,与弯曲微动疲劳试验研究结果吻合较好[17],图5为失效车轴轮座微动损伤部位表面、剖面和断口分析图。
微动在运行于混合区时,裂纹易萌生和扩展,该位置是车轴最危险的部位。日系动车车轴轮座部位残余压应力随着服役里程的增加呈现增加趋势,而表面硬度几乎呈现稳定趋势,图6、图7为日系车轴不同里程残余应力及表面硬度分布示意图。
目前无损探伤技术无法检测到过盈配合区的微观裂纹,当探测到时,裂纹已扩展到宏观裂纹,车轴将很快失效。因此,轮座微动疲劳成为影响车轴疲劳寿命的主要因素,需要高度重视其对安全可靠性的影响。
3.2.4 轮座粗糙度超标与车轴冷切
轮座加工粗糙度超标主要表现为存在加工刀痕,达不到标准规定Ra1.6μm的要求。在车轴运行中,会在镶入部内侧5~10mm的高应力区,沿刀痕萌生疲劳裂纹,引发车轴冷切事故 [10-11]。
3.2.5 轮座压装损伤与车轴裂断
压装损伤主要表现在轮座表面有可见鱼鳞片带和挤压包。鱼鳞片带方向是从轮座外侧指向轮座内侧,挤压包在鱼鳞片带前端。在鱼鳞片根部往往有裂纹,裂纹处的应力集中,使裂纹易扩展从而引起车轴疲劳断裂 [10-11]。
3.2.6 轴身铲痕与轴身碰伤
车轴服役过程中,轴表面铲痕处产生应力集中,萌生疲劳裂纹;轴身碰伤会引起缺口效应,导致应力集中,从而诱发微裂纹在凹痕处萌生,逐步扩展导致车轴疲劳断裂[10-11]。
4 检测及评价
目前,国内外针对车轴服役性能的检测手段主要包括:磁粉探伤、渗透检测、涡流检测、超声波检测,几种检测方式的优缺点见表2。除此之外,基于力学和有限元模拟实现对轮轴材料强度、服役寿命的评估,逐渐发展为一种主流检测手段。1998年,Ishida H [18]通过在车轮辐板上布置电桥实现了对线路横向力和垂向力的实测,得到脱轨系数以及轴箱垂向加速度等参数,为寿命预测模型提供数据支撑。唐道武等[19]将数值模拟技术应用于轮轴疲劳强度评估,陆超等[20]基于Hypermesh与Ansys的联合仿真,实现对车轴静强度与位移变形的计算。赵永翔等[21]研究表明,通过半轮对轮轨接触的有限元计算,可实现轮对结构轮轴疲劳的近似评价。实际检测手段与有限元模拟技术相结合的方式,保证了轮轴疲劳强度以及服役性能的有效评估。
5 防护措施
5.1 采用表面技术
列车运行速度的不断提高,对车轴耐磨性提出了更高的要求。传统改善耐磨性镀膜方法主要有堆焊和热压喷涂。堆焊的涂层和基体结合强度高,但会引起基体变形。热压喷涂涂层较薄,与基体结合力弱。新近出现的激光熔覆技术克服了以上传统方法制备复合涂层的缺点,其熔覆材料广泛,制备涂层厚度可控、结合强度高[22]。
5.2 车轴再制造技术
车轴再制造的核心是恢复因划伤和磕碰以及去除表面疲劳层导致的缺失尺寸,通过合适的再制造技术和工艺,使修复后车轴达到或超过新造车轴性能。目前,针对车轴损坏情况,适合的技术主要有电刷镀、TIG堆焊、热喷涂和激光熔覆[22]。
5.2.1 电刷镀技术
电刷镀技术是在零件表面快速放电结晶而形成镀层,有工艺简单、速度快、性能稳定、费用低廉等优点,被广泛用于机械零部件表面修复和表面强化。不但能恢复零件的尺寸、公差和配合精度,还能提高零件服役寿命[22]。
5.2.2 TIG堆焊技术
堆焊技术是通过外加热源使母体材料与所覆特殊性能合金材料熔合,从而具有合金材料的特殊性能。TIG 堆焊具有工艺稳定、高可靠性、易实现自动化和节省材料的特点,广泛地应用于冶金、电站、铁路、车辆、核动力及工模具等制造修复中。
Л. Γ. Γорстко 等[24]研究采用自动TIG堆焊修复因螺纹损坏而报废的列车车轴,发现修复螺纹质量优于新螺纹。但其内部残余应力较大,会引起几何变形,不满足尺寸要求,甚至会造成堆焊层剥离。为了使堆焊技术能更好地满足需求,还需改进堆焊材料和工艺[9-10]。
5.2.3 热喷涂技术
热喷涂技术具有涂层材料广泛、基体材料及形状尺寸不受限、厚度易控制、工艺简单、成本低、效率高等特点,已成功应用于航空航天、石油化工、矿山机械、电力等领域再制造。程江波等[25]采用Fe基非晶/纳米晶复合材料对发动机曲轴轴颈磨损部位进行再制造研究,发现再制造后产品质量与新品相当,综合成本仅为原新品的1/10。刘伟等[26]选用旧车轴,按4 : 1尺寸缩比加工成轮对,在旋转弯曲试验机上进行模拟试验,结果表明0.5mm厚的修复涂层耐微动疲劳和磨损性能较高,达到车轴延寿的目的。
5.2.4 激光熔覆技术
激光熔覆技术具有绿色、节能、环保等特点,能够制备连续、大面积厚熔覆层,满足实际零部件延寿和修复再制造需求,处理的零件质量甚至可超过新品[22, 27]。李丛辰等[23]的研究表明,在EA4T钢表面熔覆Fe314合金后,样品屈服强度和抗拉强度均高于标准值。许妮君等[27]研究表明,熔覆层表层硬度最高,过渡层次之。工程实践表明,车轴经过激光熔覆技术处理后,能消除表面微动损伤,进而延长车轴服役寿命[28]。通过调控熔覆粉末,提高熔覆脱氧性和浸润性,调节Ni、Mo等微量元素,达到晶粒细化,使修复区综合机械性能接近甚至高于母材[22]。
6 结语
文章介绍目前动车用轮轴的材料、损伤形式及机理,以及提高轮轴材料服役寿命措施等方面的研究和进展,得出以下结论。
(1)降低碳含量并结合微合金化是目前发展高速、重载轨道机车用轮轴材料的主要趋势,结合实际服役环境,确定碳及合金元素最佳比例,使材料性能满足服役安全需要。
(2)车辆在行驶过程中,车轴会承受极其巨大的动载荷,特别是在经过钢轨接头、道岔以及不平线路的时候,车轴受到冲击载荷会加剧车轴提前失效,冷切是车轴断裂主要形式。微动疲劳损伤是诱发车轴轮座部位微裂纹形成主要原因。
(3)在提高轮轴服役安全可靠性方面,应掌握车轴随服役里程增加的损伤演变规律,针对不同损伤进行修复;在提高轮轴材料服役寿命方面,需探索合适的表面处理技术,在服役之前对轮轴材料进行处理,以提高其服役寿命;结合再修复技术,对损伤轮轴进行处理使其再次利用。
参考文献
[1]Hans D. 欧洲 ICE 列车轮对车轴的超声波检测 [J]. 国外机车车辆工艺,2011(5):42-45.
[2]王伯铭.高速动车组总体及转向架[M]. 四川成都:西南交通大学出版社,2014.
[3]郑伟生.新钢号可提高车轮寿命3倍[J].国外铁道车辆,1999,36(5):18-19.
[4]崔银会,张建平,苏航,等. 高速列车车轮材料研究的综述[J].安徽冶金科技职业学院学报,2005(2): 9-12.
[5]王之香,高建兵,王玉玲,等.时速350 km中国标准动车组车轴用钢DZ2的生产工艺实践[J]. 特殊钢,2019,40(1):19-22.
[6]A. Bevan, P. Molyneux-berry, B. Eickhoff, et al. Development and validation of a wheel wear and rolling contact fatigue damage model [J]. Wear, 2013, 307(1-2):100-111.
[7]何成刚. 车轮材料摩擦疲劳损伤机理及微观组织演变行为研究[D].四川成都:西南交通大学,2018.
[8]林吉忠,刘淑华,吴玉树,等. 车轴钢力学及疲劳性能的研究[J]. 中国铁道科学,1986(1):9-25.
[9]王树青,周振国,詹新伟. 车轴感应淬火技术研究[J].金属热处理,2001(8):31-34.
[10] 张学辉. 关于铁路货车车轴常见故障探伤分析方法研究[D]. 山西太原:中南大学,2017.
[11] 田子兴,沈华. 优化铁路车辆轮对生产线工艺布局的思考[J].交通建设与管理,2015(8):317-319.
[12] 周勇,门永林,徐力,等. 城轨车辆轮对压装损伤原因分析及工艺优化[J]. 机车车辆工艺,2018(1):12-18.
[13] 吳菲,肖峰,江波,等. C和Si含量对车轮钢腐蚀行为的影响[J]. 腐蚀与防护, 2017,38(2):124-128.
[14] 任学冲,高建雨,吴菲,等. 腐蚀对车轮钢疲劳极限的影响及含腐蚀车轮的安全评估[C]//中国机械工程学会.北京:中国机械工程学会第十八届全国疲劳与断裂学术会议论文摘要集,2016:1.
[15] 王少杰,韩立青,曾伟,等. 低温对ER8车轮钢力学性能的影响[J]. 材料研究学报,2018,32(6):401-408.
[16] 任学冲,马英霞,高克玮,等.温度对高速车轮钢断裂韧性的影响[J].中国铁道科学,2013,34(5):93-99.
[17] J. Peng, C. Song, M. Shen, et al. An experimental study on bending fretting fatigue characteristics of 316L austenitic stainless steel[J]. Tribology International,2011,44(11):1417-1426.
[18] H. Ishida等. 轮轨接触力新的连续测量法[J].国外铁道车辆,1998(2):19-24.
[19] 唐道武. 列车车轮疲劳强度安全评定的研究[J].机车电传动,2008(3):31-41.
[20] 陆超,徐传波,徐腾养,等. 高速动车组车轴强度评定的工程方法应用[J].中国工程机械学报,2017(5):460-470.
[21] 赵永翔,蔡慧,敬霖. HXD2机车动力轮对的集成有限元模型[J]. 机械工程学报,2014,50(14):21-26.
[22]齐先胜,侯有忠,牛富杰,等. 高速动车组车轴的再制造可行性分析[J]. 电焊机,2017,47(10):8-15.
[23] 李丛辰,陈文静,向超,等. EA4T 钢表面激光熔覆Fe314合金熔覆层的微观组织及性能[J]. 电焊机,2016,46(5):73-77.
[24] Л. Γ. Γорстко,李先全. 用自动堆焊修复车辆车轴螺纹部位的缺陷[J]. 国外铁道车辆,1991(2):54-57.
[25] 程江波,梁秀兵,徐滨士,等. 电弧喷涂纳米结构涂层的组织与磨损性能[J]. 摩擦学学报,2009(6):600-605.
[26] 刘伟,何庆复,陈善忠. 车轴修复用热喷涂层厚度对微动损伤行为的影响[J]. 摩擦学学报,2002(6):435-438.
[27] 许妮君,刘常升,冯欣俣,等.激光工艺对45钢表面梯度熔覆层组织性能的影响[J]. 东北大学学报,2019(4):495-499.
[28] 薛志芬. 45钢表面激光熔覆耐磨耐蚀涂层研究[D].重庆:重庆理工大学,2009.
[29] C. Zhu, J. He, J. Peng, et al. Failure mechanism analysis on railway wheel shaft of power locomotive[J]. Engineering Failure Analysis,2019(104): 25-38.
收稿日期 2020-01-03
責任编辑 司玉林
