胶带机跑偏故障与防偏技术
2020-07-04侯春雨蔡媛媛
侯春雨 蔡媛媛
摘 要:胶带运输机是一种自身具备牵引件的连续运输设备,广泛应用于输送堆积密度小的粉状、粒状、小块状的物料。水电工地及砂石骨料企业开采过程中,胶带运输机作为提升运输系统的重要组成部门,可承担运送骨料、剥离物等任务,该设备构造简单,投入使用基建周期短,同时该设备具备连续高效作业的特点,在大型水电工地及砂石骨料企业中应用较多。
关键词:胶带机;跑偏故障;防偏技术
1 胶带机在大型水电工地中的应用
在大型水电工地及砂石骨料企业开采過程中,砂石骨料主要通过胶带机完成运输,胶带机是基于胶带与驱动滚筒轮的摩擦来实现传动,体现出运行平稳、可以保证连续运输量、适应能力强等特点,骨料运输中发挥着关键作用。胶带机直接影响到矿山开采的有序进行。矿山胶带机的主要部件包括电机、减速机、联轴器、胶带、头轮、尾轮、电控装置、保护装置等,在运行中胶带机中的各个部件配合完成运输。由于矿山开采中胶带机的负荷较大,运行环境恶劣,胶带机日常运行中易发生多种故障[1]。
2 胶带机跑偏原因分析
2.1 胶带松弛现象
胶带机主要由输送带、驱动滚筒、改向滚筒、托架吊挂装置及托辊组成。其中驱动滚筒是整个系统的主要动力来源,托架吊挂装置及托辊将输送带架设在驱动滚筒和改向滚筒之间,一般情况下驱动滚筒位于提升方向上部,改向滚筒位于下部上料口处用以改变胶带传送方向。在胶带机作业过程中,驱动滚筒和改向滚筒以相同线速度进行作业,胶带在2个滚筒之间循环运行。当胶带传输过程中,因震动、压力等因素影响导致胶带运行中心线与上下滚筒中心轴线不是垂直布局时,胶带将会产生一侧松弛现象,在带动胶带运行过程中,驱动滚筒动力会主要集中在胶带绷紧的一侧,随着胶带不断的往复运行,胶带偏移中心线位置越来越大,即发生了带偏现象。
2.2 滚筒发生改变导致发生带偏现象
胶带机在作业过程中,通常运输带上部会修建皮带廊以减少日晒雨淋对胶带机的损伤程度,提升胶带机使用年限。但结合生产现场实际发现,因运输的骨料、剥离物等受地表渗水或降雨影响,运送物料较湿,胶带机在提升该类物料时,难免会发生潮湿物料黏在滚筒外轮表面,同时,滚筒在长时间使用后外轮会发生磨耗致使滚筒发生局部、单侧转动直径大小不一的情况。滚筒形态发生改变后也会直接影响胶带正常运行,致使滚筒外轮直径较大一侧皮带传输速度相比另一侧快,进而发生带偏现象。
2.3 托架、托辊装置发生弯曲发生带偏现象
胶带机的托架及托辊装置均以焊接或螺栓拧固方式与胶带机主体连接,起到托扶、控制胶带作用。托架托辊装置尾部连接运输机主体架身,前部悬空在运输机架身之间,上部长时间与胶带紧密贴合,因托架托辊装置的结构特点致使在胶带机使用一定年限后,因胶带运输物料的冲击、压力影响,托架托辊装置前部会发生不同程度弯曲,且两侧弯曲程度呈现不对称分布。胶带机驱动滚筒提供动力时,实际牵引胶带的拉力会降低,又因两侧胶带拉紧程度不同步,逐渐会产生带偏现象[2]。
3 胶带机胶带跑偏的解决办法
3.1 管理人员要加强“耳听眼看”能力
日常作业中,胶带机管理员要加强“眼看”能力,在胶带机开启使用前对皮带上、下周围是否有障碍物,皮带下是否有落料堆积现象进行检查,发现隐患立即进行整改处理;同时,管理人员还需要提升“耳听”能力,在胶带机运输作业过程中,对各部位运转声音是否正常,驱动滚筒、改向滚筒转动是否存在异响进行分析,此举可尽早发现胶带机带偏现象,及时对造成带偏隐患进行整改处理。
3.2 调节重锤张紧度或更新部件
当检测确定是由于震动影响、托架托辊弯曲导致胶带发生偏移现象时可采用2种方式解决带偏影响。一是考虑胶带机前后滚筒距离因素,在小于200m的胶带机设备中,优先采用修正或更换托辊支架部件,该种方式对于短距离胶带机胶带跑偏效果显著;二是对于距离较长的胶带机发生带偏现象后,可以采取适当增加重锤坠拉程度以加大胶带张紧力度,减少胶带继续跑偏程度[3]。
3.3 对胶带机进行季节化管理
滚筒外轮直径发生形变主要受胶带磨耗或粘连物料影响。在冬季作业过程中,作业前,管理人员必须检查各转动部件有无冻结现象。作业过程中,要对胶带表面及时巡视检查,发现表面物料冻结现象,要及时进行清除结冰,避免冻块对滚筒轮面及胶带磨损导致胶带跑偏现象;春夏雨水较多季节,在生产中要均衡搭配干湿物料的装载作业,同时,需要合理布置挡料板,调整物料下落方向,减少物料洒落。该方式可有效减少滚筒外轮物料粘结量,减少胶带机发生带偏风险。
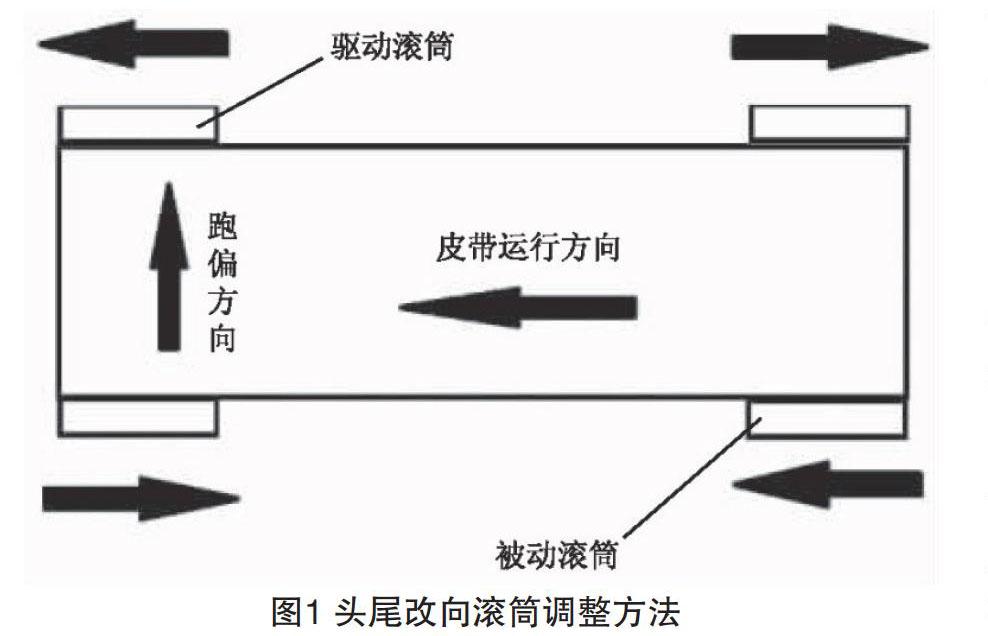
3.4 滚筒重新定位
检测发现是滚筒位移导致胶带跑偏情况,需要及时对驱动滚筒、改向滚筒重新进行精准定位,调整滚筒中心轴线与胶带中心线垂直布置。胶带中心线垂直于滚筒轴线是保证胶带平稳运行,不跑偏的最根本基础,处理各种跑偏现象本质上都要回归到调整皮带与滚筒轴线相互垂直上。调整方法如图1所示。
3.5 空运转状态下的输送带跑偏处理办法
在无载荷的状态之下,如果出现头部及尾部跑偏的问题,大多数都是因为制造和安装的原因所导致。对于这些故障的处理,首先就是要以首轮和尾轮为基准,之后对机架水平进行调整,若滚筒表面直径存在较大误差,通常可将其拆下,再经过处理之后进行调整。
如果是在空转的情况下出现输送带跑偏的问题,这通常是因为更换的输送带张力过大所导致,此时需要对胶带松紧度进行适当调整,这样在运行一段时间之后,就能够逐渐的调整过来,不再出现胶带跑偏的问题。
3.6 带载荷状态下的输送带跑偏处理办法
输送带带载荷的状态下也经常会出现左右跑偏的问题,但通常不会出现头部跑偏的问题。在胶带运输机运行的过程中,如果出现胶带中部跑偏的问题,那么相关工作人员一定要及时对托辊组位置加以调整,通过这种方式,能够将由于震动、矿料分布不均、机架偏斜等原因所导致的胶带跑偏故障解决。
对于尾部跑偏的问题,一般原因都是因为落料不正所导致,在对下料口进行设计时存在缺陷。另外如果长时间下料,也会对下料口造成不同程度的磨损,从而使料无法正确地落在胶带中心。但在实践过程中,如果下料口、钢板磨损不严重,通常不用对其进行更换,都是在收料槽和下料管之间增加迎料板,之后对其角度进行调整,这样就不会再出现上述问题。另外,输送带清扫器在经过长时间的应用之后,且未能得到及时彻底的清扫,在冬季和雨季时,由于部分骨料湿度过大,从而也会在托辊上聚集大量湿料,这样也很容易导致胶带跑偏的故障,如果出现上述情况,要立即停机,同时清除滚筒及清扫器上的积尘,之后再对设备进行重新启动。
3.7 安装防偏转开关
带式输送机中的防偏开关主要用于防止皮带跑偏故障,并在跑偏情况下自动停机。当带式输送机在运行中开始跑偏时,会立即将防跑偏开关的立桿倾斜一定角度,并发出警告,引起工作人员的注意,并采取一定的预防措施,避免皮带更加严重跑偏的发生。如果轻微偏差不能及时处理和进一步发展,垂直杆将向二次角倾斜,并在发出二次报警信号后自动停止。经工作人员处理后,防偏开关立杆回到原位,继续运输。该开关不仅能有效地防止皮带跑偏,防止跑偏故障进一步恶化,而且能检测出皮带跑偏故障的原因,有助于提高故障排除的效率。
3.8 加强相关监督,完善管理制度
除了机器本身的技术问题和设计缺陷外,加强监督,完善相关管理制度也非常重要。根据带式输送机的工作特点,相关企业应建立相应的科学完善的管理制度,安排相关人员到相应岗位,完善奖惩机制,提高相关人员的责任心。同时,要完善相关管理制度,听取运输机运营管理的理论依据。企业要加强对相关人员的培训,提高员工的责任感和安全感,确保机器和员工处于良好状态。
4 结论
综上所述,胶带机在水电工地及砂石骨料企业的大型露天矿山应用越来越广泛。在大型水电工地砂石骨料生产作业过程中,需要由多组胶带机协同作业,各组运输机由转载站联结,各组运输机之间保持同步运作状态,如果其中1组运输机出现故障将会对整个生产链条造成停产影响。由此可见,胶带机的平稳运行对水电工地砂石骨料生产效率意义重大。胶带机日常使用过程中,每天需要进行检修维护,提高检修质量,及时对易损件进行更换处理,在此基础上,胶带跑偏仍是胶带机投入生产使用以来最为显著的故障问题。由于该问题初期难以被技术人员发觉,但逐步造成的隐患风险却极其严重,水电工地及砂石骨料企业在使用胶带机进行运输作业时,在基础维护外还要定期对滚筒进行定位,校正胶带中心线,以避免因胶带跑偏导致企业停产的生产事故。
参考文献
[1] 牛军燕,唐永涛,马倩,等.胶带跑偏问题的分析[J].装备机械,2019(4):48-50+29.
[2] 李刚.浅谈胶带输送机的安装及运行维护技术[J].石化技术,2019,26(12):163+165.
[3] 陈维炳.带式输送机跑偏原因分析及处理方法[J].机电信息,2019(24):66-67.
