新能源汽车生产废水处理工艺探讨
2020-07-03姚波
姚 波
( 上海清浥环保科技有限公司,上海201800)
随着经济建设的不断发展, 绿色环保的交通方式越发收到社会各界的认可。 新能源汽车的环保技术就此背景下取得了飞速的发展。 新能源汽车的环保核心在于通过汽车电池或者混合动力取代了原先的石化燃料,可较大程度缓解原先汽车对于环境的危害, 而且交通耗费更具经济性。 新能源汽车虽然在动力上较为环保,但在车辆制造环节上相比传统化石燃料的车辆生产,工艺的改变,势必也会造成一定的环保问题出现,故而需要改进生产过程中的废水处理方案。
1 项目概况
以新能源汽车生产废水改造项目为研究案例, 通过对具体项目的建设分析, 探讨新能源汽车生产线的废水处理工艺。 本文是建立某新能源汽车生产废水处理项目上而开展的,该项目的主要难点是汽车安装工程项目中的500t/d 新能源汽车生产线废水处理问题。 该新能源汽车生产废水主要含锌、镍、锰等元素。 对生产线的废水处理中, 针对消除废水中的重金属进行净化,达到最终污水验收的要求。
2 废水组成分析
2.1 废水来源及主要污染物
污染物的来源主要是新能源汽车生产中各工段所产生的废气废水,主要包含有:冲压车间的模具清洗废水、油漆车间工业制剂、总装车间清洗剂以及作业机油等。
冲压车间在钣金件冲压时会用到冲压模具, 而模具往往需要连续性等清洗作业,故而在清洗过程中就会融杂有重金属的废渣或者金属,也就是废水的主要污染物,具体包括COD、SS、油等。 在油漆车间因为涉及到电泳工艺, 脱脂工序会连续排放清洗废水及硅烷处理后的清洗废水,电泳工艺连续排放电泳清洗废水以及连续排放的全厂生活污水。 在废水污染物成分中:( 1)油漆车间,会因为脱脂工序而产生大量废液,废水中主要污染物为COD、石油类、TN、磷酸盐、SS 等;( 2)硅烷处理工序废液及废水中主要污染物为COD、Zr2+、Mn2+、F-、TN、Cu2+等;( 3)电泳废液及电泳废水中主要污染物为COD、SS 等;( 4)打磨废水主要污染物为SS;( 5)喷漆废水中主要污染物为COD、SS、TN 等;( 6)总装车间淋雨线清洗废水中主要污染物为COD、石油类、SS 等;( 7)全厂生活污水主要污染物为COD、SS、TN、PO43-等。
2.2 废水水质分析
根据废水的主要来源, 经分析可知主要的污染物主要是COD、SS、油、磷酸盐、总锌、总镍等,所以分析归纳可知废水水质较为复杂,这是因为废水中含有PVC 树脂、油、磷酸盐及锌、镍等重金属元素具有较大的生物毒性。 其次, 水质的可生化性较差,废水BOD/COD 值很低,一般在0.25 左右。 因此需采取措施,提高BOD/COD 值,以便利于生化处理。废水中含大量油脂,除了难生物降解并污染水体外,在生物处理曝气时,还会产生泡沫,阻碍充氧。 最后,水量水质变化大,生产倒槽时废水的产生量大而且呈间断性, 所以废水排放量极不均匀, 因此必须设置集水( 液)池收集废水,然后定期投加。
2.3 标准应用
对于汽车生产中的主要污染物是水中富含重金属, 对于本项目污水处理排放标准执行《 污水综合排放标准》( GB8978-1996)三级标准,主要指标如表1 所示。
3 废水处理工艺设计
3.1 处理工艺流程
根据废水的种类以及特点, 废水在处理上首先要根据水体的特征进行PH 值平衡, 对此可通过增加化工原料实现连续反应,调节废水中各段的pH 和加药量,具体指标为CaCl2反应段pH 控制在10.5,PAC 混凝段pH 控制在7.5-8,加药量控制主要参考气浮系统出水各检测指标来调节:COD 在1200mg/L 左右、锌含量≤2mg/L、镍、锰含量≤1mg/L;同时增加驯化增加菌种来进行废水处理。
处理废水还需注意量的使用配比, 确保废水站设计处理水量可以达到500t/d,物化段调试主要是控制进水量为30t/h、连生化段调试过程务必要保证整个流程的供水量满足废水供应的要求,在废水水量控制上,如果废水量少就无法满足菌种充分繁殖的需求,而如果生产线所产生的废水量较大,也会使得供应菌种因水体营养稀疏而使得养分不足, 对于营养不足的问题需要及时根据菌种的生长建设需要,持续性的向好氧池内添加C、N、P 等元素, 这样的话可有效保持整个菌种的连续性生长所需的养分,而在驯化过程中,通过间歇进水、间歇曝气、递增进水量的方法采用可实现菌种的快速繁殖, 并使得驯化的菌种更好的适应废水水质,达到系统处理要求。
在废水工艺处理上,要注重非连续高浓度脱脂废液、薄膜废液、电泳废液水量的使用;且含有油、悬浮物较多,分别进入各自调节池, 在间歇反应池中进行混凝沉淀反应后上清液进入综合废水池与其它生产废水混合。 综合废水池中生产废水采用混凝沉淀处理后,进入混合调节池与生活污水混合,混和调节池中的综合废水,随后进行水解酸化,并在结合好氧接触氧化和沉淀处理达标后,进行排放。
混凝沉淀和生化二沉池中产生的污泥排入污泥池, 经过调理反应浓缩后由板框压滤机脱水,脱水污泥外运处理处置,滤液回到混合调节池。

表1 主要污染物类型、含量及国家标准
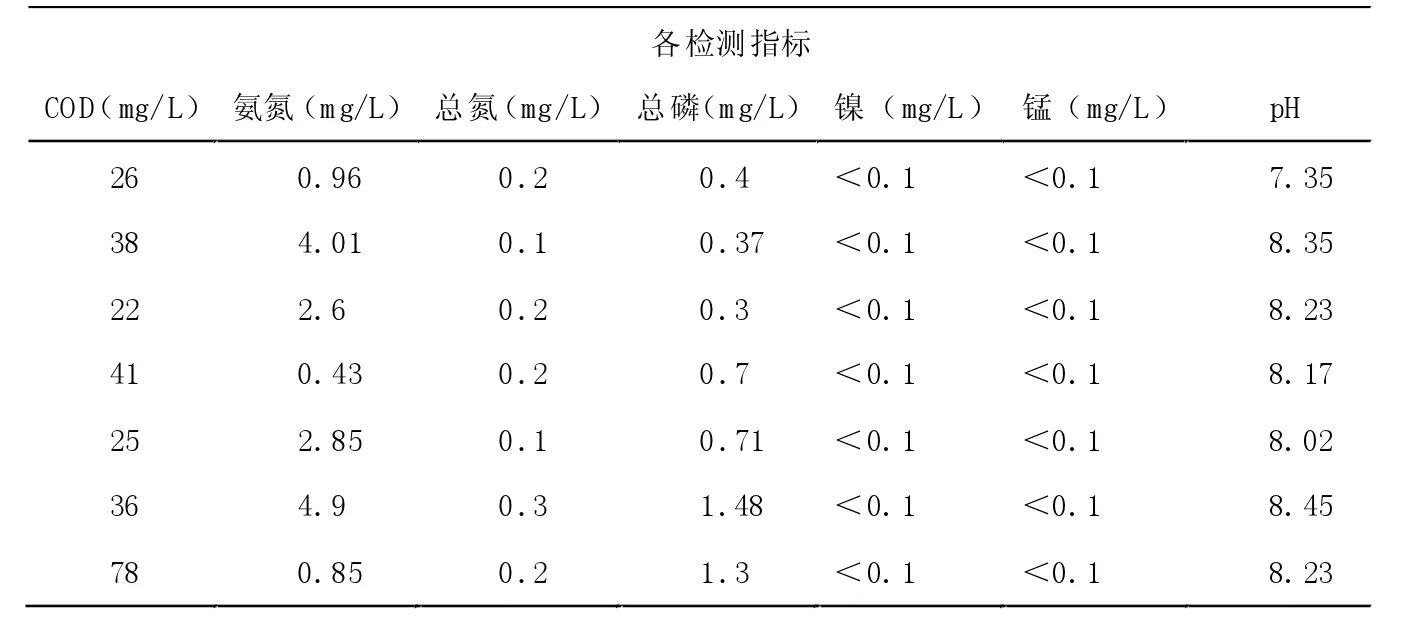
表2 污水处理的检测记录元素含量统计表
3.2 间歇性预处理
对于间歇性废水的预处理主要包括:薄膜废水处理、脱脂处理废水和电泳处理废水处理三个方面。
薄膜废水处理采用物化间歇式处理方式, 采用“ 反应+凝集+沉淀”工艺。 薄膜废水在薄膜废水池中收集,经过废水提升泵提升至间歇反应槽中,往反应槽中投加氢氧化钠、PAC、CaCl2、PAM,之后沉淀,经过固液分离后,污泥排入污泥池,上清液排入综合废水池。
脱脂废水处理采用物化间歇式处理方式, 采用“ 反应+凝集+沉淀”工艺。 薄膜废水在薄膜废水池中收集,经过废水提升泵提升至间歇反应槽中, 往反应槽中投加氢氧化钠、PAC、PAM,之后沉淀,经过固液分离后,污泥排入污泥池,上清液排入综合废水池。
电泳不含油废水主要为油漆电泳槽、电泳后水洗,电泳废水和排入电泳高浓度废水槽的电泳高浓度废水进入电泳废水池,池内设置空气搅拌装置,对废水进行搅拌,防止污染物质沉入池底。 电泳废水采用“ 反应+凝集+沉淀”工艺。 废水经过废水提升泵提升至间歇反应槽中, 往反应槽中投加氢氧化钠、PAC、PAM,之后沉淀,经过固液分离后,污泥排入污泥池,上清液排入综合废水池。
3.3 连续性处理
连续性废水在该项目实践中主要是综合废水、 生化预处理系统和生活污水处理系统三个方面。
车间连续排放的浓度较低废水和经过间歇反应沉淀处理后的薄膜废水、脱脂废水、电泳废水及事故排水、雨水等排入综合废水池。 综合废水采用“ 反应+凝集+沉淀”工艺。 废水经过废水提升泵提升至连续反应槽中, 往反应槽中投加氢氧化钠、PAC,往凝集槽中投加PAM,之后沉淀,经过初步固液分离后,污泥排入污泥池,上清液自流到气浮设备,加入PAC、PAM 混凝絮凝搅拌,进一步进行固液分离后,在气浮机末端将其pH 值调节至6-9,随后排入混合废水池。
经过格栅处理后的生活污水,进入混合污水池,混合污水池内设空气搅拌,废水随后进入生化处理系统。 本项目生化处理系统主要由水解酸化池、好氧接触氧化池、二沉池等组成。
上清液流入清水池,清水池内设在线监测系统,检测不合格的污水通过回流管阀回流至混合污水池重新处理,检测合格的污水排放至市政管网。
3.4 污泥处理
污泥是由不溶于水的废渣或经系统处理后的沉淀经过堆积而产生,对此污泥处理系统需要根据物化污泥与生化污泥的特性来进行区别处理。 对于融合性较大、 不易进行泥水分离的污泥,可通过底排阀排至污泥池,然后经过污泥泵提升进入污泥反应池和污泥浓缩槽,浓缩后,便可与融合性较小的污泥一起由压滤泵加压进入综合污泥压滤机中。 经压滤后的固体污泥存放在固体物存放间,交由有危废处理资质单位进行处置。 污泥浓缩池上清液和污泥脱水机压滤液返回混合废水池。
4 处理效果分析
在完成上述步骤的污泥处理流程后, 需要进行最终的污泥处理效果检验,以而确保整个系统中的污水污泥在经调试后出水稳定后达到预期目标,在此处理效果主要是参照《 污水综合排放标准》( GB8978-1996)中的三级排放标准,该标准要求出水口的COD≤500、pH6-9、SS≤400、锌含量≤2mg/L、镍、锰含量≤1mg/L,在该生产线的污水中,氨氮、磷含量也是重要的检验指标,对此检验指标符合《 工业企业废水氮、磷污染物间接排放限值》( DB33/887-2013), 标准要求氨氮含量≤35mg/L、 磷含量≤8mg/L,具体结果如表2 所示。
经检验后,各项指标达到了预期目标,污水处理效果达到了最后的验收要求及相关标准。
5 结论
随着国内新能源汽车行业的迅猛发展需求, 人们在关注新能源汽车动力环保的同时,也更关注新能源汽车行业生产中的废水处理。 本文针对某新能源汽车生产中废水处理流程展开分析与净水方案探讨,最终对处理流程进行效果评价,证实了方案应用有效性。 综上所述,本文在明确废水成分的基础上,阐述了废水处理工艺流程,为今后相关项目提供了参考和依据。