动车组转向架部件智能柔性化检修流水线的设计与实践
2020-07-01袁泉
袁泉

摘 要:为提高生产能力和效率,同时避免生产失衡,对动车组检修生产线转向架进行了优化。本文动车组转向架部件进行智能柔性化检测的设计。
关键词:转向架维护;动车组;流水线
随着动车组的发展,列車数量迅速增加。此外,它们的速度越来越快,导致对列车的可靠性和性能的要求越来越高。列车维修必须及时进行。作为列车的重要组成部分,转向架维修生产的需求大幅增加。转向架车间优化的研究对中国铁路货运的进一步发展具有重要意义。目前,大部分机车车辆厂的转向架维修车间生产效率低,产能小,这是多方面因素造成的。
1.动车组转向架维修概述
动车组转向架维修的对象可分为动车和拖车。维修生产中有多种动车组类型。根据运行时间/里程的不同,保养等级可分为三级、四级、五级保养。转向架维修生产过程由轮对维修线、结构维修线和中小型维修线三条不同的生产线组成。使用Plant-Simulation对转向架维护生产线进行建模和仿真,以分析生产线的平衡和瓶颈。它是基于当前的生产设备和物流布局状态。以轮对维修线为研究对象,因为它的工作时间最长。两种调度方法进行,以提高生产效率,减少阻塞和等待时间。一种是汽车和拖车,另一种是第三,第四和第五级维护。
2解决方案
选择CRH380A型号作为研究对象,其时速可达350公里/小时。用于中国客运专线。为了更清楚地进行分析,使用字母T代表拖车,使用字母D代表机动卡车。
2.1 维修中采用智能物流运输设备
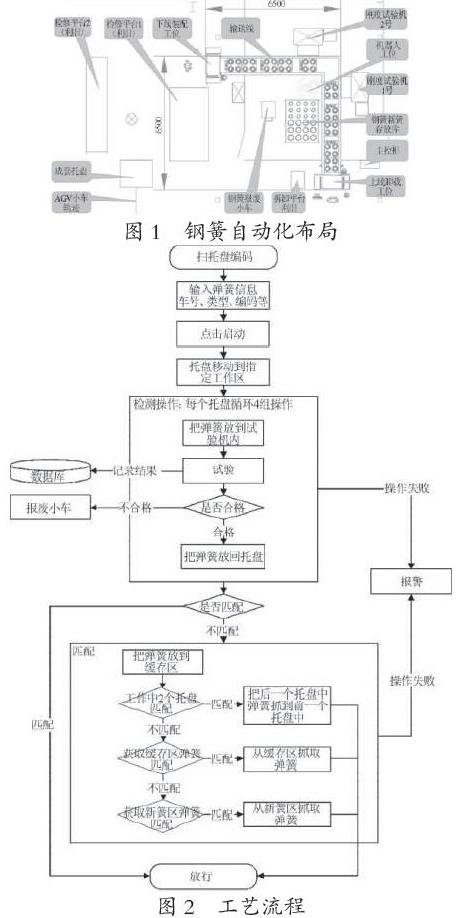
在维修过程中,统一采用身份识别的托盘,利用自动输送线进行输送,建立一种智能化的运输体系。在系统中,还会应用视觉识别系统对相关过程进行记录,使得最终可以将生产等相关程序进行追溯。主要的工艺流程如图1所示。
2.2 钢簧自动化检修
在这一部分的检修,采用数字化的管理模式,通过科学的布局,利用智能机器人进行钢簧的自动化检修。
2.3 空气弹簧的自主检修
CRH380A型动车中的空气弹簧采用的自主检测的模式,利用信息化的方式进行空气弹簧的检修。
2.4智能检测工具的运用
在进行的检修的过程中,需要进行智能检测,对需要检测的部件进行智能记录,可以自动测量,自动锁定以及对相关智能化的读数和记录。
2.5 检修信息化建设
对相关的检修进行信息化系统的建设和完善。建立适用的信息化的检修网络框架。通过维修计划和指令,下达进行维修的命令,进行标准化的作业。同时针对故障情况,结合实际的工艺流程的维修方案,分析原因,建立故障的处理流程。有针对性的进行维修,提高检修流水线的利用率。转向架维修智能生产线建模
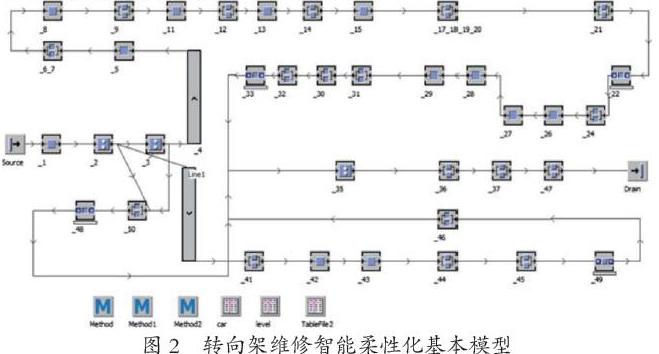
(1)对象类型库的建立:生产线包含三、四、五级维修。CRH380A有两辆拖车和六辆机动卡车。使用DC3、DC4、DC5分别代表拖车三级、四级、五级维修,TC3、TC4、TC5分别代表汽车三级维修。Source代表进货,Drain代表出厂。
(2)建立基本模型:软件中的SingleProc对象用于表示制造程序。Buffer对象用于表示恒温程序中的等待,line对象用于处理程序。每个程序都由一个连接器连接。各工序按检测工艺流程图进行图中命名。在软件中建立基本维护模型(图2)。
设置属性和逻辑策略:需要使用软件方法、在Simtalk中编写程序来控制对象的流动。设置各站的属性,包括处理时间、恢复时间等。考虑到实际情况,处理时间呈正态分布,比例为5%。
3结语
通过对转向架部件进行智能柔性化流水线进行了研究,取得了显著的成绩。在进行检测的过程中,节省了人力,换件时间也大大缩减,可以保证在半个小时内完成。大大提高了维修效率。该方法可以得到广泛的推广。
参考文献:
[1]吕良.客车转向架检修线的研究.[D]西南交通大学2007.
(南京拓控信息科技股份有限公司,江苏 南京 210000)
