熔融法纺丝技术在制备低温水溶性聚乙烯醇纤维中的应用
2020-07-01唐成宏沈瑞姜家保张晓春陈端勤
唐成宏,沈瑞,姜家保,张晓春,陈端勤
(安徽皖维高新材料股份有限公司,安徽巢湖238000)
根据水中溶解温度的高低可将水溶性聚乙烯醇纤维分为超低温水溶纤维(0℃~10℃)、低温水溶纤维(20℃~60℃)、中温水溶纤维(70℃~90℃)、高温水溶纤维(90℃~100℃)。近年来,随着服装辅材、绣花领域的快速发展,水溶性聚乙烯醇纤维市场需求量不断增长,需求量巨大,特别是随着人们生活水平的不断提高和对环境保护意识的不断增强,市场对低温水溶性聚乙烯醇纤维的应用需求尤其迫切[1]。随着水溶性聚乙烯醇纤维在水中溶解温度的降低,产品的价格也急剧上升,40℃水中溶解的聚乙烯醇纤维其价格已达到5万元/吨,且全部被日本可乐丽公司垄断,而国内企业只能生产90℃的高温水溶性聚乙烯醇纤维,其价格不超过1.5万元/吨。
安徽皖维高新材料股份有限公司为国内聚乙烯醇及聚乙烯醇纤维领军企业,公司聚乙烯醇产能达35 万吨/年,为世界首位。为了进一步提高产品附加值,公司通过开发低温水溶性聚乙烯醇纤维产品,实现产业链的延伸,拓展了新的利润增长点。为此,从原液、纺丝、萃取、热处理等工序研究低温水溶性聚乙烯醇纤维的制备。本文将采用干喷湿纺工艺研究低温水溶性聚乙烯醇纤维,即将聚乙烯醇超细粉与增塑剂充分搅拌混合后,送入双螺杆挤出机熔融挤出,经喷丝头喷入有机溶剂凝固浴,进行萃取凝固和初拉伸,形成初生纤维,后进入油浴进行丝束表面上油,再进入热风干燥烘箱进行预热、干拉伸、定型,随后收卷、切断、打包。萃取后的有机溶剂和增塑剂混合液通过精馏塔分离后全部回用。生产全过程无废水、废气排出,真正实现绿色制造,且该工艺流程短,纺丝速度快,产量高。
1 实验部分
1.1 原料
聚合度1 000~1 900、醇解度大于99%的聚乙烯醇树脂(粉末状),低压蒸汽,安徽皖维集团有限责任公司生产;甘油,甲醇,市售。
1.2 原料混合
将聚乙烯醇树脂6.5~7份与甘油3~3.5份,在40℃环境下混合2~2.5 h。
1.3 熔融纺丝
将混合料加入单螺杆挤出机中充分熔融后经孔径为2 mm 的喷丝板喷出,熔体经80℃~90℃侧吹风冷却得到聚乙烯醇初生纤维。螺杆各段温度为进料段110℃~120℃,压缩段180℃~190℃,计量段180℃~190℃,喷丝板温度200℃~210℃。初生纤维在80℃~90℃条件下进行一级拉伸,拉伸倍率为3~3.5倍。
1.4 萃取
一级拉伸后纤维在萃取浴中萃取2~2.5 h,萃取浴为50℃~60℃的甲醇溶液。
1.5 拉伸定型
将上述所得纤维在100℃~105℃烘箱中干燥1 h,在210℃~240℃烘箱中进行二级拉伸,拉伸倍率为2.5~3倍。二级拉伸后纤维在180℃~190℃烘箱中进行热定型,冷却后即得低温水溶性聚乙烯醇纤维。
2 结果与讨论
2.1 原料配比
聚乙烯醇:甘油比例在7∶3 时,熔融指数随温度升高,指数增大,结果见表1。通过比较加热温度在200℃、205℃、210℃、220℃丝条状态可发现,在200℃、205℃丝条较为均匀,气泡较少;随温度升高,丝条气泡逐渐增多,而且气泡多出现于熔融一个小时后的样,排除操作问题,考虑可能是随温度升高,熔融时间增长,聚乙烯醇出现部分降解、脱水导致气泡产生。聚乙烯醇∶甘油比例在7.4∶2.6 时丝条硬度较大,拉伸时需用更大的力才能将丝条拉长,丝条易断裂。

表1 不同配比的原料在不同加热温度下的熔融指数
2.2 萃取
取等长丝条进行不同倍数的拉伸后,放入甲醇中进行萃取。通过调节甲醇温度及萃取时间测得不同实验条件下丝条上残余的甘油含量,从而得到达到萃取标准(甘油含量≤2%)的最优选项,结果见表2。通过比较数据可得,在甲醇温度为50℃时,萃取时间在1.5 h以上才能达到标准;在甲醇温度为60℃时,萃取时间至少在50 min可达到标准。

表2 不同萃取温度、时间下的甘油残余量
2.3 拉伸
初生纤维的应力—应变性质对温度非常敏感。在拉伸过程中,为提高纤维的强度及其他机械性能,必须使结构单元沿纤维轴取向。为此要求在拉伸过程中各结构单元具有足够的活动性,而提高温度正是供给结构单元足够热运动能量的重要手段[2]。如果温度略低,利用机械力强拉作用容易使丝条断裂;但如果拉伸温度过高,则会走反面,解取向作用就会明显,纤维强度下降。萃取后的纤维先在A 烘箱中干燥,然后在B 烘箱中(温度为T)进行二级拉伸,拉伸倍数不同。二级拉伸后的纤维在C烘箱中进行松弛热定型,冷却后即制得低温水溶性聚乙烯醇纤维。表3 是温度、拉伸倍数对纤维强度的影响,从中可以看出,当拉伸温度T 相同时,拉伸倍数越高,纤维强度越高,但当拉伸倍数达到10 倍时,纤维强度无明显提高,且丝条容易拉断;当拉伸倍数相同时,拉伸温度越高纤维强度越高,但是当拉伸温度超过230℃时,纤维强度无明显提高,且丝条颜色变黄。
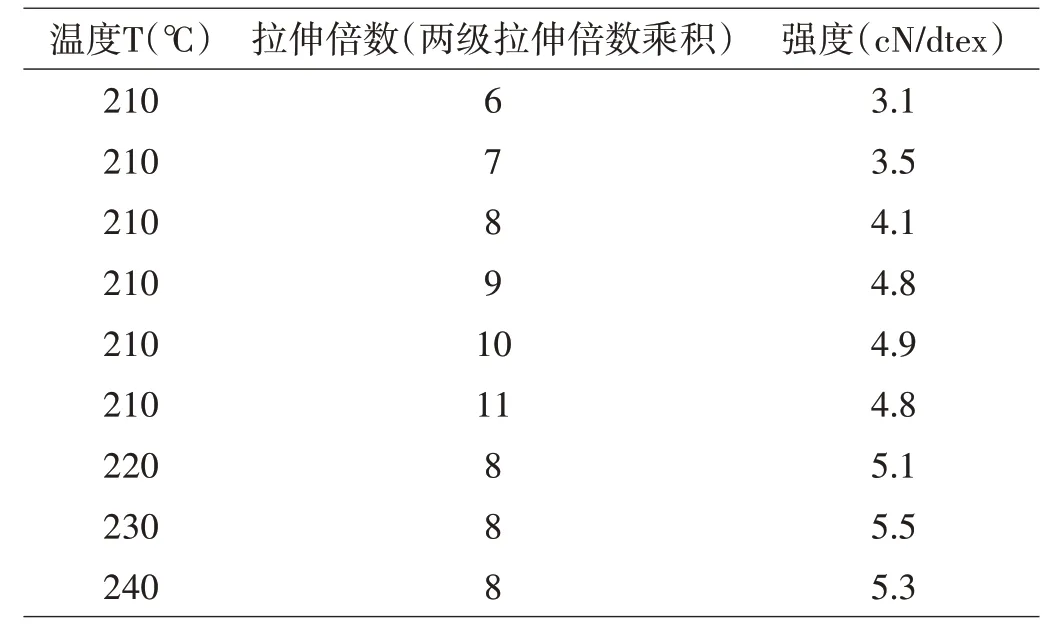
表3 温度、拉伸倍数对纤维强度的影响
3 结论
(1)通过甘油进行增塑实现聚乙烯醇熔融法纺丝,比一般用水作为增塑剂更能使原料聚乙烯醇充分溶解,因为聚乙烯醇原料中含有的微量杂质不溶于水,这些杂质纺丝时影响纤维的成型及纤维结构。
(2)采用干喷湿法纺丝工艺制得的聚乙烯醇纤维不仅在强度上达到工艺要求,而且纤维在水中的溶解温度也明显降低,已初步符合低温水溶性聚乙烯醇纤维的质量要求。