声波解堵提效技术在尿素热解炉上的应用
2020-06-30邵磊潘广强张裕全储昊曹伟
邵磊,潘广强,张裕全,储昊,曹伟
(1.华电国际电力股份有限公司十里泉发电厂,山东 枣庄 277500;2.南京常荣声学股份有限公司,南京 210012)
0 引言
目前,利用选择性催化还原(SCR)技术来治理烟气内的NOx是国内大多数燃煤电厂的选择。NH3和NOx在催化剂的协同下反应,生成无害的N2和H2O[1]。NH3采用热解法制备,尿素热解炉是其中最关键的设备,但热解炉经常因雾化喷枪堵塞、稀释风热风流量偏低等原因出现堵塞,进而导致脱硝系统出口NOx质量浓度超标,不得不降负荷运行,严重时需要停机检修。在炉内高温工况下,该问题并没有很完美的解决方法,只有采取控制尿素品质、降低尿素溶液配制浓度、用水冲洗喷枪等方式来防止其堵塞[2-5]。
声波技术已在电厂各方面得到综合应用[6],其中声波助燃技术最早应用于锅炉燃烧提效,随后声波吹灰解堵[7]、声波检测[8]、声波测温[9]、声波团聚[10]等技术先后应用于电力节能提效。声波除灰最早应用于去除锅炉受热面的灰、垢、渣,具有不留死角、不腐蚀受热面、运行安全可靠等优点,近年来已广泛应用于锅炉吹灰除渣。因此,可利用声波技术解决热解炉堵塞问题,在宽负荷范围下维持热解炉内温度场的均匀性,提升NOx脱除效率并达到超低排放的要求[7]。
1 机组概况
1.1 尿素热解系统概况
华电国际电力股份有限公司十里泉发电厂#8,#9机组为600MW 级超超临界机组,机组制氨系统采用尿素制备氨气,每台机组配置1套尿素热解系统。尿素溶液通过电厂内管道运输到达热解炉,由热解装置热解成NH3。尿素在热解炉中需要的反应温度由锅炉冷一次风经气气换热器加热后提供,分解产生的NH3被热一次风稀释后体积分数为5%,达到安全值以下。
1.2 改造前热解系统异常
2017年5月,该厂#8机组的脱硝热解系统出现不正常现象:SCR系统出口的NOx质量浓度从40 mg/m3(标态)开始逐渐提升,尿素热解炉的排气温度从350℃开始逐渐下降,热解炉入口风加热器间歇断电,SCR稀释风量由7400m3/h不断下降,稀释风压力由8.9 kPa不断上涨。随后,降低尿素溶液的投入量,待出口部位结晶的尿素不断热解后,系统异常解除。
2017年8月,#9机组脱硝热解系统出现异常。运行监盘人员发现脱硝稀释风量低(5800m3/h),出口温度低(338℃),立即降低喷氨量、氧量运行,同时开启B一次风机至脱硝系统稀释风量,降低机组负荷并脱离电网运行。由于运行管理人员经历过#8机组脱硝热解系统异常事件,因此及时做出了提高热解炉出口温度、增加稀释风系统通风量、增大上部燃尽风量、减小尿素溶液喷入量的正确操作,使热解炉内因尿素溶液不完全分解形成的结晶体快速热解,系统恢复正常运行。
2 热解炉堵塞原因分析
脱硝热解炉尿素结晶堵塞原因一般为稀释风量偏低及尿素喷枪堵塞。稀释风量偏低使得稀释风在热解炉内分布不均,特别是热解炉内壁的流量太小,尿素溶液难以与空气充分混合,喷到热解炉内壁上,造成挂壁结晶的现象;炉内的流场偏离设计值或喷嘴雾化效果较差,在裂解枪下部出现大量结晶,继续聚集的晶体加上热解风内的灰尘,会急速破坏并恶化炉内的正常流场,结晶迅速膨胀,最终导致热解系统堵塞[2-5]。
3 声波解堵技术原理
声波在空气中传播时会引起空气分子振动,在附面层振动的分子驱动相邻的介质分子振动,产生2个效应:一是声波的机械能传输到相邻介质中形成固体声波;二是声波施加给相邻介质的作用力协同分子间的黏滞力,使得分子被声波不断来回拉动。如果声波的频率等于分子的振动频率,产生的共振会增强这2个效应[11]。
声波作用在雾化喷枪和热解炉内中时,尿素结晶颗粒吸收高强声波并在第1种效应下产生细微的振动,晶体表面将会发生形变从而变得松动、破碎。这个渐变的过程是尿素结晶体吸收并累积声能的过程,一旦其表面形成微裂纹,声波就会顺着裂纹传播,使得尿素结晶体与喷嘴、炉壁分离。第2个效应会导致喷嘴、炉壁表面的结晶不断被来回拉动,晶体因为声疲劳而断裂并逐渐松动脱落。另外,在高强声波的作用下,尿素结晶无法在热解炉内积聚,可有效阻止结晶的生长,保证设备长期可靠运行。
根据声化学理论,在声波的作用下,尿素热解过程中会发生化学键断裂、水相燃烧、裂解、自由基反应等现象,因此,可从降低反应条件、减少反应诱导时间、缩短反应时间等方面确定可行的声学尿素热解提效技术。
4 声波解堵提效改造方案
对声波在炉内的传播方式进行研究,根据声波混响理论研究声源布置方式、运行参数等,保证声学系统在热解炉内形成功率均匀的声场,保证除垢和热解提效技术指标。
系统声源基于窄带可调频发声器和宽频可调频发声器进行设计,该声源具有声功率强、频率可精确控制等技术优点。根据热解炉声场模拟,设计1套窄带可调频发声器布置在热解炉进口热风烟道、1台宽频可调频发声器布置在热解炉出口,可在热解炉内形成任意的声场。单台宽频可调频发声器的声场分布如图1a所示,此时声波在热解炉内形成间断分布的高强声场,最高声压级达到175 dB,最低声压级只有146 dB左右;随后加入窄带可调频发声器,2台发声器声场分布如图1b所示,最高声压级达到177 dB,最低声压级达到160~165 dB,此时声波在热解炉内形成的声场较为均匀。
炉内设备采用耐高温材质,以保证声源设备在热解炉入口温度500~600℃高温环境下长时间可靠运行。

图1 声场模拟Fig.1 Sound field simulation
4.1 改造目标
(1)在尿素热解炉进口热风量和尿素喷氨量一定的情况下,热解炉压差不超过设计值的10%,热解炉出口温度稳定在350℃以上。
(2)在尿素热解炉进口热风量不变的工况下,尿素喷氨量增加10%,尿素裂解效率在原有基础上提高10%以上。
4.2 改造方案
声波解堵提效系统由气源、高强发声器、喇叭、程控柜等部分组成。气源提供发声需要的机械能,程控柜用于调节声波的频率和每个高强发声器的程序动作等,高强发声器可以高效地将气流的机械能转化为声能,并在喇叭的放大下进入热解炉空间。
系统基于窄带可调频发声器以及宽频可调频发声器进行设计,可根据运行工况的不同选择有效的声波频率和声强。可调频高声强声源布置在热解炉进口热风烟道,声波随高温烟气传播到热解炉内,保证雾化喷枪、热解炉内洁净及流场、温度场、粒径最佳。
系统框架如图2所示。窄带可调频发声器及宽频可调频发声器参数见表1,布置方式如图3所示。

图2 声波解堵提效系统框架Fig.2 Framework of the acoustic blockage removal system
2台高声强声源在工作时需分别使用0.2~0.3MPa,0.4~0.8MPa的洁净压缩空气,每条气路系统包括截止阀、过滤器、减压阀、压力开关、电磁阀、高声强发生器等,同时还配备一条压缩空气管路,以满足发声器的工作需求,气路系统流程如图4所示。
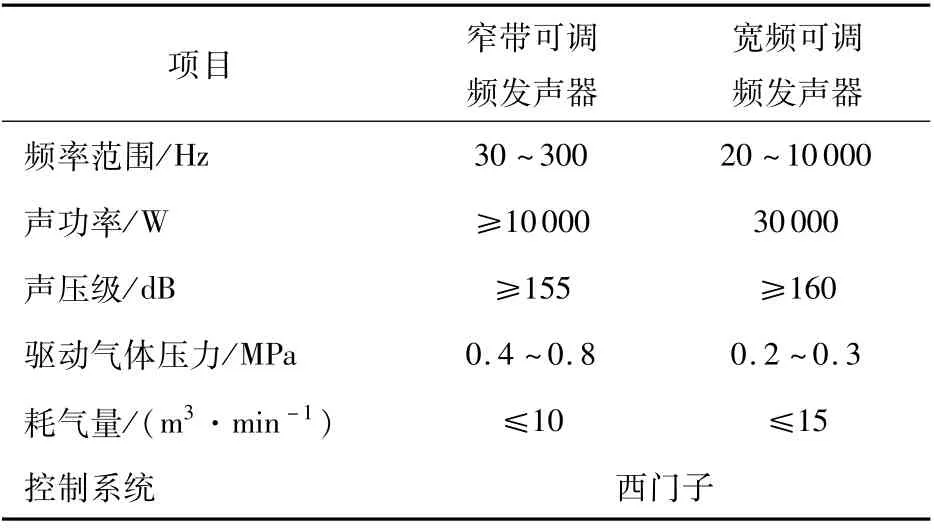
表1 可调频发声器参数Tab.1 Adjustable-frequency sounder parameters
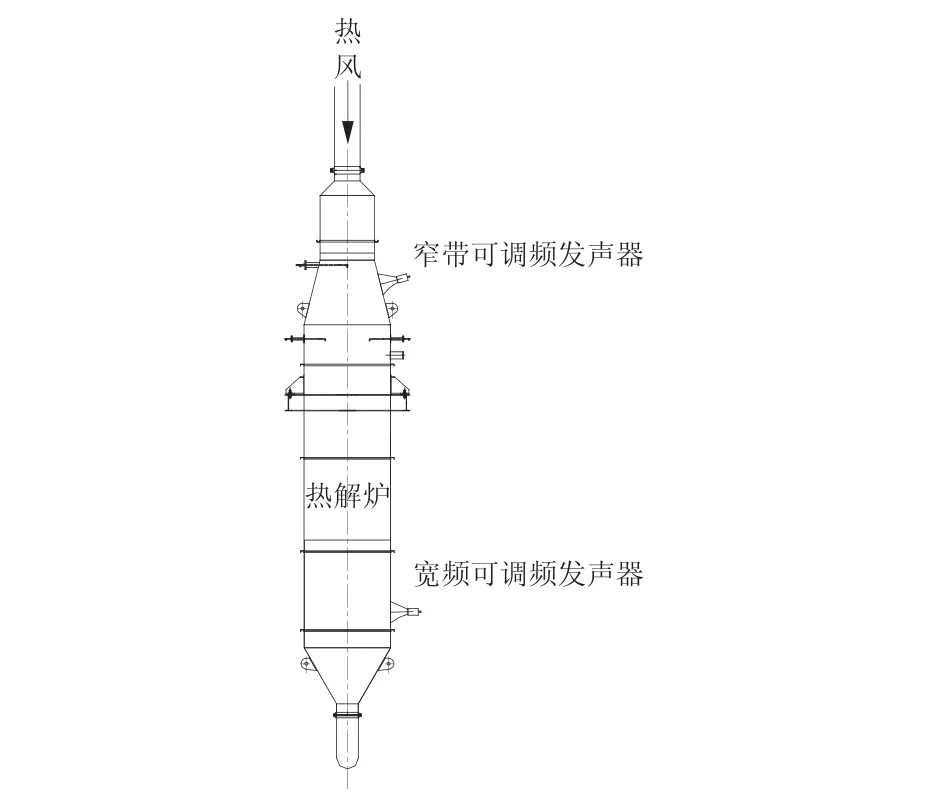
图3 高声强声源布置图Fig.3 Layout of the high intensity acoustic source
5 性能测试及实际运行效果
5.1 性能测试
(1)设备安装后,热解炉不投运,进行40~6400 Hz的宽带扫频,测试空场声场。
(2)设备安装后,热解炉投运,进行40~6 400 Hz的单频测试,时长5min,间隔25min,运行25 h,测量热解炉出口最高温度。测得200~400 Hz时,热解炉出口温度最低,为389℃。
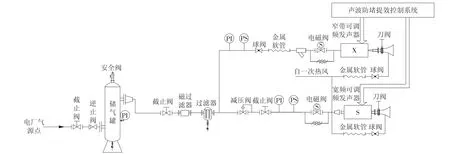
图4 气路系统流程Fig.4 Pneumatic circuit system flow
(3)根据最优频率,设置2台发声器在200~400Hz扫频运行,时长5min,间隔25min,运行25 h,测量热解炉出口温度,平均不低于388℃,测试热解炉压差,均不超过设计值10%,测试尿素裂解效率均在原有基础上提高10%以上。
5.2 实际运行效果
华电国际电力股份有限公司十里泉发电厂#8机组脱硝热解炉声波解堵提效系统使用已1年,运行实践及数据分析显示,设备运行稳定,达到了预期的解堵提效效果。脱硝热解系统使用效果可从以下几方面分析。
(1)声波解堵提效系统投入连续自动运行后,通过分析分散控制系统(DCS)数据,在尿素热解炉进口热风量和尿素喷氨量一定的情况下,各负荷下热解炉压差不超过设计值的10%,热解炉出口温度稳定在350℃以上。
(2)经过长期连续运行,脱硝热解炉没有出现堵塞现象。
(3)尿素热解炉进口热风不变工况下,尿素喷氨量增加10%,尿素裂解效率在原有基础上提高了10%以上。
6 结束语
声波解堵提效系统可安装于热解炉外且不局限于特定的安装部位,操作方便、维护工作量小、投资成本小、安装费用低。该系统采用1台窄带可调频发声器以及1台宽频可调频发声器,声波可作用范围广,无死角,适应不同工况。声波解堵提效系统在热解炉没有出现堵塞前就开始使用,效果更显著。
使用声波防堵提效技术后,600MW 机组每年至少节煤1500.0 t,创造经济效益约67.1万元。每年可相应减少有害气体的排放量为:CO2,3 705.0 t;SO2,12.8 t;NOx,11.1 t;烟尘,300.0 t;炉渣,450.0 t。社会效益和经济效益十分可观。
