MVR蒸发浓缩一A/0一芬顿十膜生物反应器组合工艺处理纤维素醚废水的工程研究
2020-06-24许旅强蒋培军刘响响张学红
许旅强 蒋培军 刘响响 张学红

摘要:基于纤维素醚废水高温高盐高C()D的特性,采用MVR蒸发浓缩一膜生物反应器(MBR)组合工艺对其进行了处理,探讨了MBR管式超滤膜工艺及其主要构筑物和MBR管式膜组件设计参数。工程运行结果表明:效果良好,COD总去除率可达99%以上,出水COD质量浓度为300 mg/L,可满足《污水综合排放标准》(GB8978-1996)的三级级排放标准,回用水水质可以达到50 mg/L以下,满足回用水标准要求。
关键词:MVR蒸发浓缩;A/O;膜生物反应器;纤维素醚废水;设计参数
中图分类号:X705 文献标识码:A 文章编号:16749944( 2020) 2-0111-02
1 引言
药用辅料纤维素醚是由纤维素或环氧化物经聚合形成的含较多羟基的高分子化合物[1],通过强化凝胶互补协同增效优化技术,对纤维素结构的取代基进行设计、工艺流程进行再造与提升,实现医药级纤维素生产的柔性控制,使产品增加了超低和超高粘度规格,凝胶温度、成膜性、透光率以及分子结构上的化学基团精细控制,能适应符合新型植物基胶囊原料羟丙甲纤维素及新型控缓释药物制剂的骨架剂、致孔剂、包衣剂的应用,但产生的高浓度有机污水[2]也使环境受到了很大程度的污染。
2 工程概况
2.1 废水水质
浙江某医药化工企业羟基纤维素醚废水处理量为1000 m3/d,其中高浓度MVR[3J废水处理规模200 m3/d,回用水处理规模为500 m3/d。该废水的COD浓度较高,且BOD/C()D低,可生化性差,废水指标如表1所示。废水中不仅含有低分子的环氧化物聚合单体,而且还含有高分子的纤维素醚大分子化合物,这些大分子采用常规的物理和化学方法难以去除,而且生化技术也难以有效地降解,是难降解有机化工废水中难度较大的一类废水。
2.2 工艺流程
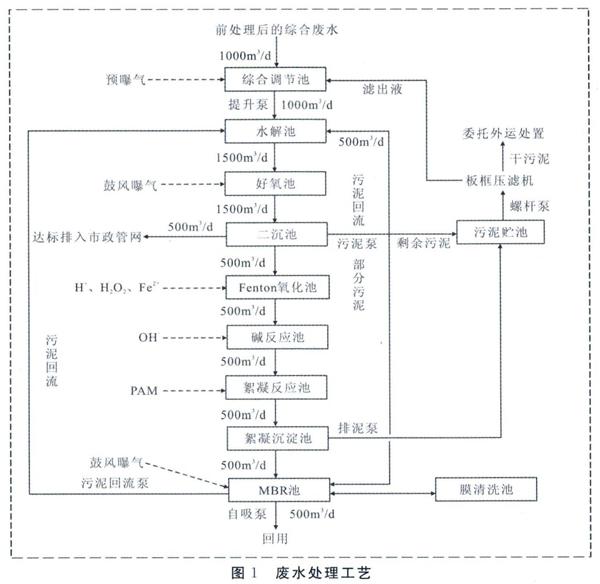
200 t/d高盐废水(含盐率≥10%)经蒸发[1]浓缩后产生20 t/d的废水,水质C()D≤50000 mg/L,CI-≤3000 mg/L,后混入其他纤维素综合废水经过以下处理工艺(图1)。
由图1、表1可以看出,高盐废水、清洗废水与生活污水进入集水池混合,由于集水池的综合污水浓度很高,工艺中增加定量复合肥和缺氧水解池工艺[5],使得后期的好氧池有机负荷降低,从而保证废水生化阶段的效果以及整个处理工艺的稳定性和可操作性,经二沉池底部的活性污泥回流到水解池,确保反应有足够的污泥浓度,减少污泥流失,剩余污泥浓缩后压滤。
水解池出水自流进入好氧池,通过向水体中通入空气进行增氧,在好氧环境下,利用好氧微生物菌团的吸附、降解等联合作用去除废水中的有机物,综合废水中的有机物大部分在此单元得到降解去除;好氧池出水自流进入二沉池,进行泥水分离,上清液50%达标排放,纳入市政管網,其余50%进入后续深度处理单元。出水依次进入Fenton氧化池、碱反应池、絮凝反应池,进行强氧化反应,提高B/C比,进而改善废水的可生化性[6]。
3 MBR内置超滤膜工艺
3.1 膜处理工艺流程
膜系统工艺[7]采用“内置式超滤”[8]处理工艺,内置式超滤膜采用日本进口POREFLON膜。超滤膜通过抽吸泵出水,产水进入超滤产水池,再通过泵提升进人中水回用系统进行处理,膜池清洗水利用MBR产水[9]。根据产水量、跨膜压差变化来判断膜清洗条件,定期对超滤膜进行化学清洗。内置式超滤膜为间歇式运行方式,运行9 min,停1 min。合格的超滤产水进行中水回用。
3.2 膜处理组件
超滤膜材料为PTFE,经过亲水性处理具有良好的抗污染性能,且具有较好的耐酸碱性、耐化学性能。纳滤膜材料为聚酰胺复合膜,膜面积大、产水通量大,且具有较好的耐酸碱性、耐温性能。
3.3 膜处理运行出水水质
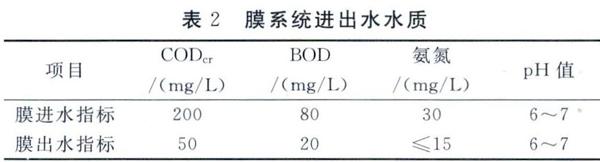
由于超滤膜均孔径为0.2 μm,能截留部分COD、BOD5,和几乎所有的菌胶团等。系统投入运行至今,膜系统进出水水质分析如表2所示。
3.4 控制系统
控制系统采用针对膜处理工艺开发的全自动超滤控制系统,其组成包括中央集中控制系统和现场就地控制系统,采用中央集中控制与现场就地控制两种控制方式,可通过人机交互界面实现对工艺设备的实时监控、运行异常的报警提示和运行数据的统计处理。采用变频控制器(可选配件)对进水泵、膜清洗泵进行控制,以达到优化超滤工艺性能,确保生产安全连续稳定运行,延长超滤膜组件运行寿命,降低工艺能耗,降低运行成本,便于现场监控与管理的目的。
4 运行效果
项目废水治理及回用工程于2012年9月15日动工建设,2012年10月15日竣工,2012年10月16日开始调试,2013年7月25日投入运行,运行状况良好,出水水质稳定,COD达到《污水综合排放标准》(GB8978-1996)的三级标准,去除率可达99%以上,2014年工程验收COD监测结果见表3。
5 结论
利用MVR-A/O-MBR组合工艺处理纤维素醚废水是可行的,COD总去除率可达99%以上,出水COD质量浓度为300 mg/l_,达到了GB8978 - 1996的三级标准,回用水水质可以达到50 mg/L以下,满足回用水标准要求。
参考文献:
[1]钱伯章,朱建芳.国内外聚醚多元醇开发进展[J].精细与专用化学品,2010,18(4):5-12.
[2]赵毅,朱法华,庞庚林,等.高浓度有机废水处理技术[J],电力环境保护,2003,19(3).
[3]丁秀华.MVR技术的工业应用及发展[Jl.广州化工,2015,43(9):41—42.
[4]刘立,张继军,刘燕,等,机械蒸汽再压缩技术在蒸发领域的应用[J].化学工程,2014,42(11):1-55.
[5]李静,李征,张彦平,等.水解酸化- AzO- MBR联合处理混合污水的中试研究[J].工业水处理,2014(8):40.
[6]王增玉,张敬东.难生物降解有机废水处理技术现状与展望[J].工业水处理,2002,22 (12):1—4.
[7]北京市环境保护科学研究院.三废处理工程技术手册(废水卷)[M].北京:化学工业出版社,2000.
[8]陆晓峰,周保昌,沈飞,等.厌氧膜生物反应器在食品废水处理中的应用研究[J].膜科学与技术,2011,31(3):234-238.
[9]李长东,张兴文,杨风林,等.城市污水深度处理及中水回用[J].环境工程,2009(3):26-28.
作者简介:许旅强( 1984--),男,工程师,研究方向为环境保护及高浓度废水处理。
通讯作者:刘响响( 1989--),男,硕士,工程师,研究方向为环境保护及高浓度废水处理。
