优化饼型锻件正火风冷方式
2020-06-23褚岩郭宇
褚岩 郭宇

摘要:本文提出了一种大规格饼型锻件正火风冷的方法,通过将饼型锻件正火风冷时叠层摆放的方式,达到风冷冷却效果。在保证硬度均匀和性能合格的基础上,极大的降低能源消耗并提高炉窑利用率。
关键词:正火、风冷、饼型、锻件
引言
正火,是将工件加热至Ac3或Acm以上30-50℃,保温一段时间后,从炉中取出在空气中或鼓风或喷水、喷雾冷却的金属热处理工艺。主要特点是冷却速度快于退火而低于淬火,其目的是在稍快的冷却速度中使钢材的晶粒细化,不但可以得到满意的强度,而且可以提高韧性,以获得良好的综合机械性能。
目前,大规格饼型锻件锻后正火风冷方式为平铺放置在垫铁上风冷,风冷时由于受生产现场场地及风机数量的限制,不能保证同时对多件大规格饼型锻件进行鼓风冷却。这样不仅制约了锻件的热处理装炉数量,同时极大的提高了生产成本。为解决上述问题,本文所采取的技术方案是,正火风冷时将饼型锻件叠层摆放,达到风冷冷却效果,在保证硬度均匀和性能合格的基础上,可以极大的降低能源消耗,提高生产产能及热处理炉窑利用率。
1正火风冷方法
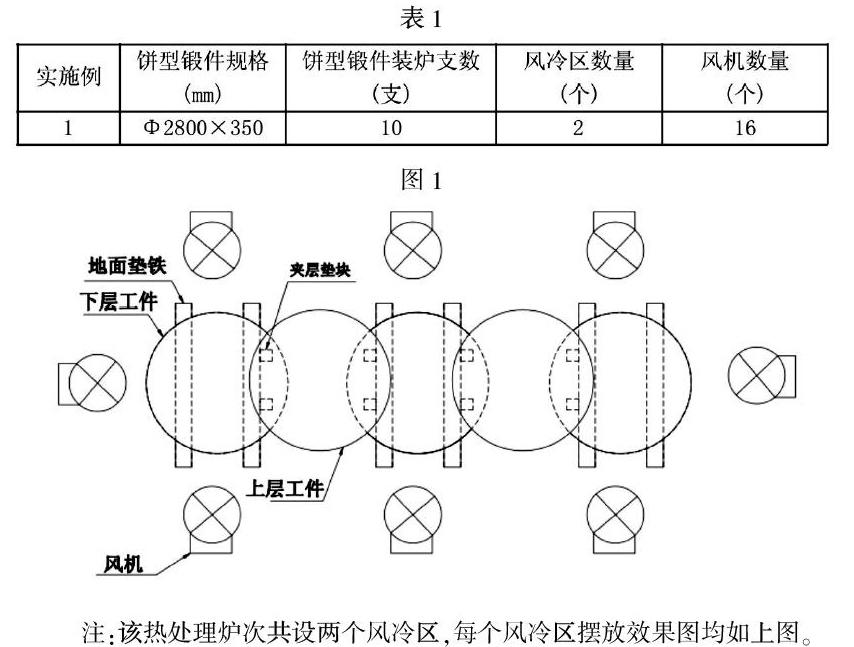
提前准备好2-3个风冷区,每个风冷区摆放8-10台风机,并选择合适高度的垫铁将风机垫起,确保风机的轴中心线与上下层饼型锻件的夹层中心线在同一高度,这样可以使上下层工件鼓风均匀。风冷时根据每个风冷区的风机数量可摆放5-7个饼型件,分两层摆放,下层3-4支,上层2-3支,同时上下层之间用垫块垫起。常规叠层摆放工件间用垫铁隔开,这样不易于上下层工件间的空气流通,易造成硬度偏差大。而本技術方案采用垫块代替垫铁,这样可以使两层工件间鼓风时空气流通顺畅,以保证整炉饼型锻件的硬度均匀性。
2 具体实施过程
为了使本文技术方案及优点更加清楚明白,以下结合实施例进行进一步详细说明。将大规格饼型锻件在热处理炉进行正火加热保温后,然后出炉风冷。饼型锻件规格、饼型锻件装炉支数、风冷区数量、风机数量见表1,风冷摆放效果图见图1。
3 结果验证
将实施例1热处理后的饼型锻件取样进行检验分析,检验其拉伸性能、冲击韧性和毛坯面硬度,其中拉伸性能和冲击韧性取样位置为皮下12.5mm处,结果见表2。
从表2看,正火处理后的饼型锻件综合机械性能及毛坯面硬度均匀性结果良好。
4结束语
采用上述技术方案所产生的有益效果在于:
①将饼型锻件正火风冷时叠层摆放,保证风冷冷却均匀及风冷效果,以达到硬度均匀和性能合格。
②可以提高热处理装炉数量,减少热处理炉次,极大的降低能源消耗及炉窑占用周期,节约生产成本。
参考文献:
[1]康大韬 叶国斌.大型锻件材料及热处理[M].北京:龙门书局,1998.
[2]王英杰 田庆平.金属材料及热处理[M].北京:中国铁道出版社,1999.
(作者单位:石钢京诚装备技术有限公司)
