无源动态滤波技术在纺织厂的应用
2020-06-23王仕元周义德袁佑新邱万福
王仕元 周义德 袁佑新 应 杰 邱万福
(1.中原工学院,河南郑州,450006;2.武汉理工大学,湖北武汉,430070;3.南京康迪欣电气成套设备有限公司,江苏南京,213000;4.南阳纺织集团有限公司,河南南阳,473200)
随着纺织设备向高速化、自动化、连续化方向发展,工业变频技术在纺织设备中被广泛应用。变频器在对纺织主机设备进行工艺调速和控制的同时,会向电网输出谐波分量,谐波的存在会影响电网质量,造成正常生产的纺织设备出现电气故障。例如:作为无功补偿的电容器发热严重,时有起火烧毁;低压断路器出现不明原因跳闸;电子清纱器误动作,程序控制元件失灵,电缆和变压器发热等,这些故障的发生随机性大,排查十分艰难复杂[1]。针对以上问题,我们在对纺织厂配电网波形进行检测的基础上进行了深入的分析,认为:一是变频器在驱动交流电动机进行工艺调速的同时也产生了各次电力谐波,变频器是主要谐波源;二是变频器在进行交-交(AC/AC)和交-直-交(AC/DC/AC)变换以及拖动负载的过程中,由电力电子器件(IGBT 或SCR)产生谐波;三是目前国内使用的变频器普遍采用低电平拓扑结构,而低电平拓扑结构变频器产生的谐波以5 次、7 次、11 次为主,其中,5 次谐波对供电系统的污染及危害性最大。由此得出变频器在逆变过程中产生的电力谐波是主要影响因素。鉴于以上原因,我们采用无源动态滤波技术对配电网进行了整治。其结果表明:使用无源动态滤波器可有效降低谐波电压、电流畸变率,同时吸收并降低5 次谐波电流值50%以上,降低变压器低压侧电流有效值。保证纺织厂配电网运行安全,减少事故发生,提高生产效率,实现降低变压器低压侧有效电流5%以上的节能效果。
1 纺织车间谐波
1.1 产生原因
通过对纺织车间主要电气回路检测可知,纺织车间几乎各个工序都有谐波产生。主要是因为纺织设备为实现自动调速目的,梳棉、并条、精梳、粗纱、细纱和络筒等工序均对主电机采用变频器进行变频调速控制。例如:粗纱机传动罗拉、锭翼、筒管和龙筋升降,分别采用4 kW、4 kW、5.5 kW 和0.55 kW 交流异步电机传动,用4 个变频器进行集成控制变频调速,并嵌入工艺卡,采用控制模型和变频器一体控制,实现粗纱机成纱质量升级上档,实现高产优质;自动络筒机采用直流单锭控制传动,单锭动力驱动中大量采用小功率直流无刷电机和步进电机,需要大量的直流电源和整流设备;自动络筒机负压风机由变频器控制,负压传感器实时检测负压风道负压,根据耗气量大小自动调节吸风电机转速,达到恒负压控制节能的目的;梳棉机锡林电机采用专用变频驱动装置控制,锡林启动平稳无冲击;细纱机对主电机进行变频,纺纱全过程采用变频调速技术,使大、中、小纱纺纱张力趋于一致,降低纱线不匀率等。
这些变频器和整流设备的大量使用,在获得工艺调速的同时,也向纺织厂配电网释放了大量的多次谐波。
1.2 谐波的传播
由于目前大中型棉纺织厂的低压配电设计,一般都采用自变压器低压侧至用电设备之间三级放射式配电系统,当机台设备谐波产生后,除了会影响本机台电网质量外,还会沿着支线和干线电缆逐级横向和纵向传播,直至叠加至变压器低压母线侧,并通过变压器传播至高压母线柜,并可上传至上一级电网。谐波也可能通过电气回路向相邻设备横向传播和叠加。谐波传播和叠加的过程是一个复杂多变的过程,影响因素极多,可能会在某个瞬时造成较大的谐波冲击,导致设备故障。
1.3 谐波对纺织生产的影响
谐波会造成控制系统无故停车,粗细联控制系统故障,络筒机电子清纱器误动作,自调匀整系统运行不稳定;使精梳机、粗纱机无故停车,细纱机主电机发热,输出转矩下降;电缆发热、变压器发热等。
谐波会使电气测量仪表测量不准确,造成计量误差。谐波会影响电表的计量精度从而导致计量误差,因为在高次谐波严重的情况下,电能表的计量精度下降,导致莫名其妙的丢电现象。精密电子设备会被严重干扰,导致不能正常工作,甚至烧毁。
电力线路上有幅值较大的奇次低频谐波电流通过磁场耦合时,会在邻近通信线路中产生干扰电压,干扰通信系统的工作,对纺织生产智能化造成威胁。
谐波对供电系统的影响是造成电缆发热,输送电流能力下降,低压补偿装置发热起火,低压柜发热噪声增大,接触元件故障断开;供电系统断路器的开断能力降低,产生跳闸、误动作或拒动等故障;使控制系统失灵,运行不稳定,动作失去选择性,可靠性降低,严重威胁电力系统的安全运行。
谐波增加了车间变压器铜损、磁损、铁损引起过热,产生附加损耗,使其绝缘老化导致损坏,噪声增大,增加了额外电力损耗。低压侧有效电流增加,无用能耗增加。谐波对高压侧的影响主要是增加了供电系统的无用能耗,电网实际收益下降。
1.4 纺织车间谐波特性分析
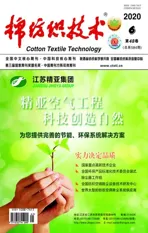
由于三相整流变压器采用Y/△或△/Y 的接线形式,这样可以消除3 的整数倍次的电力谐波,从而使注入电网的谐波电流只有5、7、11……等次谐波[2],所以奇数次谐波成为纺织车间谐波影响的主要因素。通过对某棉纺厂低压配电室母线进线侧检测,最大相各次谐波电流及基波电流有效值如图1 所示。
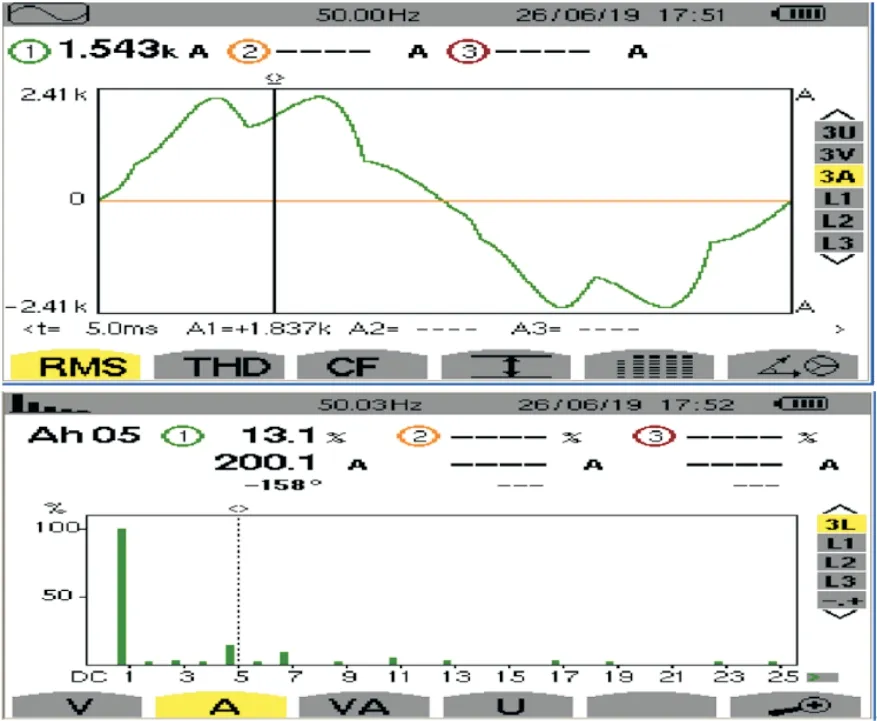
图1 601 号变压器谐波治理前低压母线电流值
从图1 可以看出,电流波形畸变严重,各次谐波电流所占比例如表1 所示。从表1 可以看出,对纺织车间影响最大的是5 次和7 次谐波,分别占到基波电流的13.1%和6.4%,根据国家标准GB17625.6—2003《电磁兼容限值对额定电流大于16 A 的设备在低压供电系统中产生的谐波电流的限制》规定,5 次谐波电流占基波电流有效值的比例应不大于10.7%[3],5 次谐波电流超标,治理时应着重考虑5 次谐波的治理。
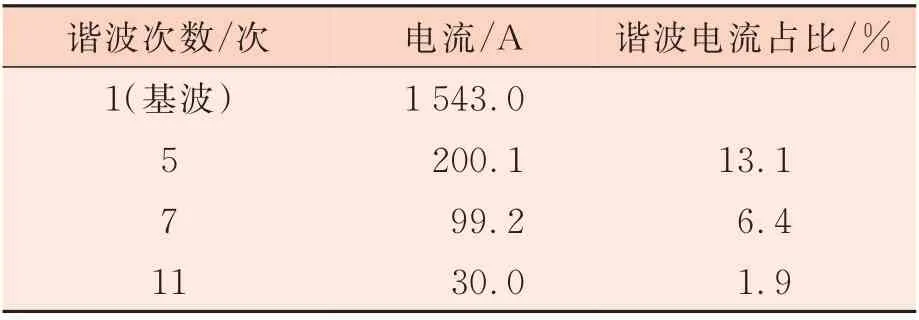
表1 各次谐波电流及基波电流有效值(最大相)
2 谐波治理方案比较
目前电力谐波治理技术主要分为有源滤波、无源滤波、无源动态调谐滤波等方式,主要特点性能分析如下。
2.1 有源滤波技术
有源电力滤波器(以下简称APF)是一种应用电力电子技术和现代控制理论与方法实现动态抑制谐波与无功补偿的第二代滤波技术。APF 产生一个与谐波电流大小相等、方向相反的补偿电压(电流)波,采用抵消法使电网侧的电压(电流)波形只包含基波分量,处理后波形几乎为纯正弦波。
APF 分为串联型和并联型。串联型APF 通过变压器串联在电源与非线性负载之间,可等效为一个受控电压源,APF 产生补偿电压,通过抵消由非线性负载产生的谐波电压,使电源侧的电压波形为正弦波;并联型APF 与交流系统并联,可等效为一个受控电流源,并联型APF 可产生与非线性负载电流大小相等、方向相反的谐波电流,通过抵消使电源侧的电流波形为正弦波。原理图如图2 所示。

图2 有源滤波器接入系统图
有源滤波器针对谐波电压和电流波形的抑制效果明显,可滤除2 次~50 次电压电流谐波,对改善谐波环境、提高电能质量有好处;主要应用于医疗设备、信号通讯等用电功率较小,对谐波要求高,要求干扰因素小的领域[4]。但是,从有源滤波器在纺织企业的使用效果来看,对电压畸变率THDu 降低1.4%;电流畸变率THDi 降低20.1%;电流有效值Is 仅降低0.8%[5];说明有源滤波器针对谐波电压和电流波形的抑制效果较明显,对改善谐波环境、提高纺织车间电能质量有好处。但有源滤波器对纺织车间内由变频器等非线性负载产生的谐波电流吸收效果较差,对谐波环境下的电流有效值下降基本无作用。这也说明了有源滤波方法采用抵消的方法,主要是以抑制谐波的波形为目的,不能吸收谐波电流,节能效果较差。并且设备容量小,造价高,在大容量场合无法使用,对纺织厂的变频器及大容量分散设备,以减少电流有效值、节能为主的情况不适用。
2.2 无源滤波
无源电力滤波器本质是采用频域处理方法,将非正弦周期电流分解成傅里叶级数,对某些谐波进行吸收以达到治理的目的。无源电力滤波器主要由电容器和电抗器组成串联LC 谐振电路,其谐振频率设定为与需要滤除某主次谐波频率相接近,对相应频率谐波电流进行分流,使主次谐波大部分流入无源滤波器,从而起到滤波的目的[6],原理图如图3 所示。无源谐波滤波器的滤波效果好,容量大、成本低、技术成熟、可靠性高,是解决变频器谐波电流问题的可选设备。但是,无源谐波滤波器只能对特定谐波进行滤波,滤波参数会影响滤波性能,对于谐波次数经常变化的负载滤波效果不好。可能与系统阻抗发生串联谐振,随着电源侧谐波源的增加,可能会引起滤波器的过载,电网中的某次谐波电压可能在LC 网络中产生很大的谐波电流等[7]。纺织厂由于变频器数量多,分布面积大,工艺参数不断变化,变频器调节频繁,谐波的传播和叠加过程复杂,谐波参数经常发生变化,LC 参数无法调控和参数的离散化等,造成无源滤波器谐振频率精度不高,谐振点偏移、滤波效果变差。

图3 无源滤波器原理图
2.3 无源动态调谐治理技术
无源动态滤波器拓扑结构如图4 所示。无源动态滤波器接入变压器的二次侧,主要由谐波/基波变换器、电能变换驱动器和全调谐滤波控制系统等组成[8]。
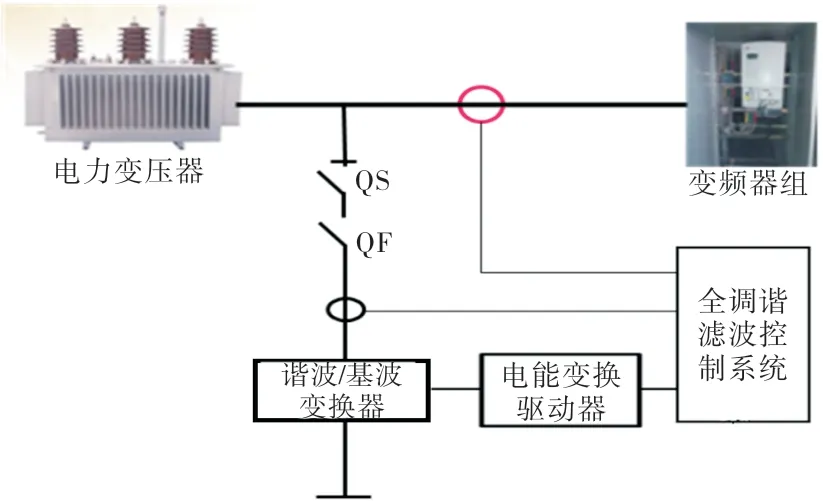
图4 无源动态滤波器原理图
无源动态调谐滤波技术具有吸收谐波电流和抑制谐波电压/电流波形的双重特性;通过控制基波与谐波电流的特征值和关联度,直接吸收谐波电流、实现基波转换;降低基波电流和电流有效值,使变压器二次侧交流母排基波电流和电流有效值同步降低,实现了谐波动态治理及节电。
谐波动态治理方法适合于小、中、大容量多机台变频器拖动、非线性负荷变化影响因素较多,对谐波电流治理要求较高,需要采用实时跟踪电力谐波变化,实时检测电力谐波与无功电流,动态治理谐波的场所,适合于纺织企业的谐波治理需要。
采用无源动态调谐滤波技术需要对谐波源进行特性检测,根据检测结果量身定制谐波治理方案,确定谐波治理构架回路,设备集成后,通过现场调试的方法,达到谐波治理的目标。
3 纺织企业谐波治理
纺织车间的谐波特点是设备台数多,装机功率大,布置分散。变频器使用的型号、规格、台数多,产生的5 次谐波畸变率高。随着纺织设备自动化程度提高,谐波治理刻不容缓。由于不同的主机设备对谐波的敏感性不同,需要针对具体情况进行治理。例如,对谐波极为敏感的络筒机电子清纱器等部位,宜采用就地滤波的方案进行治理。
由于低压侧配电支路众多,强、弱电接线复杂,线性负载与非线性负载并存,谐波对相邻配电支路的干扰在所难免,其中既有电力方面的,也有信号方面的。采用就地补偿方式,可消除谐波的临近干扰,提高电子仪器设备运行的安全性和可靠性。
另外,采用就地补偿可以大大减少输电线路中的谐波含量,降低线路损耗和绝缘老化,避免安全事故发生。按照电力谐波源的频谱规律,配电线路对谐波电流的等效阻抗约为其对基波阻抗的2 倍,电力变压器绕组对谐波电流的等效阻抗约为其对基波阻抗的5 倍~10 倍。因此30%的电流谐波等效含量,可导致配电线路损耗额外增加15%~20%,电力变压器铜损额外增加30%~40%。采用就地补偿,及时消除配电线路中的谐波,能有效降低谐波导致的线损及变压器铜损[9]。
使用中可在络筒车间动力柜并联无源动态调谐滤波器。修正络筒机侧电源电压/电流波形,保护电子清纱器等高精度电子器件的高效工作。缺点是需要的治理设备台数较多,布置分散,投资较大。
对其他面大量广的纺织车间工序,宜采用低压配电室低压母线侧并联无源动态调谐滤波器的治理方案,综合治理谐波,降低低压侧电流有效值。针对表1 车间监测数据,采用DTXB-A/B型无源动态调谐滤波器。对该厂2-3 号低压配电室(601 号)低压进线侧进行谐波治理,滤波器并联安装在电容器补偿柜之后的交流母排上,设备通过现场安装调试,谐波治理效果如图5 所示。谐波治理前后数据对比效果如表2 所示。
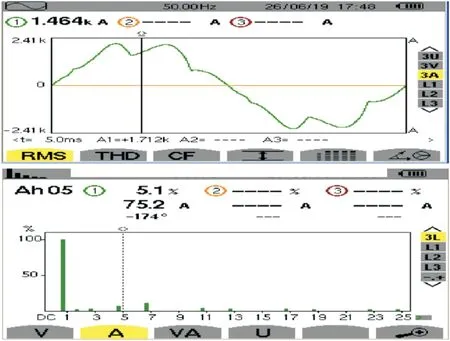
图5 601 号变压器谐波治理后低压母线电流值
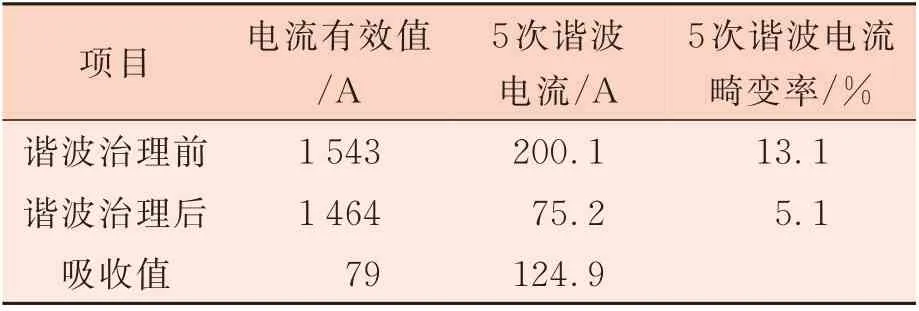
表2 601 号变压器低压进线侧(A 相)谐波治理前后效果对比
由表2 可以看出,在谐波动态治理装置投入运行后,可使低压母线侧5 次谐波电流值平均下降62.4%,低压母线侧电流有效值降低5.1%。5次谐波电流畸变率由13.1%降低至5.1/%,满足国家规范标准的要求。电流有效值的减少,就意味着电能消耗的减少,设备发热现象大大减轻,设备误动作和无故停电事故减少,电机、变压器等设备振动与噪声降低,电容器发热降低。纺织车间进行谐波治理,在改善电网运行质量,减少事故,提高纺织设备利用率的同时,可实现企业综合节约电能5%的效果。
4 结束语
纺织车间由于大量使用变频器,会产生严重的电力谐波,谐波的存在会导致动力设备运行状态恶化,自动控制系统失灵、继电保护与电子检测设备误动作,造成供电系统安全性下降,设备无故停车和误操作,生产效率下降。纺织车间谐波治理主要以减少谐波电压电流畸变率、降低有效电流值、实现节能为目标,宜采用动态调谐无源滤波器进行治理。可根据车间的电力谐波影响情况,采用车间动力柜就地治理或低压配电室进线侧综合治理的方案。实例证明,纺织车间采用无源动态调谐滤波器进行谐波治理,在改善电网质量,减少事故,提高设备生产效率的同时,吸收谐波电流60%以上,降低有效电流值5.1%,实现了企业综合节能5%的效果。