螺纹盘条最大力总伸长率不合格原因分析
2020-06-22刘洪芝范娟高强
刘洪芝 范娟 高强

摘 要:文章对HRB500E ∮6mm的螺纹盘条塑性指标最大力总伸长率Agt不合格原因,从炼钢控制(化学成分)、轧钢控制工艺、生产过程(经验)、试样制备、与强度关系对比等方面进行了分析,得出最大力总伸长率Agt与抗拉强度呈线性增加关系,搭接点处的冷却速率慢而使抗拉强度低,断裂在搭接点处,但临近搭接点处的其他強度高的部位塑性延伸变形小,是导致最大力总伸长率Agt低的主要原因。
关键词:螺纹盘条;最大力总伸长率Agt;冷却速率
中图分类号:TF76 文献标志码:A 文章编号:2095-2945(2020)18-0117-02
Abstract: This paper analyzes the unqualified factors of threaded rod's maximum total elongation (HRB500E ∮6mm) from the following aspects which are the steelmaking control (chemical component), the steel rolling process, the production process, the preparation of samples, and the relationship with strength contrast. It is concluded that because of the slow cooling rate at the lap point, the grain structure changes at the lap point, which leads to the low tensile strength of the lap point, while the high tensile strength near the lap point leads to smaller elongation, which eventually leads to the lower maximum total elongation.
Keywords: threaded rod; maximum total elongation Agt; cooling rate
前言
HRB500E螺纹盘条主要用于建筑行业,GB/T1449.2-2018《钢筋混凝土用钢第2部分热轧带肋钢筋》中规定最大力总伸长率Agt是力学性能检测的重要指标,也是衡量其是否合格的一个重要指标。江苏沙钢集团生产HRB500及HRB500E系类已有5年,且通过了国家免检产品的热轧带肋钢筋的产品认证。但本次因第三方检测实验室与本公司实验室检测的最大总伸长率存在一定误差,为此本文对HRB500E ∮6mm的螺纹盘条塑性指标最大力总伸长率Agt不合格原因进行了分析。
1 HRB500E ∮6mm螺纹盘条力学性能试验结果
HRB500E ∮6mm螺纹盘条同一批号取了六支试样,三支试样(编号为1,2,3)在第三方人员的见证下本公司实验室进行了力学性能试验,三支(4,5,6)送于第三方实验室进行力学性能试验。
1.1 本公司HRB500E ∮6mm螺纹盘条力学性能试验结果
HRB500E ∮6mm螺纹盘条同一批号三支试样(编号为1,2,3),本公司检测的屈服强度、抗拉强度、强屈比、屈屈比、最大力总伸长率Agt均符合标准要求,力学性能试验结果见表1。
1.2 第三方HRB500E ∮6mm螺纹盘条力学性能试验结果
HRB500E ∮6mm螺纹盘条同一批号三支试样(编号为4,5,6)送于第三方实验室,第三方检测的屈服强度、抗拉强度、强屈比、屈屈比均符合标准要求,但有一支试样的最大力总伸长率Agt不合格,力学性能试验结果见表2。
2 螺纹盘条的最大力总伸长率Agt不合格原因分析
2.1 炼钢控制(成分)分析
第三方现场见证及送检检测化学成分均在工艺的设计范围,HRB500E ∮6mm螺纹盘条的最大力总伸长率Agt不合格原因可能与硫锰夹杂物和氧化物夹杂数量较多,夹杂物的存在破坏了基体的连续性。
2.2 轧钢控制工艺分析
HRB500E ∮6mm螺纹盘条的最大力总伸长率Agt不合格原因可能因吐丝后,盘螺搭接处温度较未搭接处高,冷却速率慢,造成搭接处与未搭接处晶粒尺寸不均匀,等比例延伸不均匀导致螺纹盘条的最大力总伸长率Agt低。
2.3 生产工艺分析
HRB500及HRB500E系列因近5年来每年生产量等原因,无大量数据积累分析,完全没有考虑到搭接点位置对同圈性能波动影响,仍按原有的生产工艺进行生产,导致性能波动较大和螺纹盘条的最大力总伸长率Agt低。
2.4 第三方实验室力学性能试验结果分析
对三支试样力学性能试验结果分析,有如下特点:(1)试样编号4抗拉强度和最大力总伸长率最高;(2)试样编号5和6抗拉强度一致,但前者下屈服强度低,最大力总伸长率低,而后者下屈服最高,强屈比最低,最大力伸长率居中;(3)三组试样断后伸长率以试样编号5最高,为29%。
基于第(3)点,排除钢水洁净度对最大力总伸长率的影响,因为如果是钢中夹杂物导致的,则断口伸长率同样也是最低的。
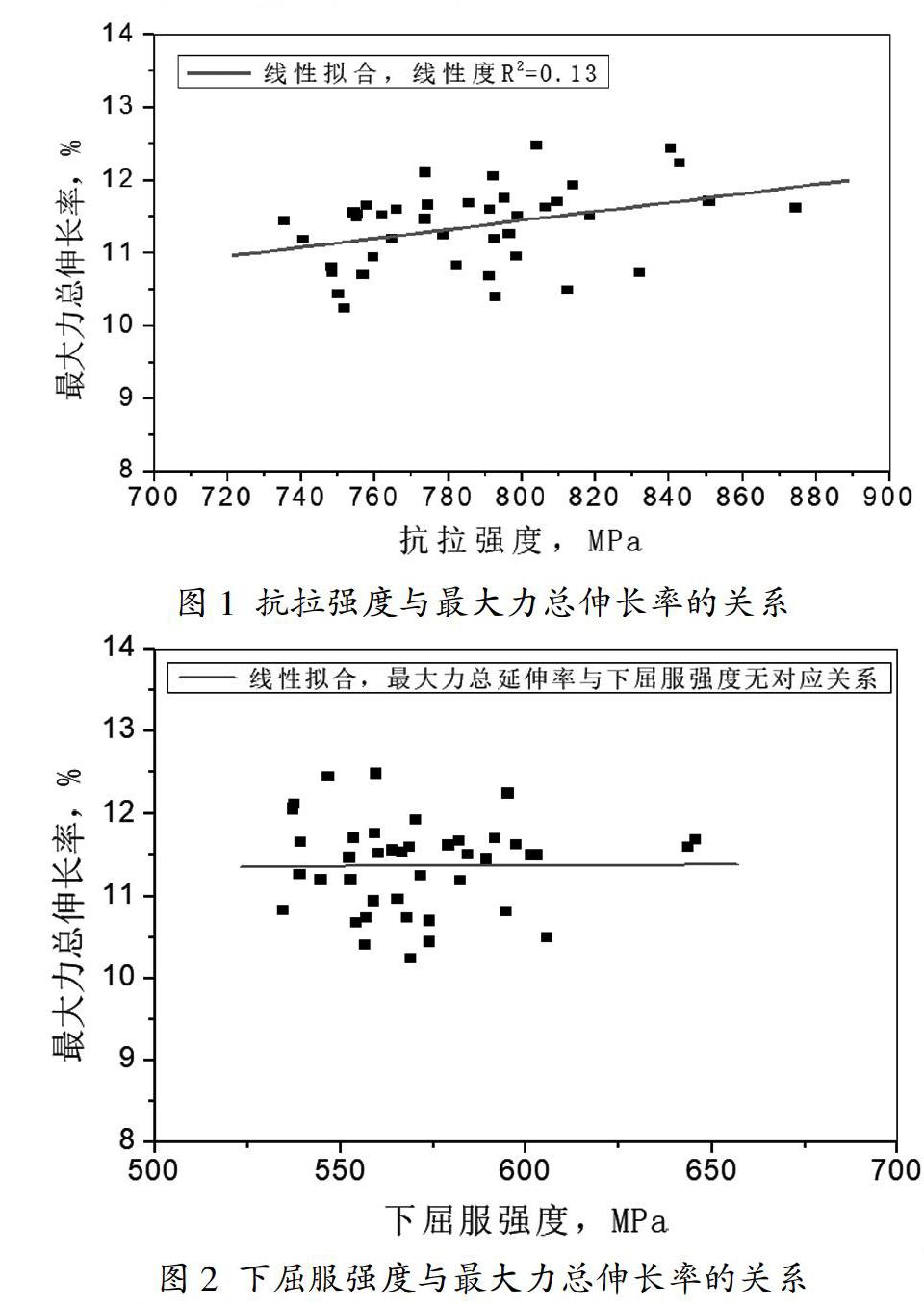
基于第(1)和(3)点,是否与强度有一定关系还需要数据支撑分析。为此本人对HRB500E ∮6mm螺纹盘条在本公司检测的力学性能检测数据进行分析统计,分析结果如图1、图2所示;可见,最大力总伸长率与抗拉强度呈线性增加关系,但与下屈服强度无相关性。
对HRB500E ∮6mm螺纹盘条本公司检测的力学性能抗拉强度的分布进行了统计,最大和最小相差139MPa,说明抗拉强度的离散性大,这种大的离散分析与螺纹盘条吐丝后在斯太尔摩线风冷线上同圈冷却不均匀相对应,因螺纹盘条搭接处温度较未搭接处高,搭接点处的冷却速率慢导致晶粒及组织有所改变,试样在拉伸的过程中断裂在搭接点处,使得抗拉强度低;由于搭接点处组织及抗拉强度与其他部位有差异,在拉伸试验过程中屈服之后至最大力延伸之间变形主要集中在搭接点处,但临近搭接点处的其他强度高的部位塑性延伸变形小,导致最大力总伸长率Agt低。因此螺纹盘条搭接处温度较未搭接处高,搭接点处的冷却速率慢导致晶粒及组织有所改变,试样在拉伸的过程中断裂在搭接点处,使得抗拉强度低,是第三方实验室检测最大力总伸长率Agt不合格的主要原因。这也与最大力总伸长率Agt随抗拉强度呈线性增加的关系相吻合。
2.5 试样制备
主要是矫直试样,试样矫直的方法对试验结果有较大的影响,在相关标准中也未明确规定矫直方法,但必须保证矫直的方法不能影响试样本身的力学性能。本公司实验室采用人工矫直,用木榔头对试样进行敲直,再进行人工時效,而第三方实验室试样的矫直方法,是用专用的试样矫直机。虽然第三方实验室只检测了3支HRB500E ∮6mm试样,但下屈服强度和抗拉强度比我公司检测的平均值比,均低约10MPa的强度,这也导致本公司实验室在屈服强度、抗拉强度及最大力总伸长率Agt试验结果数据上要高于第三方实验室。
3 结论
(1)本公司实验室在试样制备中与第三方实验室的试样制备存在着差异,第三方实验室采用了专用的矫直机进行试样矫直,矫直的试样要比本公司的试样要平直,致使第三方实验室检测的最大力总伸长率Agt比本公司的试验数据低,矫直试样的方法是导致本次HRB500E ∮6mm盘条螺纹钢最大力总伸长率Agt不合格原因之一。
(2)试样取样位置为螺纹盘条搭接处,因盘条搭接处温度较未搭接处高,搭接点处的冷却速率慢导致晶粒及组织有改变,使得抗拉强度低;由于搭接点处组织及抗拉强度与其他部位有差异,在拉伸试验过程中屈服之后至最大力延伸之间变形主要集中在搭接点处,临近搭接点处的其他强度高的部位延伸变形小,综合下来导致最大力总伸长率低。因此搭接点处的冷却速率慢导致晶粒及组织有改变,是本次HRB500E ∮6mm盘条螺纹钢最大总伸长率不合格的主要原因。
参考文献:
[1]马杰,王超,张朝辉,等.500MPa级热轧带肋盘条力学性能不足原因分析[J].新技术新工艺,2016(06):86-89.
[2]苏祯祺,丁跃华.浅谈生产检验时试样温度对力学性能影响[J].科技展望,2016,26(16):138.
