希赛尔(THINCELL)纤维应用及复合材料的开发实践
2020-06-22姚海伟
姚海伟
(陕西工业职业技术学院,陕西咸阳712000)
希赛尔( THINCELL)纤维以天然可再生的木材为原料,在制成纤维的过程中,采用物理过程,无化学反应,应用无公害、可回收、循环使用的溶剂,对环境无污染,是一款真正的绿色环保纤维,是进口莱赛尔( Lyocell,又称天丝)纤维国产化的品牌,其综合性能优于莱赛尔纤维。
1 希赛尔纤维结构及性能
希赛尔纤维截面形态呈圆形或椭圆形,表面光滑。与棉纤维、涤纶纤维、粘胶纤维及莱赛尔纤维性能对比见表1。
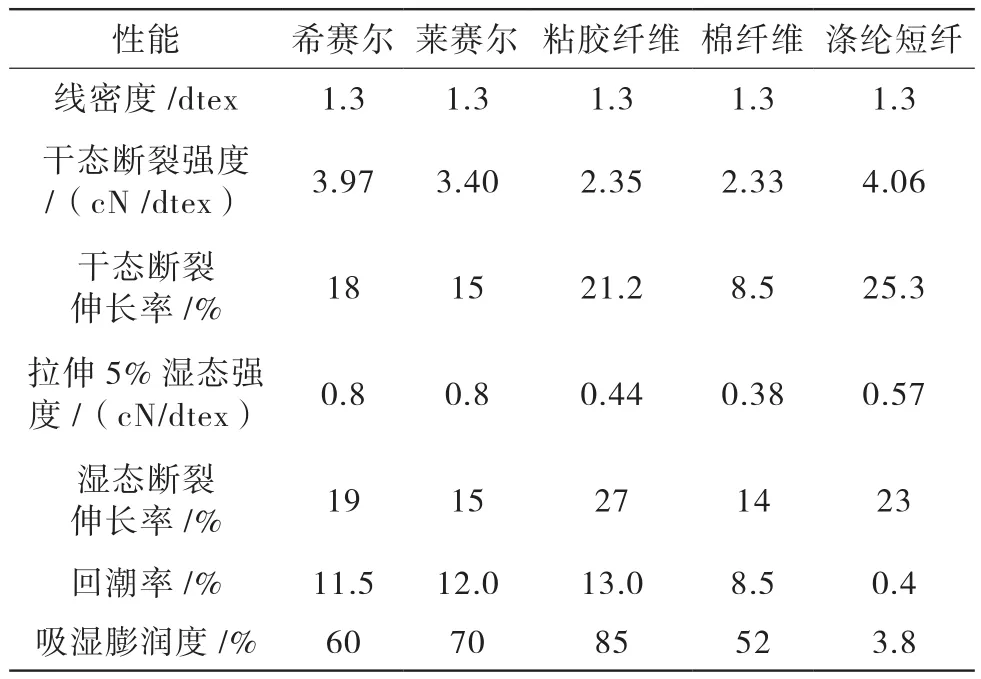
表1 希赛尔纤维与几种纤维的性能比较Table 1 Performance comparison between sisal fiber and several fibers
由表1可知,希赛尔纤维兼具天然纤维与合成纤维诸多优良性能,它具有棉的舒适性、涤纶的强度、莱赛尔的低价。织物具有毛织物的豪华美感,真丝织物的柔软触感和垂坠感,用“希赛尔”纤维制成的纺织品,不仅光泽自然、手感滑润、强度高、不缩水,而且透湿透气性好,是传统纤维素纤维的升级换代产品。可代替进口莱赛尔纤维,既可以纯纺,也可与多种纤维原料(棉、毛、丝、麻)混纺成纱线与织物[1]。
2 产品风格及开发产品种类
为了更好地既体现希赛尔纤维的优势又降低纺纱难度,使面料兼具希赛尔与棉的优势,提升产品的档次,特开发了高支高密希赛尔面料。经纱选用纯棉精梳60支纱,纬纱采用精梳长绒棉与希赛尔混纺纱,织物组织选用3/5直贡缎,经纬纱密度选用300根/英寸以上的高密度,幅宽选用270.0cm~285.5cm的宽幅,其织物面料手感柔软细腻、光泽柔和、吸湿透气、轻柔保暖,兼具美观与舒适,是家纺面料的首选,根据市场的需要本次共开发以下了六个系列产品。
产品一:JC60xJC80/K2060210X110 112”棉/希赛尔直贡锻;
产品二:JC60xJC75/K25(40+40)220x125 112”棉/希赛尔直贡双喷;
产品三:JC60×JC75/K2540220×90112”棉/希赛尔直贡;
产品四:JC60xJC75/K2540220×100112"棉/希赛尔直贡;
产品五:JC60×JC80/K20(60+60)220×155 112”棉/希赛尔直贡双喷;
产 品 六:JC60×JC80/K20(60+60) 220×175 112”棉/希赛尔直贡双喷;
3 新产品试制关健技术
3.1 原料配比
由于希赛尔纤维抱合力差,无法单独成卷,为了改善纺纱条件,先将长绒棉与希赛尔按照一定的比例在清钢联工序混纺成14.5tex生条,然后再与7.5tex精梳棉条混并,并保证棉/希赛尔混纺比例达到75/25或80/20[2]。
3.2 梳棉工序
根据长绒棉和希赛尔特性,降低出条速度同时堵住刺辊下方吸风口,保证针刺对纤维梳理质量,从而保证棉条质量和棉条中希赛尔的含量。另外因希赛尔纤维细度细、长度短等特性,在生产过程中,纤维容易漂浮飞散,需采取隔离措施,防止希赛尔混入其它纤维中[3]。
3.3 细纱工序
采用紧密纺技术减少成纱毛羽,优选钢丝圈型号,加强牵伸部件清洁和风箱花清掏次数,增大风量,保证回风装置内回风顺畅,改善成纱质量。
3.4 整经工序
张力分层分段控制,纱线通道光滑无毛刺。
3.5 浆纱工序
根据紧密纺纱的特点,选用高浓低粘浆料。
3.6 织造工序
织造工序采用小张力、大开口、低车速,合理调整机上张力减少经纬向断头。
3.7 整理工序
严格按照服装面料标准验修、控制布面疵点。
4 产品工艺流程
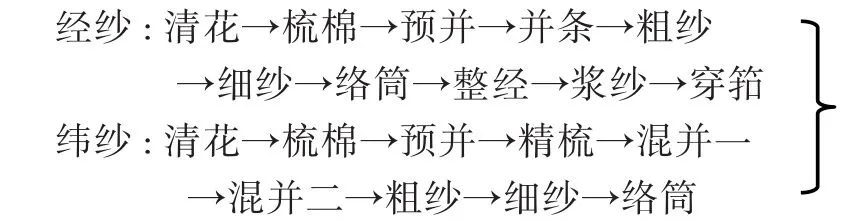
→织造→验修→打包→入库(备注:经纱为JC60,纬纱为棉/希赛尔混纺纱)
5 各工序主要技术措施
5.1 清花工序
清花工序采用多少打,轻打少落,防粘防绕,降低打手速度及抓棉深度,跳过豪猪打手,只经过平行打手,避免过度打击损伤纤维。
5.2 梳棉工序
采用FA224梳棉机,采用低出条速度,且堵住刺辊下方吸口,盖板速度175mm/min,刺辊速度850r/min,锡林速度401r/min,出条速度68m/min,梳棉工序温度控制在25℃~31℃,相对湿度控制在55%~60%。
5.3 并条工序
采用两道并条。根据成纱混纺比例,头并6根JC66/K34混纺14.5tex生条和2根JC7.3tex精梳条,混并为JC75/K2514.5tex;末并5根,头并条子在立达带自调匀整的RSBD-45C生产。
5.4 粗纱工序
粗纱定量4.5g/10m,罗拉中心距38.5×56×61mm,后区牵伸1.23倍,捻数128,车间温度控制在25℃~32℃,相对湿度控制在50%~55%
5.5 细纱工序
在FA528生产,锭速15500r/min,罗拉中心距19×41mm,后区牵伸1.22倍,捻系数445,细纱胶辊采用复合涂料胶辊。根据希赛尔纤维的特性,加强细纱牵伸部件的清洁和风箱花的清掏次数,增大风量,保证回风装置内回风顺畅确保车上状态正常,改善成纱质量,车间温度控制在27.5℃~33℃,相对湿度控制在55%~60%[4]。
5.6 络筒工序
在X5生产,速度1200r/min,车间温度控制在24℃~30℃,湿度控制在55%~60%。
5.7 单纱指标
以JC75/K2514.5tex为例,单纱成纱指标为:条干CV值15.42%、千米细节10个、千米粗节257个、千米棉结520个、平均强力265次CN、单强CV值9.7%、断裂强度19.8CN。
5.8 整经工序
采用KARLMAYER整经机,为保证纱线张力均匀,整经张力分区分段控制。整经速度410m/min。
5.9 浆纱工序
浆纱机采用TS10S,由于纱支细,强力相对较低,选配浆料以增强为主,浆料配方:变性淀粉63.5kg、变性聚乙烯醇52kg、丙烯酸27kg、油剂3.2kg、上浆率13.0%、浆纱回潮率8.0%[5]。
5.1 0 织造工序
采用0MP-340喷气织机织造,开口角度292,车速410r/min,L值(mm):100/90/80/65/100/90,综框高度(mm)70/70/70/70/70/75。纬纱是双喷时,为防止织造时断纬不关车,将纬纱先经过并纱后再使用[6]。
6 产品质量及各项物理指标
参照GB/T 406-2008,对开发的六个系列产品在幅宽、密度、强力等物理指标进行测试,并针对测试指标对产品进行评等,测试的数据及等级见表2。

表2 产品的物理指标及等级Table 2 physical indicators and grades of products
由表2可知,经过纺纱、织造的特殊工艺过程,在合理配棉和科学配置各工序工艺参数,开发出的希赛尔与棉混纺的六个系列的产品均满足市场一等品的要求,产品可生产高档的床上用品及装饰用品,填补了国内空白。