船舶管件生产的CONWIP 控制方案设计研究
2020-06-18王岳马瑞何磊
王岳,马瑞,何磊
江苏科技大学 船舶与海洋工程学院,江苏 镇江 212003
为了增强竞争力,制造企业纷纷开始引入看板生产控制系统。这是一种拉动式生产控制系统,是替代推动式生产管控,实现精益化生产的典型方案。其主要通过看板信号传递生产信息,实现工位间的快速响应。然而,这样的系统对生产波动较为敏感,在多变或不确定的生产中会限制其能力,无法适应具有多品种、小批量建造特征的船舶产品生产[1]。当前,高技术、高附加值的大型船舶市场前景良好。船企在高端产品市场中的竞争日趋激烈,研发与之相适应的精益生产控制方案,成为业界的研究热点之一[2]。
CONWIP(constant work-in-process,固定在制品)系统[3]融合推动式和拉动式生产的优势,通过在生产线首尾工位间引入环路,调整环路的资源投入量[4],进行生产运行保障,具有重要的研究价值。G Huang等[5]面向单件产品标准装配过程,提出5种CONWIP回路设计模式和相关控制策略。Leonardo等[6]提出一种KANBAN/CONWIP混合控制方案。Takahashi[7]、Li[8]和Pettersen等[9-11]证明了CONWIP控制在适应变化性需求中优势明显。Zong[12]、Jaegler[13]等对当前所开发的CONWIP系统方案进行了分类综述。Roy等[14]提出基于CONWIP卡和作业起始时间控制生产体系的运行。这些研究成果验证了CONWIP系统在混合装配生产线应用的可行性。
多样化的高端船舶产品带来了舾装作业量和作业标准的大幅提升,致使原推动式生产管理下船舶管件生产周期延长,工位阻塞严重现象出现频繁。为此,本文设计了无缝钢管及紫铜管加工生产线3种CONWIP控制方案,对比研究这些控制方案的相关影响。
1 管件生产工艺流程
目前船用无缝钢管和紫铜管均包含直管和弯管[15]。如图 1所示,管件加工主要涵盖从下料、弯管、校管、装焊到打磨等工艺[16]。其中,有部分管件涉及法兰等附件的装焊[17]。
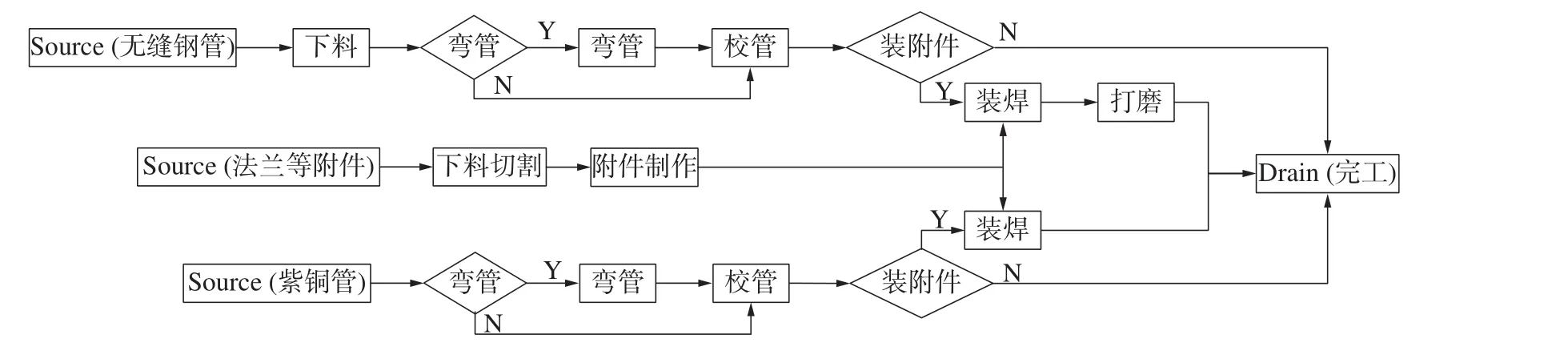
图1 无缝钢管与紫铜管生产线工艺流程
某厂H1138船中的901分段管件采用托盘形式进行制作和集配管理,部分管件生产计划情况如表1所示。该分段中共有556根无缝钢管,其中338根是弯管,451根需装焊法兰等附件;紫铜管均需装焊法兰等附件;共有419根,其中弯管有277根。

表1 901分段管件生产计划
按照生产线布设实际,所有工位设备、人员等均无间断推动式生产运行,在管件下料切割、弯管、附件制作等工位存在在制品积压、阻滞率高等问题。完成该分段的管件制作需要17 d左右,其中单件管件的平均生产周期是4.6 h,产出率为2.4根/h,生产线上的平均在制品数约为20根。
2 CONWIP控制方案设计
2.1 CONWIP系统的原理
图2是单环路串联的 CONWIP系统模型,借以阐述系统的运行原理。其中,在制品的流动路径以实线表示,看板的流动路径则以虚线表示。看板与生产需求和加工执行相关联。其数量与在制品数量通过贴附时刻保持一致。从看板发射端到接收端体现了拉动式生产管控特征,又从看板接收端经过系列工位作业到看板发射端,则兼容了推动式生产执行特征。由此构成了 CONWIP的环路[18]。当看板接收端有了看板后,便意味着待加工品可以进入环路进行加工,成为在制品。进而可以看出,CONWIP系统中的看板主要用来保证环路中的在制品数量。而看板生产系统的看板则还要与产品类型相对应,致使系统兼容性有所下降,单个工位的问题会直接牵连整条生产线的正常运行。

图2 CONWIP单环路串联模型
将CONWIP控制引入到管件生产线,为了深入分析该控制方式的管控效果。在图1所示工艺流程的基础上,设计了4种生产方案如下:
方案1 单一产品理想生产线,4个加工工位(加工时间分别为2/2/2/2 min);
方案2 单一产品生产线,瓶颈位置固定,4个加工工位(加工时间分别为2/2/8/2 min);
方案3 三产品(无缝钢管/法兰等附件/紫铜管,a/b/c)理想生产线,4个加工工位(加工时间分 别 为a: 2/2/2/2 min;b:1/2/1/2 min;c:1/2/3/4 min);
方案4 三产品(a/b/c)混流生产线,4个加工工位、1个装配工位(a/b/c在SP_3工位的加工时间分别为4/1/1 min;产品a在SP1_3工位的加工时间为1 min;产品c需要装配1个a和1个b,Assembly工位的加工时间均为5 min;产品c在SP2_3/SP3_3工位的加工时间为2/5 min)。
应用Plant-Simulation建立各方案的仿真模型如图3所示,其中,CT表示产品平均生产周期,h;TH表示产品的产出速率,根/h;Output表示总产量,根;TotalTime表示总加工时间,d;BF为缓冲区。WIP_x表示在制品投入量,环路之间通过信号发射端和接收端来实现首尾端工位的联系,用程序控制环路中在制品数量。在方案1~3中WIP_x的值分别取为1~10,即增大环路中在制品投入量,这3个方案总计运行模型30次;由于方案4中存在装配工位Assembly,在满足3种产品装配比的前提下,装配作业才能进行,这里采用WIP_x初始大取值的方式减少无效仿真运行。方案4的WIP_x取值为5~14,共运行模型10次。模型每次运行时间设为 1:00:00(1h,Plant-Simulation中时间的完整格式为“天数:小时:分钟:秒数”),记录仿真模型中的Output、CT和TH值,运行结果如表2所示。
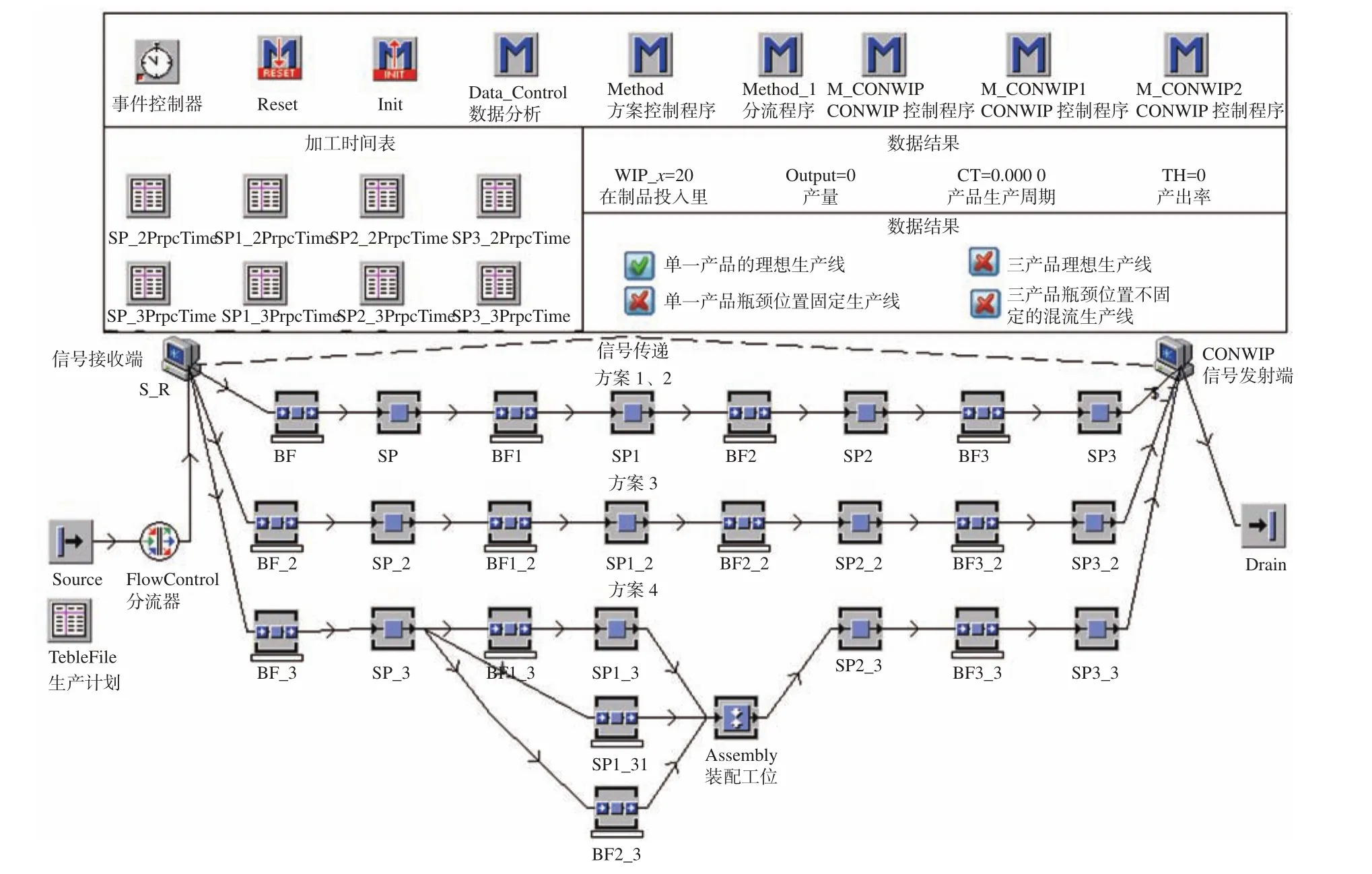
图3 4种方案的仿真模型
将表2中的数据用散点图表示,WIP_x为横坐标,TH、CT为纵坐标,如图4所示。
各方案均存在一个最佳在制品投入量WIP#,即在TH最大、CT最小时对应的环路在制品投入量。在WIP#左侧,TH随着在制品投入量的增加而增加,CT随之减小(如果有一个待加工产品在生产线旁等待,则等待时间也计入CT中);在其右侧,TH始终保持最大值,CT一直在增大,而在方案2具有瓶颈工位的生产线中,受瓶颈的影响,CT先增大,而后保持不变。
综上所述,可以看出CONWIP生产线具有2个重要特性:
1)在制品投入量的多少对生产线有关键性影响,存在一个最佳在制品投入量WIP#,使TH最大,CT最小;
2)无瓶颈工位的理想状态下,当在制品投入量大于WIP#时,生产线的TH不会改变,而CT会随之增大;具有固定瓶颈工位时,投入量大于WIP#后,TH保持一定值不变,而CT随之先增大,后保持不变。
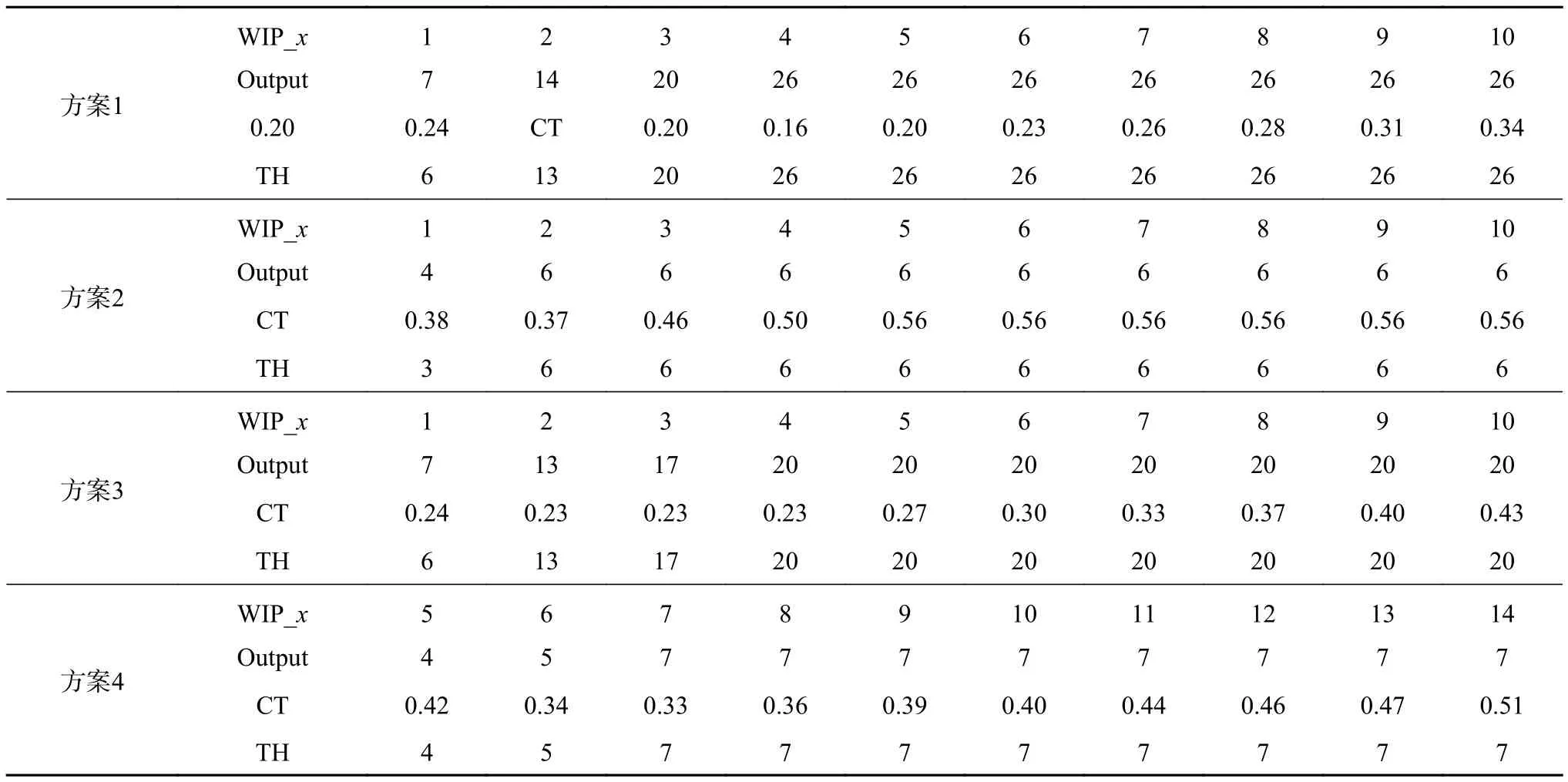
表2 仿真结果
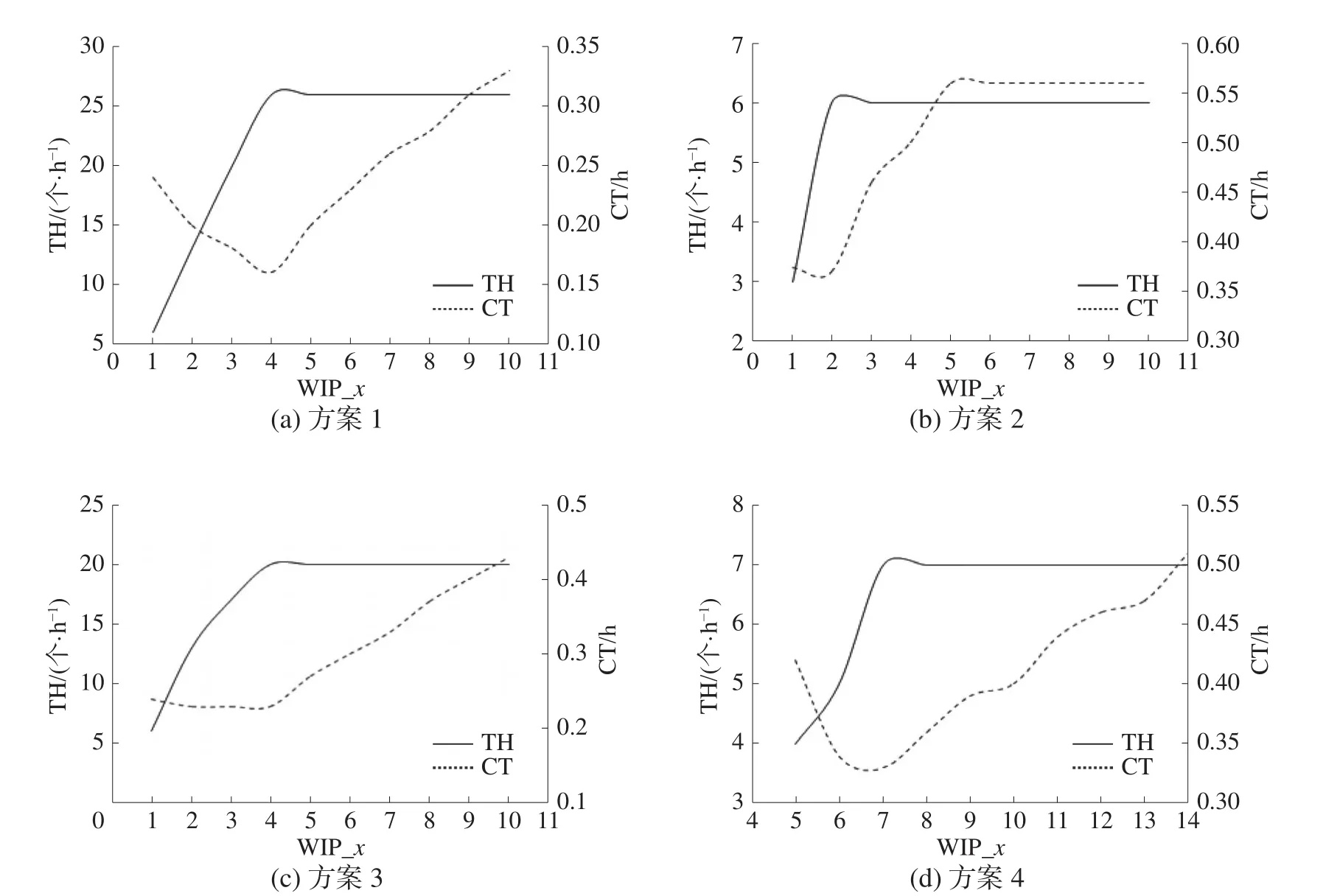
图4 各方案下的仿真结果对比散点图
2.2 CONWIP环路设置研究
多环路生产线的系统WIP总量应等于各个环路在制品量的总和。环路的设置在串、并联的CONWIP生产线中比较简单,但是在混联装配生产线中,由于生产线的复杂性,其环路有多种设置方式,设置方式不同也会对生产线带来不一样的结果。
以图1工艺流程为基础,可以构建出由3条并联生产线和2个装配工位而成的混联装配生产线。该生产线存在3种环路设置方式,其中方式(a)如图5所示有4环路,即环路1由BF至SP2组成,环路2由BF3至SP4组成,环路3由BF7至SP7组成,环路4由Assembly至BF6组成,Assembly1和BF9独立,不设环路;方式(b)为3环路设置,即环路1由BF至BF6组成,环路2由BF3至SP4组成,环路3由BF7至BF9组成;方式(c)是4环路设置,即环路1由BF至SP2组成,环路2由BF3至BF6组成,环路3由BF3至BF9组成,环路4由工位BF7至SP7组成。
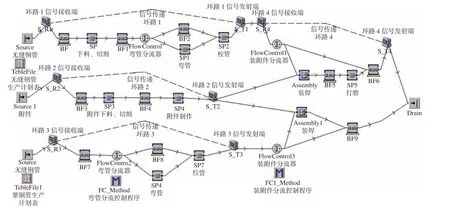
图5 CONWIP环路设置方式(a)的生产线仿真模型
2.3 CONWIP在制品投入量研究
为确定各个环路最佳的在制品投入量,基于试验设计(design of experiment,DOE)[19],以概率论和数理统计为理论基础,采用Plant-Simulation中的试验管理器ExperimentManager控件进行试验。WIP_xn表示第n个环路的在制品投入量,试验以WIP_xn为输入值,TH、CT、TotalTime为输出值。方式(a)中有4个环路在制品投入量WIP_x1至WIP_x4,其上值为4,下值为1,差值为 1,共计256场试验;方式(b)中有3个环路在制品投入量WIP_x1至 WIP_x3,其上值为 5,下值为 1,差值为1,共计125场试验;方式(c)中有4个环路在制品投入量WIP_x1至WIP_x4,但是由于环路2和环路3是共用附件生产线,一根管子一般需2个附件才能进行装配,因此环路中至少存在2个在制品才能进行生产,所以该方式的WIP_x2、WIP_x3的下值为 2,WIP_x1、WIP_x4的下值为 1,上值均为4,差值均为1,共计144场试验。
运行试验管理器,记录各个试验的TH、CT、TotalTime值,并以试验场次为横坐标,TH值和TotalTime值为纵坐标绘制成散点图,试验结果如图6~8所示。以试验场次为横坐标,CT值为纵坐标,绘制出3种方式下的CT变化曲线,如图9所示。
2.4 试验结果分析
1)对比图8和图9,生产周期CT有不断增大的趋势,随着在制品投入量的改变,TotalTime和TH进行周期性变化,均存在上下限,继续增大投入量不会使TotalTime和TH超出上下限范围,但在制品的等待时间会延长,使得CT不断增大;
2)3种方式的最小TotalTime和最大TH是相同的,分别为17 d,2.4根/h。与无间断推动式生产的理想状态的指标值基本一致;
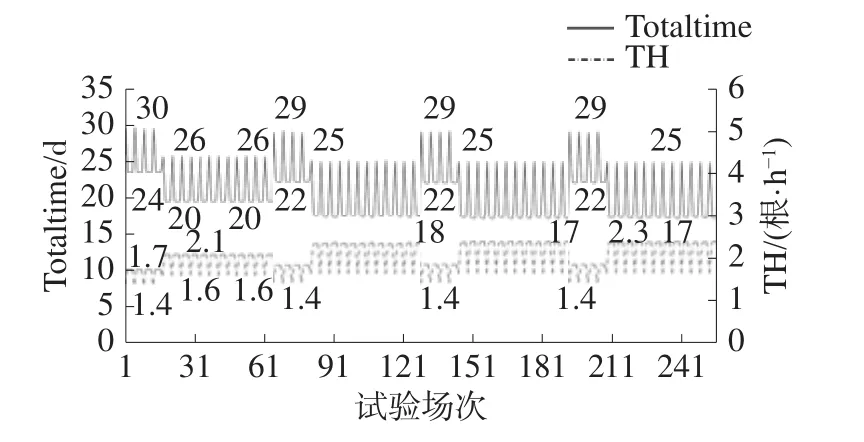
图6 方式(a)试验结果

图7 方式(b)试验结果

图8 方式(c)试验结果
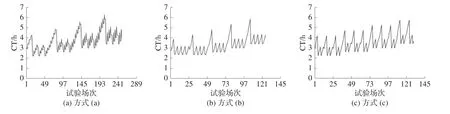
图9 CT变化曲线
3)在3个环路设置方式的试验初期,TotalTime和TH值有很大波动,其中图7最为明显(0~30次试验)。这是由于初期在制品投入量过小,产品需求小于生产线的产能,生产线并不是最佳运行状态(不稳定状态);
4)运用Excell表格的功能添加CT趋势线(线性公式),方式(a)CT趋势线公式y= 0.006 1x+2.864 5,方式(b)CT趋势线公式y= 0.011 5x+2.571 2,方式(c)CT趋势线公式y= 0.011 2x+2.797 5。在生产线稳定状态下(即TotalTime和TH进行周期性变化时),方式(a)的TotalTime最大值为29 d,最小值为 17 d,差值为 12 d,方式(b)的 TotalTime最大值为 24 d,最小值为 17 d,差值为 7 d,方式(c)的TotalTime最大值为22 d,最小值为17 d,差值为5 d;方式(a)的TH最大值为2.3根/h,最小值为1.4根/h,差值为0.9根/h,方式(b)的TH最大值为2.4根/h,最小值为1.7根/h,差值为0.7根/h,方式(c)的TH最大值为2.4根/h,最小值为1.9根/h,差值为0.5根/h。
对比记录的结果可知,在稳定状态下,随着在制品投入量的改变,总生产时间TotalTime波动最小的是(c),其次是(b);产出率 TH 波动最小的是(c),其次是(b);生产周期CT增长最慢(趋势线斜率最小)的是(a),其次是(c)。综上所述,投入量改变过程中系统最稳定的是(c),其次是(b),最差的是(a)。
2.5 CONWIP控制与无CONWIP控制的生产线对比分析
秉承“以最小的在制品投入量使生产系统达到最大产出率和最小循环时间”的成本控制理念[20],结合试验所得散点图,可以得到管件生产线中3种CONWIP控制方式的最佳在制品投入量WIP#、TH、CT 与TotalTime值,以及无CONWIP控制的生产线中TH、CT与TotalTime值。图10对无CONWIP控制生产线,以及按照最佳在制品投入量进行生产的(a)、(b)、(c)3 种CONWIP控制生产线的各工位阻塞率进行了对比分析,其中(a)和(c)生产线中工位阻塞率相同。由于3种方式下Assembly、Assembly1与SP5的阻塞率均为零,未在折线图中显示。从表3可知,在CONWIP控制下的生产线中在制品数和产品生产周期均比无CONWIP控制的少,最明显的是方式(c);从图10可以看出,在无CONWIP控制的管子生产线阻塞比较严重,工位 SP、SP1、SP3、SP6阻塞率均已超过50%,加入CONWIP控制后,工位阻塞情况明显有所好转,其中工位SP与SP3阻塞率直接降为零,效果最明显的是方式(a)和方式(c)。
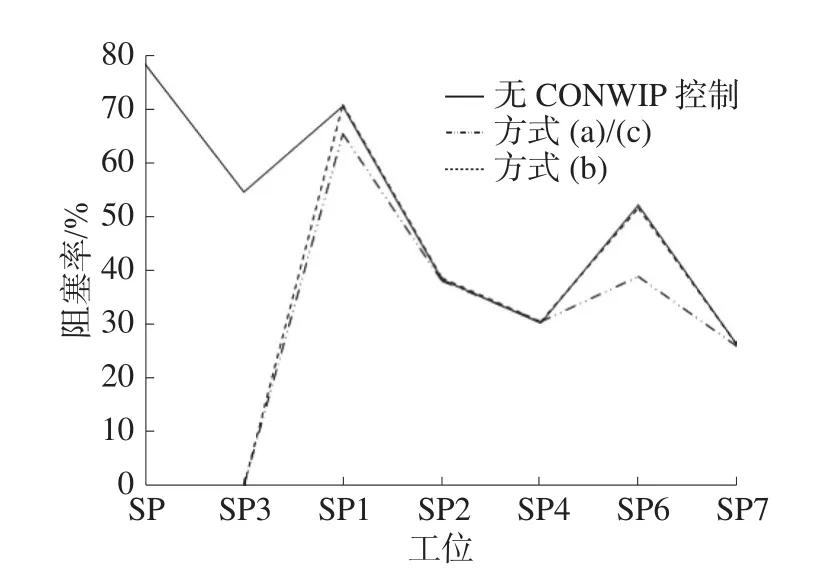
图10 4种生产控制方案各工位阻塞率折线

表3 CONWIP控制与无CONWIP控制的数据对比
综合考虑所有影响因素,即系统稳定性、系统在制品数量、生产周期以及阻塞情况,在该管件生产线的最佳方案是CONWIP控制方案中的方式(c)。实施CONWIP控制能够有效地减少生产线中的在制品数量,以最小的在制品投入量来达到生产线产量需求,避免了产品积压,方便人员对生产线的管理,同时也能有效缓解工位阻塞,使生产线运行更为顺畅。
3 结论
经典看板系统由于内部关联度高,生产平衡保障困难,无法在船舶建造中实施。CONWIP系统扭转了此局面,便于管理、节约成本。通过试验设计和仿真验证表明:
1)在总加工时间和产出速率保持不变的情况下, CONWIP方案可以有效降低生产线在制品数和产品平均生产周期,有利于缓解生产阻滞现象,使有效作业时间比率大幅提升,使生产更加精益化。
2)CONWIP控制在降低系统复杂度、控制在制品数量和调控生产节拍等方面均有明显的比较优势,有利于在对生产波动较为敏感的系统中推广应用。
3)仿真技术与CONWIP控制相结合,有利于在计划阶段准确响应系统的产能情况,为精益造船的深入推进提供了一个新的有效途径。
