山特维克在可转位铣刀领域的专利技术综述
2020-06-15袁媛
袁媛

引言
山特维克集团是全球领先的先产品制造商,在中国的专利申请量达到了1583件, 刀具作为山特维克的优势产业,资金投入和研发力度也很可观,专利申请量为564件。目前可转位铣刀的专利申请主要分为五个方向。山特维克在中国的专利申请中,可转位铣刀领域的申请量为209件。
1.山特维克在可转位铣刀领域的专利概况
图1中可以看出,早在1971年,山特维克就已经有涉及可转位铣刀的专利申请,1993年,专利申请量达到12件。2000年以后,山特维克兼并收购了多家刀具巨头公司,通过一系列的战略收购,增强研发实力,确立了强大的市场地位,专利申请量大幅度提升。
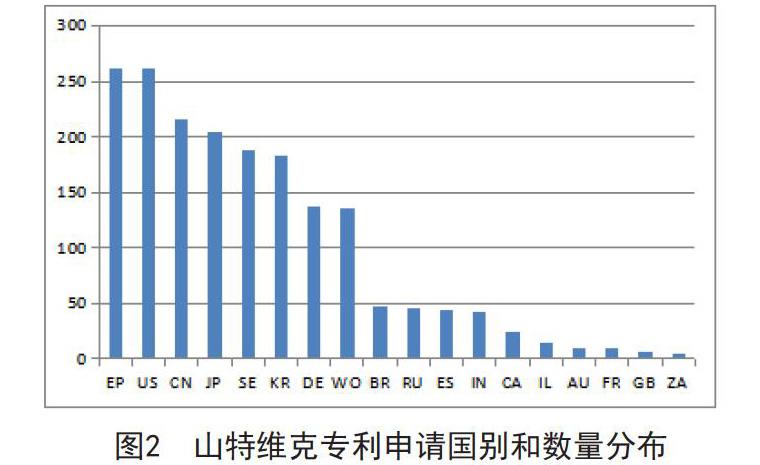
图2所示为山特维克公司的专利申请国别分布,可以看出该公司的专利布局情况。早在1987年,中国专利局建立之初,就开始了在中国的专利申请,说明山特维克特别重视中国市场。
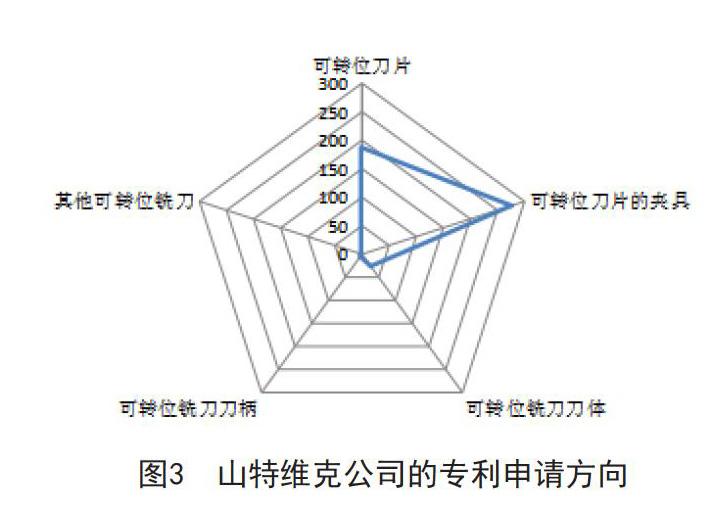
图3为山特维克公司在该领域的专利申请方向。该公司在可转位刀片的夹固方向的申请量最大,其次是可转位刀片的结构。该公司在这两个技术分支的研发投入相对比较大。
2.专利技术发展路线
可转位铣刀的研究始终围绕高精度、高效率以及高经济型这一主线展开,尤其是在高速高效切削技术产生之后,可转位铣刀的新技术不断涌现,形成了其特定的多分支发展路线,参见图4。其中主要在可转位刀片的结构和夹固这两个方向改进,山特维克公司的专利申请和研发的方向与国际在该领域的发展方向是一致的。
2.1可转位刀片方向的技术发展路线
图3为山特维克公司在可转位刀片方向的发展路线,主要包括以下四个方面:
(1)从增加单面刀片刃数到双面刃刀片,不断提高经济性。初期的可转位刀片仅有2-3个切削刃,各生产厂家为提高自身产品的竞争力,不断试图增加切削刃的数量。从单面刀片到双面刀片,需要避免装夹过程中对刀刃的磨损。山特维克的可转位刀片从FR2145291(1972年)的正方形单面四刃,到CN1035785(1987年)的正方形双面多刃,再到US2003210961(2001年)圆形单面多刃,不断的改进刀片的形状,在满足装夹和加工精度的基础上,增加刀片的刃数,以使得刀片能够多次转位使用。
(2)多样的排屑断屑槽,以适应高效切削的需求。通过可转位刀片前刀面上的不同形态可以有效控制切屑的卷曲方向、尺寸以及切屑的流向。山特维克早期(FR2145291)在主切削刃的前刀面上设置一个整体的长条形的断屑槽,并且持续改进,在SE8803354(1988年)中,沿主切削刃在前刀面上设多个凹槽,用以控制切屑的卷曲,使切屑更小更易排出。其后的DE69114109和SE529421中,在一个整体长条形断屑槽的基础上,改变断屑槽在前刀面的位置、角度和形状,以控制切屑的卷曲方向和切屑尺寸、流向。
(3)抑制振动,可提高加工精度。高速切削中切削速度快,刀片及刀体易发生振动,影响最终产品的表面质量,该公司在可转位刀片的抑制振动方面也很重视。其中CN101784353中,该双面面铣刀片在铣刀主题中的轴向负倾斜角减小到最小,同时仍使得铣刀的性能最佳。
(4)修光刃,可以实现铣削的精加工。随着产品的精度越来越高,铣削加工的精度不断提高,铣削加工有代替磨削加工成为精加工工艺的趋势,因此提高铣削表面最終加工精度的技术成为一个大的趋势,其中比较典型的是修光刃技术。修光刃通常设置在两个主切削刃之间,用于擦拭加工表面,起到磨削精加工的目的。修光刃的复杂程度比断屑槽有过之而无不及,其通过与主切削刃之间的角度、副切削刃的后角、副后刀面的设置等多个方面的统筹设计,以期达到最好的修光效果。
山特维克在该方向典型的专利为CN101096057,辅助刃主刃成钝角;CN101096057,面铣刀片在主辅刀刃间形成与第三间隙表面相邻的中间切割刀刃,中间切割刀刃比主切割刀刃短,与延长线形成20-40度范围内的角,中间切割刀刃经由于凸间隙表面相邻的弓形部分刀刃而转变到相邻刀刃。
2.2可转位铣刀夹固方向的技术发展路线
由于在高速切削中,刀具旋转速度较快,传统的刀片夹固结构很难承受这样大的离心力,因此防止刀片断裂和防刀片飞出的新技术不断出现。有关刀片夹固的技术改进方向(参见图7)主要分为三个方面:
(1)刀片防飞、防破碎,提高安全性,适应高速高效切削的需求,山特维克最初在可转位铣刀领域的申请就涉及刀片防飞:SE349964(1971年),刀片装夹在凹口槽中,沿着刀片的前刀面依次设置有楔块、拉杆,拉杆的中间套设弹簧,三者共同作用将刀片夹紧在凹口槽中。随后,山特维克就刀片防飞申请了许多专利,例如:EP0117237A2(1984年),在刀片上的压板和螺栓配合压紧刀片;
SE466435B(1991年)使用沉头螺钉,SE9600286 A(1996年)沉头螺钉相对于螺孔偏心,提供应力;1996年山特维克对刀垫进行改进,设计了肋条凹槽楔块三者相配合的刀垫结构;2005年(CN101189096 A)出现了将垫板通过三个螺栓固定在刀柄上,再将刀片固定在垫板上;2014年(CN107107210A)在刀柄上固定刀片的刀座背面设置紧固构件给刀片提供刀片紧固件的相反方向的力,使得刀片抑振夹固防飞。
(2)精密可调节的夹固方式,可以适应多种型面加工的需要,提高铣刀以及刀片的通用性和安装精度,同时便于更换刀片,提高加工效率。可转位铣刀的优点之一就在于可调节,因此山特维克也很重视该方向的专利申请,SE460346(1989年)即为可调节的夹固,其通过弹性开口将刀片装夹其中,利用螺栓配合实现可调节;CN1276747 A(1997年)刀座与刀柄的接触面设置相配合的锯齿状,沿着锯齿槽移动可调。CN1438929 A(2000年)通过衬套和调节螺钉调整刀片相对于刀座的位置,CN105458313 A 中在刀座与刀柄之间设置差动螺钉来实现双向调节,CN1110052A中刀片呈现四分之三的圆形,非圆形的部分为楔形结构与刀座接触;
(3)方便替换是可转位刀片的最大优点之一,大大提高了经济性。由于可转位刀片在高速运转时的稳定性不高,商家通常会在损失替换的便捷性的基础上提高装夹的稳定性。当然,设计各样的装夹方式在实现稳定性的基础上兼顾替换的便捷性,也是设计者们的研究课题。山特维克早在1974年(DE2746958A)就设计特质的螺栓以使得替换更加的便捷快速。SE458178B(1987年)将刀片装夹在刀座上,再将刀座装夹在刀柄上;CN106170357A通过改制刀座实现刀片的方便替换。
