用电解法分离正极粉末和铝集流体试验研究
2020-06-10陈若葵欧阳石保蔡海兵梁家乐符元庆
陈 嵩,李 强,陈若葵,欧阳石保,蔡海兵,梁家乐,符元庆
(湖南邦普循环科技有限公司,湖南 长沙 410600)
锂离子电池(LIB)因比能量高、自放电低、循环性能好、无记忆效应、绿色环保而被广泛用到3C类数码产品、电动车、航空航天等领域[1]。目前已商业化应用的锂电池正极材料有钴酸锂、锰酸锂、磷酸铁锂和NCM(镍钴锰)三元材料等4大类。其中三元材料产量在四大材料中占比最大,超过40%[2]。如何合理绿色回收废锂离子电池,缓解其对环境和资源带来的污染压力已成急需解决的问题。
废锂离子电池正极材料回收过程中,首先需分离铝集流体与正极粉末[3]。目前,废锂电池回收厂主要采用物理分离法、碱溶分离法、酸浸再分离法、溶剂溶解分离法[4]。但分离过程中,存在分离不彻底、分选时间长、铝溶损率过大等问题。还有将干法与湿法相结合,先用干法破碎分离正极材料中2%的铝,再湿法破碎分离正极材料3%以上的铝[5]。采用碱溶分离法,在不考虑铝回收前提下,可以用5%NaOH溶液直接溶解铝箔[6]。先筛分,再用H2SO4-H2O2溶解,但溶解液中铝含量较高,后续需要除铝[7]。用N,N-二甲基甲酰胺(DMF)溶剂可以分离铝箔和正极材料,可完整回收铝箔且不破坏正极材料结构,但因使用有机溶剂,对环境危害较大,成本也较高[8]。试验研究以电解法剥离三元锂离子电池正极片,以找到一种简单环保的处理锂离子电池正极材料的有效方法。
1 试验部分
1.1 试验材料与试剂
NCM523极片废料取自湖南邦普循环科技有限公司,其主要化学成分见表1。

表1 正极片主要化学元素分析结果 %
试验所用试剂:浓硫酸,浓盐酸,浓硝酸,镍标准溶液,钴标准溶液,锰标准溶液,均为分析纯。
超纯水由VE-40LH-A型超纯水机制造(宏森环保科技有限公司)。
1.2 试验方法
试验装置如图1所示。用PPH槽作电解池,长、宽、高均为20 cm。将NCM523极片裁剪为5.5 cm×6.0 cm,然后用导线将其与直流电源(美瑞克RKS3030D)负极相接,作为阴极。阳极为钛板涂层电极(涂层为RuO2-IrO2,5.5 cm×6.0 cm)。
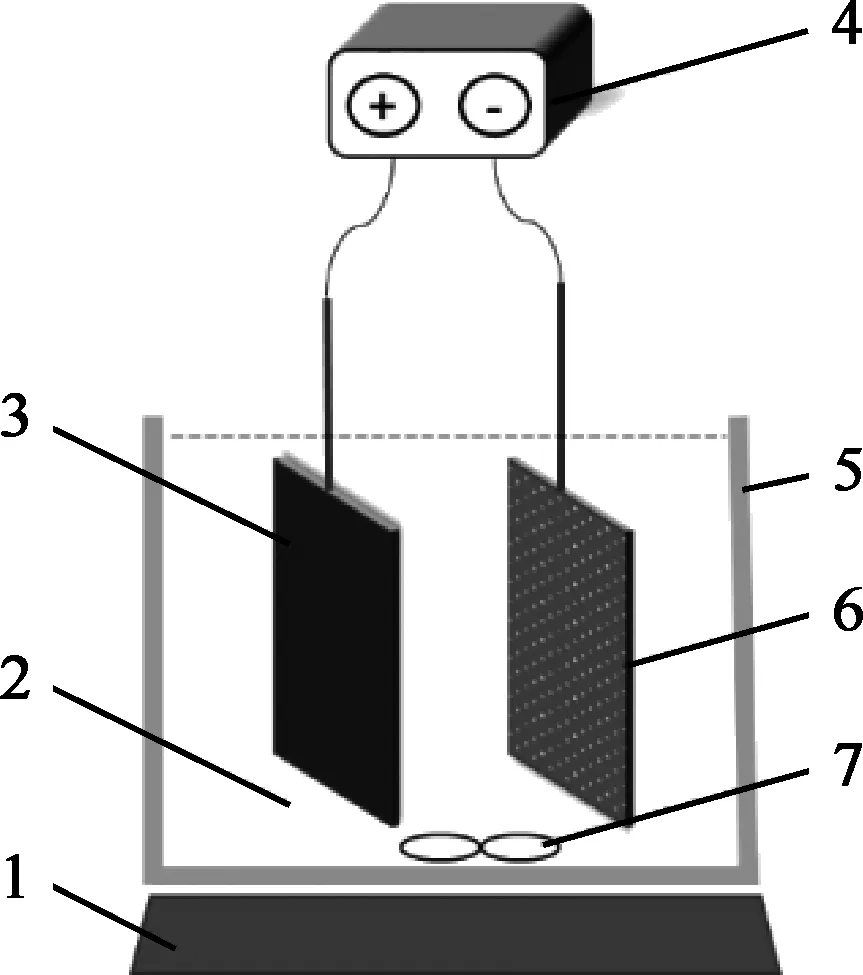
1—磁力搅拌器;2—电解液;3—阳极(钛涂层电极);4—电源;5—电解池;6—阴极(正极材料);7—磁力搅拌子。图1 电解剥离试验装置
配制一定浓度硫酸溶液,用磁力搅拌器搅拌(雷磁MYP11-2)使溶液达到均质,之后将连接好的极片插入电解质溶液中,打开直流电源开关,调节电流强度,进行恒流电解。待极片完全溶解剥离后,关闭电源,过滤电解液,分别测定电解液中Ni、Co、Mn、Al浓度。电解分离出来的铝箔和正极渣料用超纯水清洗,再用王水分别溶解,分别测定其中Ni、Co、Mn、Al质量分数。
Al溶损率及Ni、Co、Mn浸出率计算公式见式(1):
(1)
式中:ηB—Al溶损率及Ni、Co、Mn浸出率,%;ρ—金属在电解液中的质量浓度,mg/L;V为电解液体积,L;w0—正极粉末中金属质量分数,%;m0—正极粉末质量,g;w1—铝集流体中金属质量分数,%;m1—铝集流体质量,g。
1.3 分析方法及仪器
采用WFX-130A型原子吸收分光光度计(北分瑞利仪器厂)测定Ni、Co、Mn质量浓度;采用icap 6200 duo icp-aes(ThermoFisher)测定Al质量浓度;用CHI 660D电化学工作站测定线性扫描伏安曲线,其中工作电极表观面积为1 cm2,辅助电极为铂电极,参比电极为饱和甘汞电极,扫描速率为5 mV/s;采用Apreo C HiVac型扫描电子显微镜(ThermoFisher)分析铝箔表面形貌。
1.4 试验原理与方法
在常温(25 ℃)、硫酸浓度0.6 mol/L、电流密度9 mA/cm2、搅拌速度200 r/min条件下进行恒流电解。电解前期,阴阳极上都有气泡产生,阴极气泡较少且附着在电极上;40 min后,层片开始分离,阴极开始大量产生气泡;50 min后,电极片完全分离为3层,中间层为白色金属状铝箔片,两边为黑色固体层片,即剥离的正极材料。铝箔中含有微量镍钴锰,低于检测限可忽略不计;分离出的正极材料中基本不含铝,剥离效果明显。电解液中有少量Ni、Co、Mn及少量Al。溶损的Al约占电解液中Ni、Co、Mn、Al总和的1.12%。电解过程中发生的电极反应如下:
阳极:

(2)
阴极:
Li++xNi2++yCo2++
(1-x-y)Mn2++2H2O;
(3)
(4)
在阳极,主要是水分解产生氧气。阴极上,Ni、Co、Mn还原并有氢气析出。原本铝箔在酸性条件下容易发生溶解腐蚀,见式(5)(6),但由于有外部电流作用,存在阴极保护效应,致使铝溶解率降低。电解过程中,铝箔和正极材料中间的接触面会产生氢气气泡,这有助于两者分离。另外,表面少量铝会溶进电解液中。一部分正极材料Li(NixCoyMn(1-x-y))O2里的Ni、Co、Mn也会被还原溶解,使得铝箔和正极材料层的黏结层材料结构坍塌,最终使各层片分离。
(5)
(6)
2 试验结果与讨论
2.1 铝片的线性伏安扫描
对剥离出来的集流体铝片进行线性伏安扫描,结果如图2所示。可以看出:电极电位在0.4 V以上时,曲线急剧攀升,表明Al阳极在酸性环境下急速溶解;电位为-0.5 V时,曲线到达平台,腐蚀电流为0,铝箔受到电化学保护[9];电极电位在-0.7~-0.8 V时,曲线急剧下降,电极极化加剧,产氢反应也开始加剧。
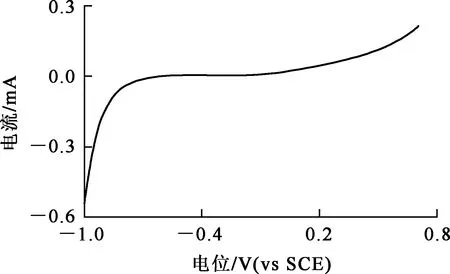
图2 工作电极为铝箔的线性扫描伏安曲线
2.2 硫酸浓度对剥离的影响
硫酸电解质具有导电作用,也提供氢离子产氢并还原浸出。调节直流电流密度为9.09 mA/cm2,即总电流为300 mA,搅拌速度200 r/min,硫酸浓度对剥离时间、Al溶损率和Ni、Co、Mn浸出率的影响试验结果如图3、4所示。
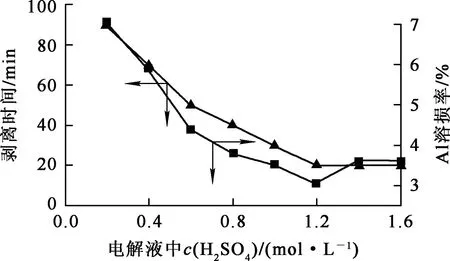
图3 硫酸浓度对Al溶损率和剥离时间的影响
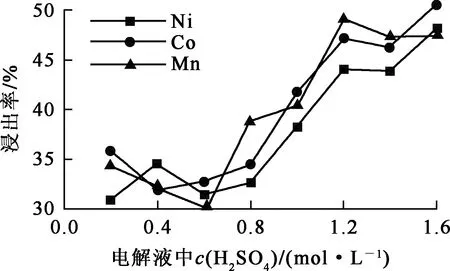
图4 硫酸浓度对Ni、Co、Mn浸出率的影响
由图3看出:随硫酸浓度升高,Al溶损率先降低后略有提高。虽然存在阴极保护效应,但仍有少量Al溶入到电解质溶液中;硫酸浓度为0.2 mol/L时,剥离时间在90 min左右;随硫酸浓度提高至1.2 mol/L,剥离时间缩短到20 min;再升高硫酸浓度,剥离时间变化不大。由图4看出,随硫酸浓度升高,Ni、Co、Mn浸出率均有所提高。高浓度硫酸有助于Ni、Co、Mn还原溶解,破坏黏结层结构,缩短剥离时间,同时降低Al溶损率。硫酸浓度升高到一定程度后,其氧化腐蚀作用增强,Al溶损率提高。综合考虑,确定硫酸浓度以1.2 mol/L为宜。
2.3 电流密度对剥离的影响
硫酸浓度1.2 mol/L,反应温度25 ℃,搅拌速度200 r/min,电流密度6.06~24.02 mA/cm2(总电流200~800 mA)对剥离时间、Al溶损率和Ni、Co、Mn浸出率的影响试验结果如图5、6所示。
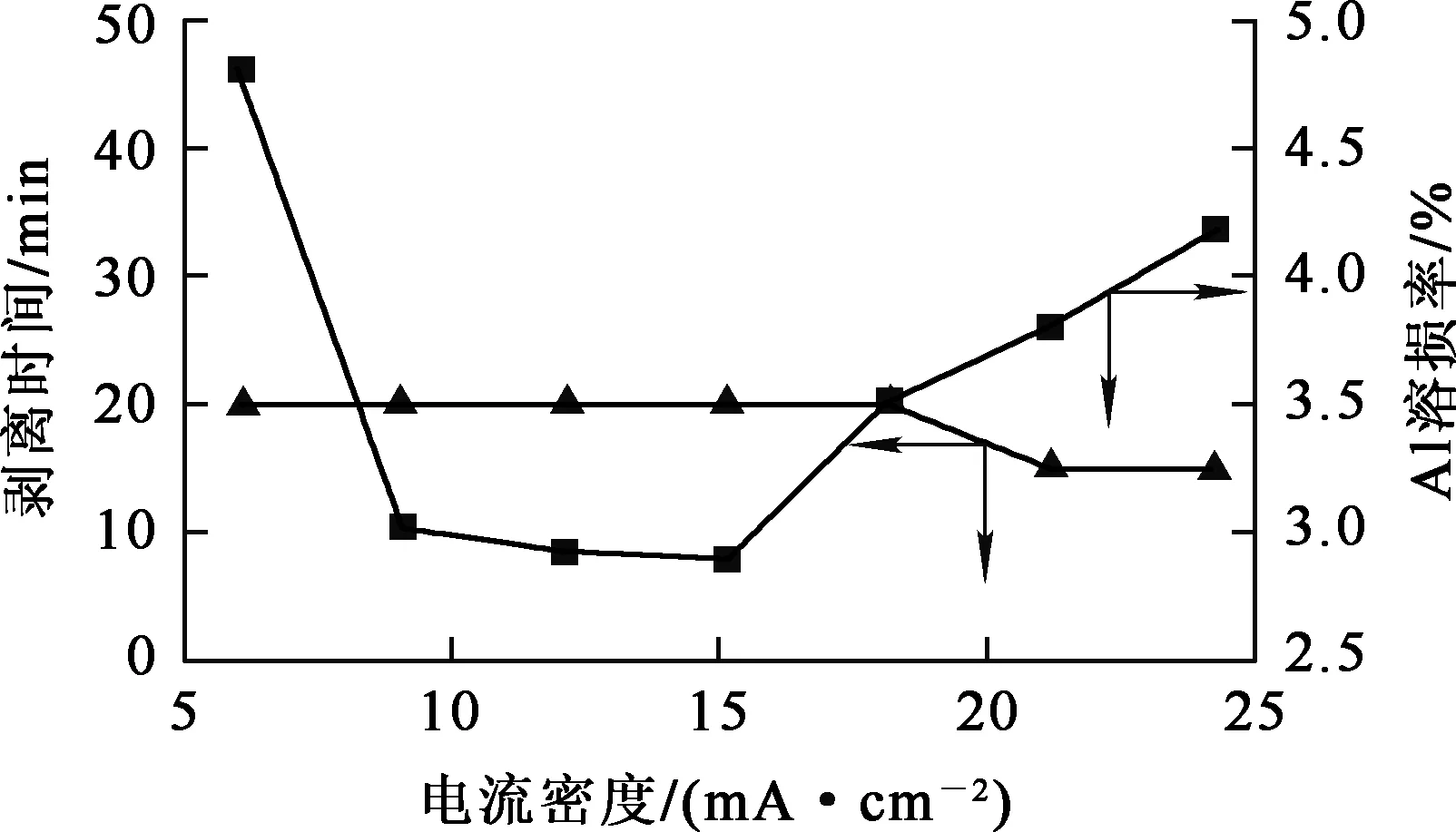
图5 电流密度对Al溶损率和剥离时间的影响
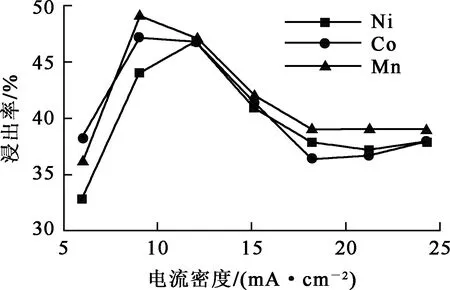
图6 电流密度对Ni、Co、Mn浸出率的影响
由图5看出:随电流密度升高,Al溶损率大幅降低,电流密度为15 mA/cm2时达最低2.9%。这是因为电子在阴极富集起到了保护作用。由图6看出:电流密度从6.06 mA/cm2升高到9 mA/cm2,Ni、Co、Mn浸出率均大幅提升,Mn浸出率达最高48%;继续升高电流密度,Ni、Co浸出率下降,Mn浸出率在电流密度升至12.5 mA/cm2时达最高,之后也开始下降。说明正极材料结构受到破坏,能加快金属分离速度,提高分离效果。由图5、6还可看出:电流密度高于15 mA/cm2时,Al溶损率开始升高,Ni、Co、Mn浸出率下降,这主要是由于Li(NixCoyMn(1-x-y))O2和H+在阴极还原时相互竞争、抢夺电子所致。电流密度较低时,Li(NixCoyMn(1-x-y)) O2比H+更易得到电子,前期主要是Ni、Co、Mn的还原溶解;电流密度高于15 mA/cm2时,阴极极化严重,H+阴极还原竞争优势加大,氢生成量加大,易加大铝箔质量损失;并且,电流密度过高导致阴极极化严重,H+被快速消耗,使铝表面局部pH升高,从而导致铝的碱性溶解[10-12],也使Al溶损率升高。
(7)
2.4 铝箔的腐蚀
取废极片NCM811(Li(Ni0.8Co0.1Mn0.1) O2)、NCM622(Li(Ni0.6Co0.2Mn0.2) O2)和NCM523(Li(Ni0.5Co0.2Mn0.3)O2),采用电化学保护法和酸洗法剥离。试验条件:硫酸浓度 1.2 mol/L,反应温度25 ℃,搅拌速度200 r/min,电流密度15.15 mA/cm2,酸洗过程中不接通电源。传统酸洗剥离和电解剥离对不同极片的Al溶损率的影响试验结果如图7所示。
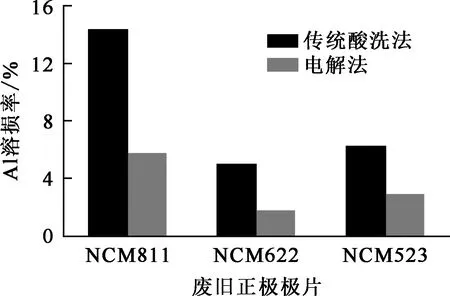
图7 传统酸洗剥离和电解剥离对不同极片的Al溶损率的影响
由图7看出,传统酸洗剥离和电解剥离对NCM811极片的Al溶损率均最高,原因可能是其结构较不稳定,容易剥离。3种极片中,相比酸洗剥离法,电解法的Al溶损率更低,表明阴极保护能在一定程度上减少Al的溶出。采用电解法可为后续处理工艺减少工序,控制成本。
电解法和酸洗法剥离出的铝极片的SEM照片如图8所示。可以看出:2种方法剥离出的铝极片上都有形状不规则的坑,直径1~10 μm,这是因为铝集流体在多次放电循环后出现了点蚀现象[13];有电解保护的铝极片表面很光滑(图8(a)(c)),无明显腐蚀痕迹;酸洗剥离铝片表面有非常多的小孔(图8(b)(d)),类似珊瑚岩状,有明显被酸腐蚀痕迹。这也说明阴极电流起到了较好的保护效应。
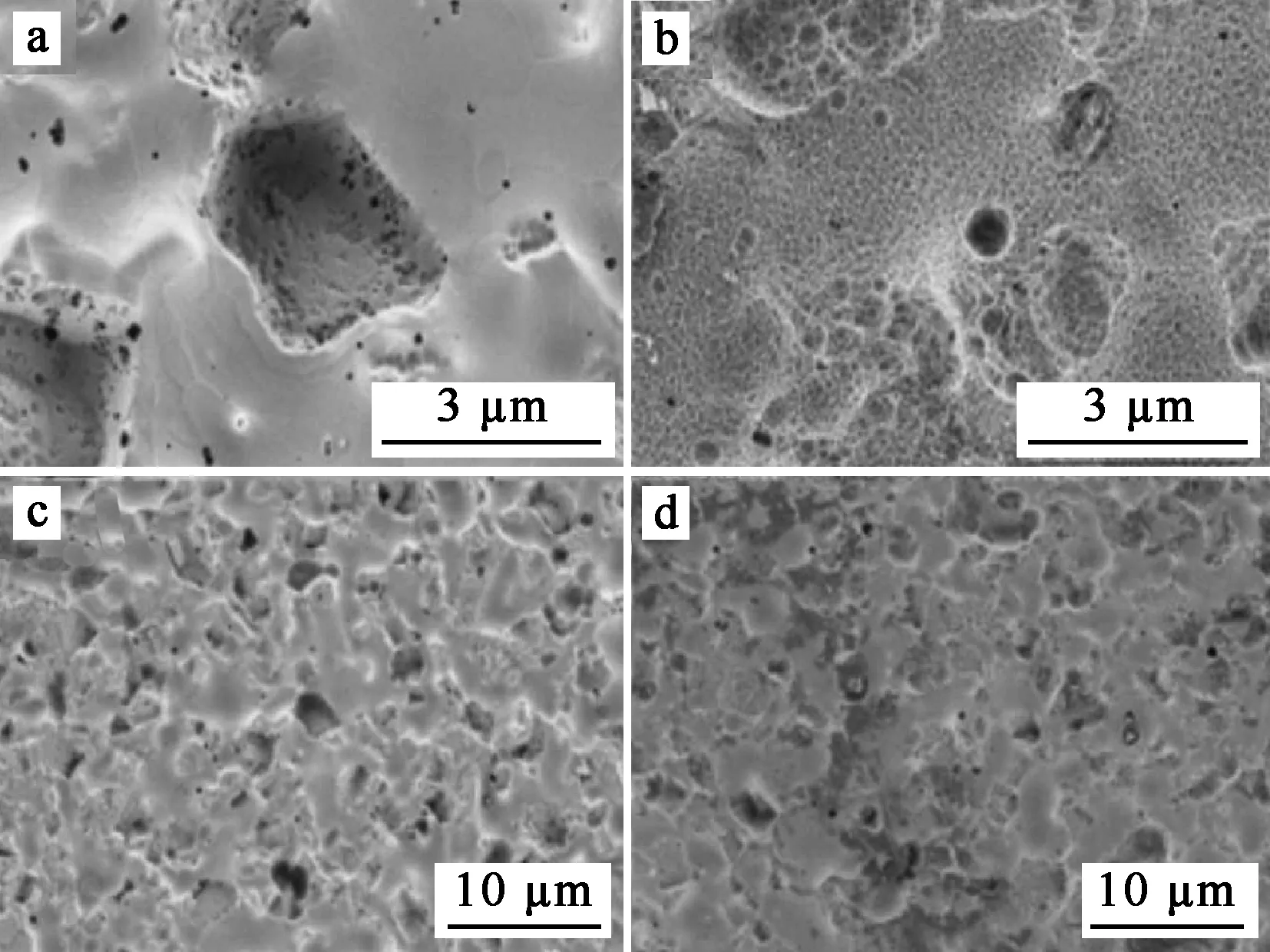
a、b—5万倍;c、d—1万倍。图8 电解法与传统酸洗法剥离出的铝片的SEM照片
3 结论
针对废旧NCM正极极片,采用电解法剥离正极材料和铝集流体,分离效果明显;剥离出的铝箔腐蚀保护电位为-0.5 V(vs.SCE)。硫酸浓度1.2 mol/L,电流密度15.15 mA/cm2适宜条件下剥离20 min,Al溶损率为2.9%,Ni、Co、Mn溶解率分别为35.06%、41.5%、41.95%。
通过阴极保护,可降低NCM极片分离过程中铝溶损,表面腐蚀程度较低。
