制丝线数据采集系统的设计与实现
2020-06-10李刚张常记唐茂滔刘尧田勇
李刚 张常记 唐茂滔 刘尧 田勇
(四川中烟工业有限责任公司什邡卷烟厂 四川省什邡市 618400)
工厂制丝自动化生产线从2004年投入运行,距今已有十多年,因受当初信息技术的限制和工艺分析的浅显需求,该自动化系统并未提供工艺统计分析和开放的过程数据,造成工艺分析工作仍然是基于传统的作业流程,并进行简单统计分析。
但随着工艺要求越来越高,工艺分析也变得越发复杂,对数据的需求也越来越大,传统的作业流程让工艺人员的工作负担越来越大。基于这个考虑,工厂立项研究自动数据采集技术,并以此为基础建立自动数据采集分析系统。
1 整体系统构建
系统结构图见图1,OPC数采服务器实时从PLC读取I/O数据,并将这些数据以约定的频率发送给SQLSERVER数据库。SQLSERVER数据库主要功能是保存数据,并和Web服务器一起共同提供网页式的数据查看分析功能,技术实现过程如下:
1.1 建立SQL数据库
利用工厂机房已有SQLSERVER数据库服务器建立制丝数据采集数据库,根据工艺提出的工艺点指标采集目录,以工艺段为基础建立数据库表。考虑到要根据牌号,批次等来查询的需求,应在表中存储牌号,批次等供条件查询。这类表包括:润叶回潮段采集表、叶片加料段采集表、烘丝干燥段采集表、在线干燥段采集表、混丝掺配段采集表、烟丝加香段采集表、梗处理段采集表、切梗加料段采集表、梗丝干燥加香段采集表。
为保存统计结果和维护数据,在SQLSERVER数据库中设计牌号表、工序表、统计表。这类表包括:叶线配方表、梗线配方表、叶线工序指标表、梗线工序指标表、叶线批次统计表、梗线批次统计表、重量消耗表、生产时间统计表。
1.2 建立OPC数采服务器
OPC全称是基于过程数据的对象连接与嵌入技术,它的出现为基于WINDOWS架构的程序和现场过程控制系统建立了桥梁。通过OPC,我们可以把现场过程控制的数据读到基于WINDOWS的电脑中,这为实现数据采集提供了基础。
1.2.1 配置OPC站点
通过上面的结构图我们知道,OPC数采服务器既要读工业网的数据,还要将数据传送到机房核心网中,方案中通过OPC数采服务器配置两张以太网卡来实现数据链路的连通。
各自动化产品公司提供了一整套配置OPC数采服务器的方法,其中最重要的一步就是通过网络组态软件设置工业网数据传输链路,使数据可以从各PLC传送到OPC数采服务器。
1.2.2 数据采集
在OPC站点的基础上,采用具备强大数据库功能组件的开发程序DELPHI和ADO技术开发远程数据库写入程序,完成数据采集功能。
基本的程序思想是:首先判断段任务是否执行,若执行则触发定时器执行,依次将通过OPC读出的过程数据写入到数据库中。
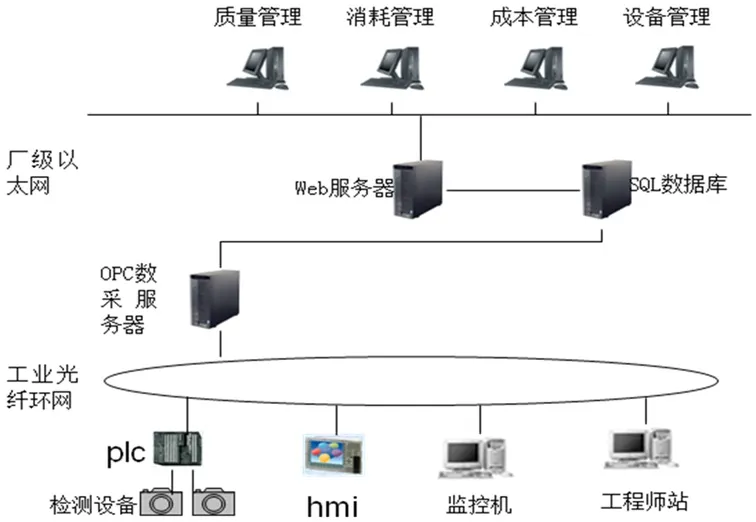
图1:系统结构图
为了分担数据库的瞬时工作压力,采用分时写入将数据写入数据库,采用定时器控制着具体工艺段的数据写入的触发,并且是分时隔触发的。
1.3 建立WEB访问平台
考虑到终端用户较多和后期的运行维护,访问平台更适宜于B/S架构。本项目运用当前流行的ASP.NET动态服务器画面技术,以MICROSOFT VISUAL STUDIO(以下简称VS)为开发平台开发了WEB访问平台。
在VS中新建了网站类型的项目后,作为一个以访问数据库为核心业务的平台,首先要配置数据库联接。默认根目录中有自动创建的文件Web.config,它用来储存Web应用程序的配置信息,所有的子目录都继承它的配置设置,数据库联接配置如下:
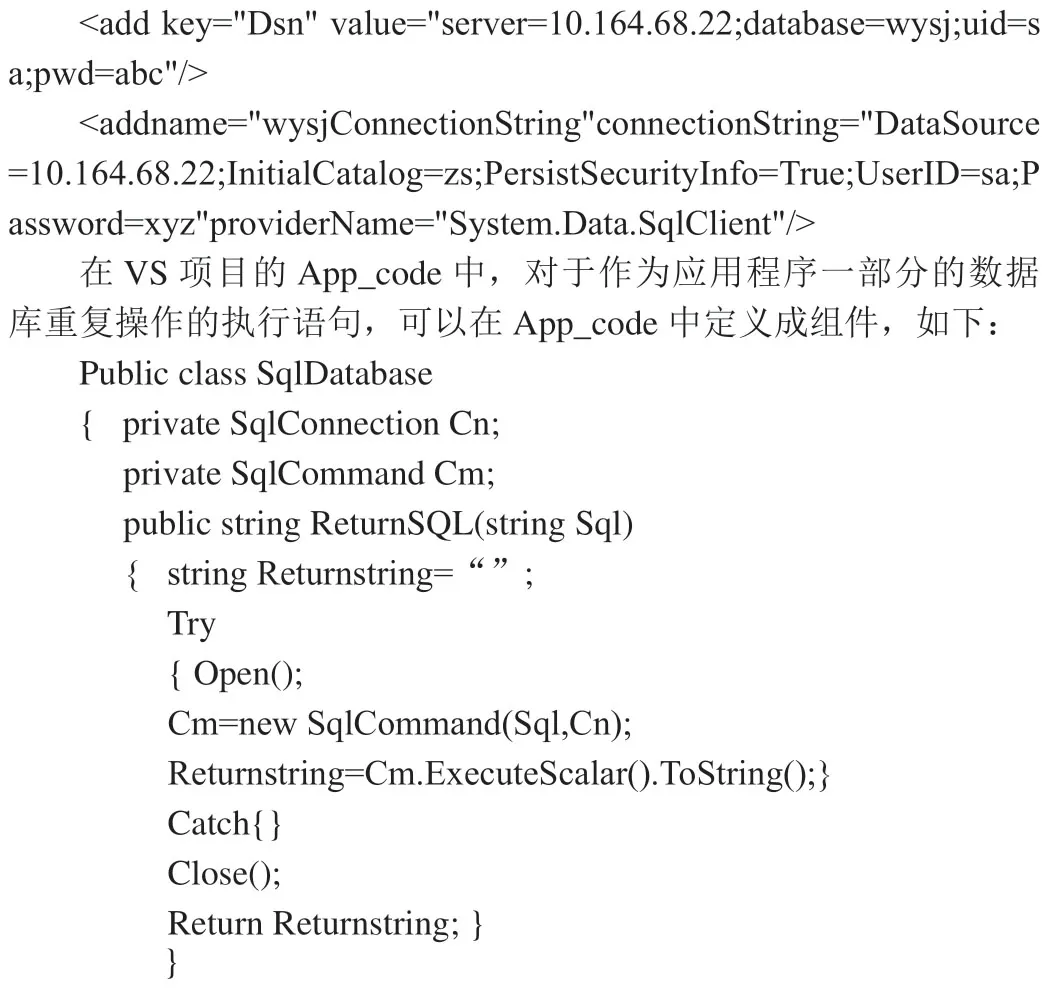

表1:制叶工序的权重分配表
只要在子程序中声明是sqlDatabase类,即可在子程序中使用已定义好的组件。比如查询叶片工艺1段的总记录数,只需简单的一句MYDB.ReturnSQL(‘select count(*) from zs1’ )即可得到结果。
2 开发统计分析功能
在完成web平台建立以后,针对工艺的实际需求,开发具体统计分析功能。
2.1 基础数据维护
上文已经提到在工艺段任务开始后数据库即开始采集数据,但是在某些时候,数据是无效的,比如:料头、料尾、断料;对于水分,温度等,在未达到稳定状态时,数据也是无效的。对于这些数据的剔除,是通过定义有效数据值的延时来解决:在料头时,大于有效值,延时三分钟,在料尾时,小于有效值,后退三分钟。
规格线是工艺用来判定数据是否合格的范围,数据处于这个范围内的即为合格的数据,再与有效数据相除,即是该工艺指标的合格率。
在数据库中建立配方表用于管理规格线和数据剔除线,并在WEB页面上显示,并提供管理员编辑修改功能。
2.2 批次分析
批次分析功能包括查询和计算提供各工序点的平均值、合格率、标偏,并以此为基础数据,导出到EXCEL表用于判定整批次是否合格和整批次的过程加工能力是否达到要求。
基本的程序思想是:针对不同的源数据表中,根据查询条件(如批次、牌号、生产时间),用select max/min(*)语句查询最大值和最小值;用 select avg(*)语句查询平均值;用 select stdev(*)语句查询标准偏差;用select sum(规格线范围内的个数)/select sum(有效数据的个数)来计算合格率。
由于计算程序复杂,又存在着大量的数据库操作,造成计算缓慢,因此将结果数据存储在数据库中,避免二次查询时造成系统资源的浪费。
为了实现工艺上批次合格判定和过程能力评价的信息化,我们建立了叶线检验表和西格玛水平表,通过批次工艺数据的写入,自动生成判定结果和评价结果。
程序实现上,即按要求把程序计算得出的工艺结果写入表格规定的格子中。对于一张已有数据的EXCEL表,首先要判断该批次是否存在,系统通过循环语句,从Excel表的第一排数据开始,用批次与即将写入的批次做对比,没有该批次即写入,程序思路如下:


EXCEL模板编辑的有公式,在写入数据以后会自动判定各工艺点的合格率,进行扣分,然后统计扣分项,得出批次判定结果。
西格玛水平的评价方式有所不同,整批次西格玛水平高低是由各工序的合格率和各工序对产品质量重要性共同决定的,我们通过权重值来量化工序对产品质量的重要性。如制叶工序,其权重分配见表1。
需要注意的是,用于过程能力计算的工序指标合格率是基于区间概率计算得出的,其公式为:

μ为平均值,σ为标准偏差,Ф为正态累积分布函数NORMSDIST。
制叶工序的合格率如下,权重分作为合格率的指数来计算:
Y1=A0.30×B0.20×C0.20×D0.30………
同理,得出制丝工序的合格率Y2,整个叶线的合格率为:
用标准正态累积分布函数的反函数NORMSINV,既可得出西格玛水平。
以上公式均在EXCEL模板中实现,采用相同的方法写入基础数据后,自动生成评价结果。
2.3 其他统计分析功能
项目组在WEB平台上还开发了多种查询统计分析功能,如提供多种查询方式源数据查看和导出,全线秤累计量的统计和查看,生产时间的统计等等。相对于批次分析来说,技术上的实现相对容易,不在本文阐述。
3 总结
本文阐述总结了一套在老旧自动化系统上实现数据采集的方法,对于投资有限、又有急迫实现数据信息化运用的需求的改造项目具有较大的借鉴意义。
