基于视觉显著性的零件缺陷检测
2020-06-09管声启李振浩常江
管声启 李振浩 常江


摘 要: 为了提高零件缺陷检测的准确率,提出了一种基于视觉显著性算法的零件缺陷检测方法。首先将采集零件缺陷图像进行高斯差分滤波,以最大程度消除背景信息的干扰。然后对高斯差分滤波后的零件缺陷图像进行超像素分割,并利用全局图像对比方法构建超像素图像显著图,从而有效的提高缺陷的显著性。最后,采用最大类间方差法分割缺陷。试验表明该方法能提高零件缺陷的检测准确率。
关键词: 零件缺陷;视觉显著性;超像素分割;显著图构建
中图分类号: TP391. 41 文献标识码: A DOI:10.3969/j.issn.1003-6970.2020.02.010
【Abstract】: In order to improve the accuracy of part defect detection, a novel method of part defect detection based on visual saliency algorithm is presented.Firstly, the defect image was filtered by Gauss difference to eliminate the interference of background information. Then, the part defect image after Gauss difference filtering was segmented by super-pixel, and the super-pixel saliency image was constructed by using the global image contrast method, which effectively improves the defect saliency. Finally, the method of maximum inter class variance was used to detect defection. The experiment results show that the method can improve the detection accuracy of part defects.
【Key words】: Part defect; Visual saliency; Super-pixel segmentation; Saliency map construction
0 引言
在智能制造業中,利用工业机器人视觉技术对零件缺陷检测,将有利于发现生产过程的工艺问题、提高产品质量。如何实现零件各类缺陷检测,众多学者进行深入研究,取得了丰硕的研究成果[1-4]。其主要检测算法有零均值化法、小波变换法、脉冲耦合神经网络检测算法等[5-7]。零均值化方法虽然简单,但检测缺陷区域误差较大,只适合较大缺陷的检测。采用小波检测算法能实现缺陷信息与背景信息分离,但如何构造适合各类缺陷检测的小波基是研究的难点。利用脉冲耦合神经网络良好的脉冲传播特性能有效分割出缺陷区域,然而决定缺陷分割效果的主要参数是通过人工经验确定的。通过分析可以看出,传统的机器人视觉目标外观缺陷检测算法,很难满足各类缺陷自动检测的实际需要。
根据相关仿生视觉分析可知,人类视觉系统在长期进化过程中,形成的视觉注意机制能够通过提高目标和背景对比度,有效从复杂背景中迅速发现视觉的目标信息[8-10]。如果将这种人类视觉注意机制引入到工业机器人视觉感知系统中,通过驱动零件缺陷信息显著度的提高,避免噪声、光照不均匀等环境因素的影响,从而实现对零件缺陷检测[11-12]。为此,本文设计一种新的显著性模型,通过高斯差分滤波有效滤除噪声等背景信息,然后利用超像素分割构建显著图,在此基础上实现零件缺陷检测。
1 零件缺陷图像高斯差分滤波
由现场采集的零件图像通常含有高频噪声信息、中频目标信息、低频背景等信息,如果能有效提取中频信息将会有利于提高图像的显著性;Rodieck指出可用两个高斯核半径之比K为5:1的两个高斯函数的差Difference of Gaussian所示表示视网膜感受野数学模型,如公式(1);可以看成从一个窄高斯减去一个宽高斯,可以有效提高中频目标信息,从而提高有效信息的对比度。为此采用公式(2)进行高斯差分带通滤波,以提取缺陷主要信息,从而提高检测目标对比度。
2 零件缺陷图像超像素显著性检测
2.1 零件缺陷图像超像素分割
R.Achanta等提出了简单线性迭代聚类(SLIC)算法,将彩色图像转化为CIELAB颜色空间和XY坐标下的5维特征向量,然后对5维特征向量构造距离度量标准,对图像像素进行局部聚类的过程。由于SLIC算法能生成紧凑、近似均匀的超像素,在运算速度,物体轮廓保持、超像素形状方面具有较高的综合评价;因此,本文采用SLIC算法进行零件缺陷图像超像素分割,由于零件缺陷图像通常为不带颜色,因此利用零件缺陷灰度图像实现超像素分割,以减少分割过程的计算量,具体算法步骤 如下:
(1)预定义参数K,K为预生成的超像素数量,将大小为M*N像素图像分割为K个超像素块,每个超像素块范围大小包含(M*N)/K个像素;
(2)假设每个超像素区域长和宽均匀分布,每个超像素块的长和宽均可定义为S,S=sqrt(M*N/K);
(3)每个像素块的中心点为(S/2,S/2),有可能落在噪音点或者像素边缘,利用差分方式进行梯度计算,计算获得最小梯度值的像素点,将其作为新的中心点;
(4)进行像素点的聚类操作,借助K-means聚类算法将像素点进行归类,通过公式(3)进行:
为了节省时间,只遍历每个超像素块中心点周边的2S*2S区域内的像素点,计算该区域内每个像素点距离哪一个超像素块的中心点最近,并将其划分到其中;完成一次迭代后,重新计算每个超像素块的中心点坐标,并重新进行迭代;零件缺陷图像超像素分割效果如图2(a)所示。
2.2 超像素零件缺陷图像显著图
基于全局图像对比方法是通过每一个超像素与整体图像的灰度对比度来计算显著性,超像素![]() 显著性可采用公式(4)经行计算:
显著性可采用公式(4)经行计算:
2.3 超像素零件缺陷图像分割
最大类间方差法是由日本学者大津在1979年提出的,是一种自适应的阈值确定方法。它是按图像的灰度特性,将图像分成背景和目标两部分。背景和目标之间的类间方差越大,说明构成图像的两部分差别越大,当部分背景错分为目标或部分目标错分为背景都会导致两部分差别变小。零件缺陷与背景纹理灰度特征存在本质不同,因此采用最大类间方差法进行零件缺陷信息的分割;分割效果图2(c)所示,零件缺陷信息完整的从背景中分割出来。
3 试验与分析
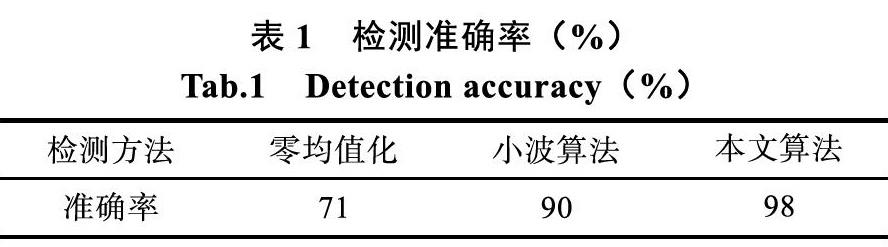
为了验证本文检测算法有效性,随机选取100副零件缺陷图像进行测试,分别采用零均值化法、小波算法、和本文算法进行对比实验法,结果如表1所示。
从表1可以看出,零均值化法检测的准确率71%之间,检测准确率较低,主要原因在于该方法虽然能够抑制部分背景信息,最终的检测效果受滑动窗口尺寸影响较大;小波算法检测准确率为90%,检测准确率较高,可能原因在于小波算法能够实现不同信息的分离,但小波基的选择是否合适会影响检测准确率进一步提高;本文所采用方法的检测准确率为98%,主要原因在于本文所采用的方法提高了缺陷区域的显著度,从而很容易从背景中检测出缺陷信息。
4 结论
采用工业机器人视觉技术对零件缺陷检测,将有利于提高产品质量,有利于零件分类和分拣。 本文采用仿生视觉注意机制,设计了一种新的显著性模型,通过高斯差分滤波消除图像背景信息的干扰,然后利用超像素构建显著图,在此基础上实现零件缺陷检测;试验结果表明其检测准确率较高。
参考文献
孙晓辉, 聂小春, 汪菊英. 工业4.0先进制造技术及装备[J]. 装备制造技术, 2015, 7: 237-239.
倪东. 基于计算机图像处理的零件缺陷检测[J]. 兰州工业学院学报, 2016(5): 55-58.
姜文涛, 刘荣海, 杨迎春, 等. 基于 MATLAB 时频分析算法的滚动轴承故障研究[J]. 软件, 2018, 39(2): 102-107.
赵霆, 管声启, 王鹏. 基于目标面积特征分析的带钢缺陷图像分割方法[J]. 西安工程大学学报, 2015(4): 477-481.
王建红. 基于零均值及零方差图构建的润滑油磨粒检测[J]. 软件, 2015, 36(6): 120-124.
Shengqi Guan and Zhaoyuan Gao. Fabric defect image segmentation based on visual attention mechanism of wavelet domain[J]. Textile Research Journal, 2014, 84(10): 1018-1033.
谭延凯. 基于计算机视觉的刀具磨损检测技术的研究 [D]. 沈阳: 沈阳理工大学, 2011.
Zhang L, Tog M H, Marks TK, Shan H, Cottrel GW. SUN: a Bayesian framework for saliency using natural statistics[J]. J. Vis., 2008, 8(7): 1.
Desimone R, Duncan J. Neural mechanisms of selective visual attention[J]. Annual Review of Neuroscience, 1995, 18: 193-222.
Sun Y, Fisher R. Object-based visual attention for computer vision[J]. Artif. Intell., 2003, 146(1): 77-123.
Hou X, Harel J, Koch C. Image signature: highlighting sparse salient regions[J]. IEEE Trans. Pattern Anal. Mach. Intell, 2012, 34(1)194-201.
王誠诚, 李文森, 雷鸣, 等. 基于目标特征的机械零件表面缺陷检测方法[J]. 软件, 2016, 37(4): 32-34.
