面向复杂回转体的T700级碳纤维/双马树脂材料铺放适应性
2020-06-08谢林杉陈浩然王浩宇
谢林杉,陈浩然,王浩宇
航空工业成都飞机工业(集团)责任有限公司,成都 610073
自动铺丝技术是由集成了放卷、导向、传输、切割、辊压等功能的铺丝头将数根预浸丝束在柔性铺放压辊下集束成一条宽度可变的预浸窄带,且沿铺丝轨迹精确铺放并压实定型的复合材料自动化成型工艺技术[1]。该技术通过减小带宽以增加转向性能从而适应复杂零件的铺放,主要适用于成型尺寸较大、外形复杂的复合材料构件。通过该技术可以提高生产效率和零件质量,减少变化和不稳定性,降低劳动强度[2]。由于其优异的功能,自动铺丝技术已成为发达国家航空复合材料构件首选的先进制造技术[3]。
尽管自动铺丝具有许多优点,但其也有自身的局限性。铺放零件的复杂程度、铺放温度、铺放速度、铺放压力和纤维张力等工艺参数对铺放质量和铺放效率有很大的影响[4]。特别是双曲率复杂回转体,模具曲率的存在导致路径规划中纤维转向值低于一般材料的极限转向半径,甚至低于1 000 mm,使得铺放过程中,丝束出现大量的内侧纤维屈曲和气泡,外侧翻边等缺陷[5-6]。这些缺陷的存在会造成富脂或贫胶、厚度超差和强度降低等现象,降低零件的性能及质量。阻止大多数铺放缺陷形成的关键机制在于降低材料的极限转向半径,然而,材料适应的极限转向半径很大程度上取决于预浸料自身的层间黏结力、刚性以及铺放工艺参数。国内外对于自动铺丝工艺参数及粘性已开展过学术研究。李勇等[7]对NY9200GA环氧树脂体系预浸料自动铺放粘结性工艺特性进行了研究,探究了温度、压力、放置时间对粘结性的影响。马志涛等[4]以大曲率回转形零件为对象,研究了铺丝压辊性能和铺丝滚压力对丝束铺放的影响。黄新杰等[8-9]对NY9200GA材料的工艺参数对平面曲线半径的影响规律做了研究,且提出了一种铺放质量评价方法以表征工艺参数对铺放质量的影响。Nima等[5]采用了广泛的实验研究方法以及不同的工艺参数和转向半径对铺放转向过程中的缺陷形成过程进行了深入研究。Crossley等[10]研究了工艺参数、材料粘性以及褶皱缺陷之间的关系,发现提高温度、降低速率均可增加粘性,从而提高铺放质量。Zhang等[11]建立了模具表面自动铺丝的铺放适宜性准则,从而确定铺放过程中的铺带宽度。Zhao等[12]研究了工艺参数与缺陷的关系,并提出了一种铺放评判标准以满足圆锥体的铺放适宜性。虽然目前已对材料铺放适应性及铺放缺陷等进行过大量研究,但不同的材料所适应的极限转向半径不同。且国内外缺少面向双曲率带凹陷的复杂回转体的T700级碳纤维/双马树脂材料自动铺放性能以及材料性能对铺放质量影响的研究。同时受技术和设备的限制,大多数是以平板直线实验作为研究对象。虽然部分研究人员[13-14]开展过铺放工艺参数对转向半径影响的研究,但其仅基于预浸料与铝板间,而非预浸料铺层间。其对于双曲率的复杂回转制件的工程应用指导性不大。
本文以平板曲率实验和复杂回转体为基础进行材料铺放性能对比实验,并获得最佳T700级碳纤维/双马树脂材料。与此同时,开展材料工艺参数优化,研究其工艺参数(铺放温度T、铺放压力F、铺放速度v)在不同转向半径下对铺放质量的影响。并提出一种新的铺放质量评定方法——数学统计法,从而定量研究材料的层间黏结力及刚性对铺放质量的影响,获得适应复杂回转体的最佳铺放工艺参数和极限转向半径,为复杂回转体零件高质量、高效率制造提供理论依据。
1 实 验
1.1 实验材料及设备
自动铺丝材料采用单丝宽6.35 mm,单层厚0.125 mm以及含胶量33%的T700级碳纤维/双马来酰亚胺复合材料,背衬为塑料薄膜。用于材料对比实验的3种材料的成分一样,具体差异如下:
T700级碳纤维/双马树脂材料1:T700级碳纤维/双马来酰亚胺复合材料;T700级碳纤维/双马树脂材料2:改进T700级碳纤维/双马树脂材料1树脂配比工艺以提高其材料自身刚性而来;T700级碳纤维/双马树脂材料3:改进T700级碳纤维/双马树脂材料2树脂浸润度工艺以提高材料自身层间黏结力而来。
实验设备分为铺丝设备和性能测试设备。铺丝设备采用的是具有红外装置且被动送料的八丝六轴自动铺丝机,共分为铺丝头机构、原材料补给机构、模具支撑机构、运行导轨和控制系统等部分。性能测试设备分为T型剥离测试仪和悬垂测试设备。T型剥离测试仪采用的是英斯特朗3366拉力机(10 kN),数显游标卡尺(ZGLU0005),精度为0.000 1。 悬垂测试直接采用自动铺丝设备。
1.2 实验方法
1.2.1 性能测试实验
对3种T700级碳纤维/双马树脂材料进行悬垂测试及剥离强度测试。悬垂测试采用悬臂120 mm测试方法,共有8道出丝口,其中1~3道 为T700级碳纤维/双马树脂材料2,4~6道为T700级碳纤维/双马树脂材料1,7~8道为T700级碳纤维/双马树脂材料3。在测试温度20 ℃ 和测试湿度48 %的环境下,通过调整铺丝头位置与地面平行,并主动送出120 mm预浸料,静置1 min,测量其向下偏移距离或角度,以此来表征材料的刚性。
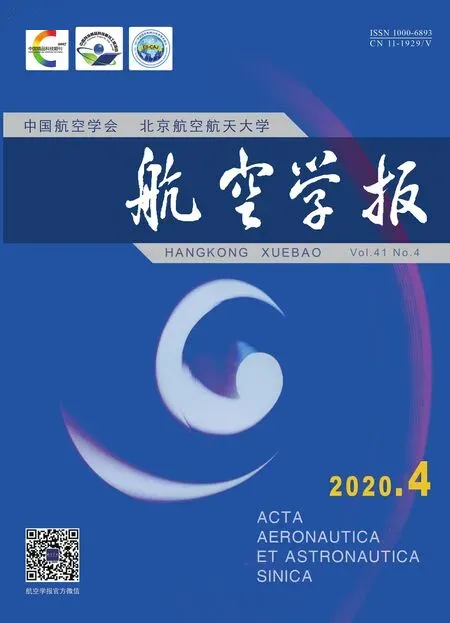
剥离强度是通过T型剥离实验在测试温度21.1 ℃、测试湿度50.3%、测试速度200 mm/min、最大位移限制500 mm下测试所得,以此表征材料的层间黏结力[15],测试方式如图1所示。
剥离强度公式为
(1)
式中:S为剥离强度,kN/m;f为剥离力,N;d为丝束宽度,mm。
1.2.2 平板曲率实验
在平板上进行材料对比和工艺优化2种实验。材料对比实验,为了满足大多数真实工装轨迹规划曲率2 000 mm,同时为了满足对复杂回转体90°典型轨迹的最小转向半径约900 mm(红色区域)的铺放,如图2所示。在测试温度20 ℃和测试湿度48%的环境下,在800 mm×800 mm的平板上进行铺放半径为800、1 000、1 200、1 500、2 000 、2 500 mm的平板曲率实验,通过铺放质量评定方法对比3种材料的铺放性能。

图1 T型剥离法

图2 复杂回转体90°典型轨迹
工艺优化实验,采用单一变量法研究不同工艺参数(铺放温度T、铺放速度v、铺放压力F)在不同转向半径下对铺放质量的影响。据研究表明铺放温度过高或过低均会导致铺放质量的下降,故实验铺放温度T选用20、40、60 ℃[9, 16]。而铺丝设备提供的最大铺放压力为800 N,实验铺放压力F则选用200、400、600、800 N。与此同时,根据文献[8]提供的T700级碳纤维双马来酰亚胺复合材料在20~60 mm/s的速度下铺放效果良好,铺放速度v选用16、32、48、64、80 mm/s。为了满足对复杂回转体90°典型轨迹的最小转向半径的铺放,工艺优化实验仅对转向半径为800、1 000、1 200 mm的铺放轨迹进行研究。
1.2.3 复杂回转体验证实验
在复杂回转体上进行材料和工艺验证实验。针对材料对比实验,采用统一变量法,在相同环境下,同时对3种材料进行90°的满铺覆实验,开展放置时长对铺放质量的影响研究,以及3种材料的铺放性能对比验证实验。针对工艺优化实验,采用平板曲率实验所得的最佳工艺参数基于复杂回转体进行90°满铺覆铺放质量验证实验,以验证平板曲率实验结果对于复杂回转体的铺放的适应性[12]。
1.3 铺放质量评定方法
为了直观、定量的表达各种材料的铺放性能和不同工艺的铺放质量,提出一种新的铺放质量评定方法,即数学统计法。实验存在3种缺陷:气泡、纤维屈曲和架桥,其中气泡缺陷通过统计不同转向半径上出现的气泡数量,作为表征材料间黏结牢固程度的方法之一。其中气泡个数根据Muhsan和Mehdi[17]采用的“纸胶带”加“人工”方法进行统计,先将纸胶带沿转向半径方向粘贴,再经过人工对贯穿半丝束宽的拱起的气泡进行标记计数,即对尺寸大于9×10-6m2的气泡进行了计数。架桥缺陷采用架桥率来表征,纤维屈曲缺陷采用纤维屈曲率来表征。架桥率和纤维屈曲率均是通过软尺进行测量后,再将其依据式(2) 的统计方法计算:
(2)
式中:P为架桥率(纤维屈曲率);Di为丝束第i个架桥(纤维屈曲)缺陷的长度,mm;n为丝束架桥(纤维屈曲)缺陷总数;L为铺放一层所用总长度,mm。
2 实验结果与分析
2.1 材料对比实验
2.1.1 悬垂实验
图3为悬臂120 mm的悬垂性测试实验,从图中可以看出:T700级碳纤维/双马树脂材料1顶端下垂30 mm,T700级碳纤维/双马树脂材料2和T700级碳纤维/双马树脂材料3顶端下垂一致,均为10 mm。向下悬垂幅度越大,材料刚性越差,进一步说明T700级碳纤维/双马树脂材料2由T700级碳纤维/双马树脂材料1提高刚性而来。
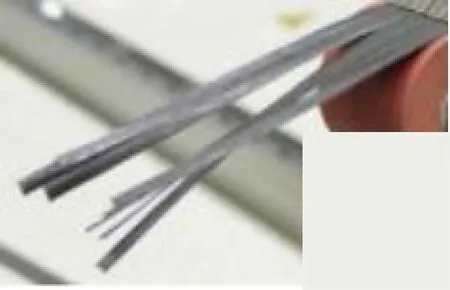
图3 悬垂测试
2.1.2 T型剥离实验
图4为同一工艺条件下3种材料的剥离强度大小关系图。从图中可以看出,T700级碳纤维/双马树脂材料3的剥离强度最大,T700级碳纤维/双马树脂材料1和T700级碳纤维/双马树脂材料2次之。剥离力的大小与材料的层间黏结力有关,剥离力越大,层间黏结力越大。而材料组成成分一致,则层间黏结力仅与材料制造工艺有关,进一步佐证T700级碳纤维/双马树脂材料3由T700级碳纤维/双马树脂材料2提高层间黏结力而来。
图5为不同铺放温度下3种材料的剥离强度。从图中可以看出,T700级碳纤维/双马树脂材料3的在不同温度下的剥离强度均远大于另外两种材料,即黏性最强。且随着温度的升高,剥离强度呈先上升后下降的趋势,故温度铺放工艺参数范围选取在40 ℃左右最佳。
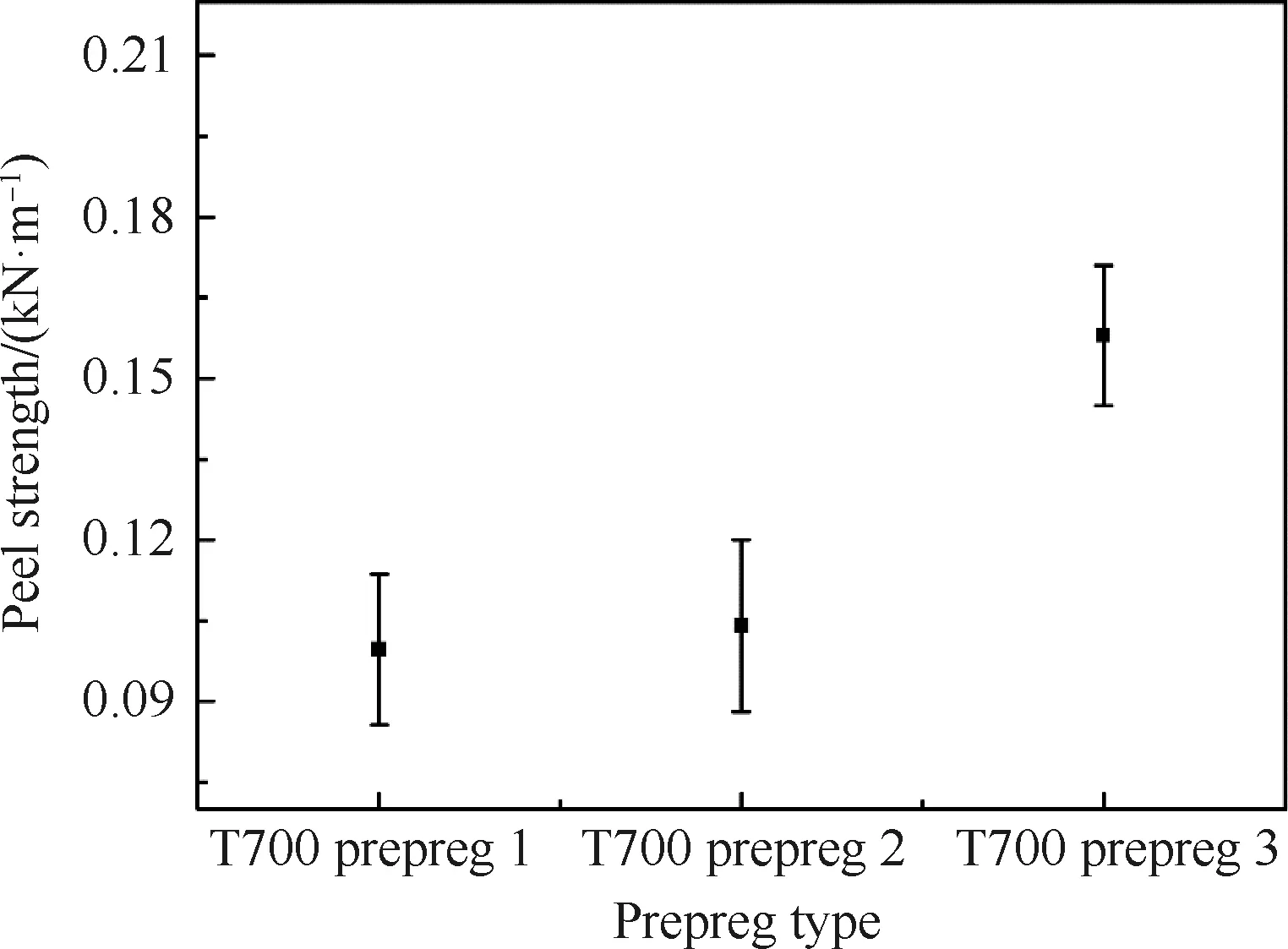
图4 3种T700级碳纤维/双马树脂材料剥离强度

图5 3种T700级碳纤维/双马树脂材料在不同温度下的剥离强度
2.1.3 平板曲率实验
图6为3种材料的纤维屈曲率随转向半径的变化曲线。当转向载荷>临界载荷时,纤维发生屈曲。由文献[17]提出的转向载荷式(3)可知,材料和工艺参数一定,即α、h、b、E一定,转向半径越大,转向载荷越小。当转向载荷<临界载荷时,缺陷消失。而临界屈曲载荷由材料本身决定。故如图6所示,对于同一材料而言,随着转向半径的增加,其纤维屈曲率减少。
(3)
式中:Pm为施加在纤维边缘的最大压缩载荷;R为转向半径;b和h分别为纤维丝束的宽度和厚度;E为纤维丝束的杨氏模量;α为分布因子。
对于不同材料而言,在同一转向半径下,T700级碳纤维/双马树脂材料2的纤维屈曲率低于T700级碳纤维/双马树脂材料1,其主要与材料的杨氏模量有关,而杨氏模量与刚性成正比,刚性越好,杨氏模量越高,转向载荷越大,纤维屈曲缺陷越不容易产生。通常使用转向载荷和临界载荷来定义极限转向半径。从图6中可以看出,T700级碳纤维/双马树脂材料1和T700级碳纤维/双马树脂材料2的极限转向半径均为2 500 mm,说明适当的增加刚性对材料铺放性能有所改善但影响甚微。而T700级碳纤维/双马树脂材料3的极限转向半径降至1 500 mm,这是由于T700级碳纤维/双马树脂材料3的层间黏结力最大,在纤维转向中,释放载荷后,能够抵抗树脂收缩而带来的纤维屈曲缺陷,限制纤维收缩变形,故纤维屈曲率急速下降,极限转向半径急速下降[5]。
图7为3种材料的气泡数量随转向半径的变化。由于受纤维屈曲影响,对于转向半径低于1 500 mm 以下的气泡缺陷数量不进行统计。从图7中可以看出,对于同一材料而言,随着转向半径的增加其气泡数量呈下降的趋势。其中气泡缺陷是指在一组给定的工艺参数下,曲率铺放时,受压一侧纤维为释放过多的压缩载荷,减小过多的储存内能,而在丝束内侧形成的一个由多余材料构成的未粘附在底层衬底材料上的拱形缺陷[6, 18],且该缺陷可以通过预压抽真空或热封压进行消除[14]。而随着转向半径的增大,材料靠近曲率中心一侧的压缩载荷减小,导致气泡数量减少。对于不同材料而言,T700级碳纤维/双马树脂材料3的气泡数量远小于T700级碳纤维/双马树脂材料1和T700级碳纤维/双马树脂材料2,这与材料自身的层间黏结力有关,层间黏结力越大,在同一转向半径下,可承载的压缩载荷越多。
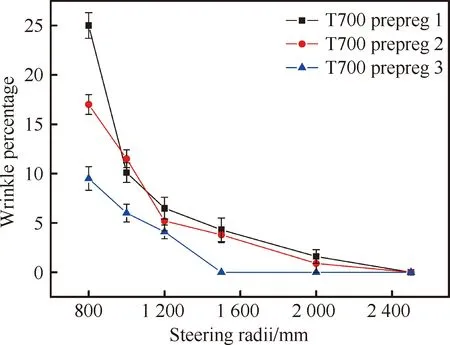
图6 3种T700级碳纤维/双马树脂材料的纤维屈曲率随转向半径的变化
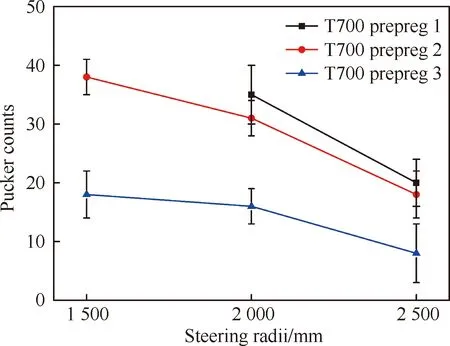
图7 3种T700级碳纤维/双马树脂材料的气泡数量随转向半径的变化
2.1.4 复杂回转体验证实验
图8为材料的架桥率随静置时长的变化曲线。架桥是由于在曲率铺放时,远离曲率中心一侧的纤维受拉,难以完全粘附在模具凹面上、R角或斜面上,导致受拉一侧纤维在凹形曲率表面与丝束之间形成翻边而非拱起的间隙[6]。如图9真实铺放的局部架桥示意图,其中红色部分为严重架桥区域。材料抵抗架桥缺陷出现的时长越长,下一层的铺放质量和铺放效率越高,且铺放操作难度越小[19]。如图8所示,对于同一材料而言,随着静置时长增加,架桥比率呈线性上升趋势。这是由于材料表面的黏结力随着时间的推移会发生相应的变化,一方面预浸料内的树脂含有固化剂,会随时间的延长而发生交联,导致预浸料表层树脂逐渐变干,树脂流动性降低,难以浸润预浸料间的界面,预浸料层间的贴合程度降低,黏结性下降;另一方面,预浸料置于室温条件下,碳纤维表面的极性基团易与水分子形成氢键,导致水分子很容易聚集在聚合物/纤维界面,引起界面脱粘,从而降低预浸料层间黏结性[16]。故在室温下存放的时间越长,预浸料层间黏结性越小,当层间黏结力小于纤维在转向半径方向的拉应力时,材料架桥增加。对于不同材料而言,T700级碳纤维/双马树脂材料3的架桥率小于T700级碳纤维/双马树脂材料2和T700级碳纤维/双马树脂材料1,即T700级碳纤维/双马树脂材料3具有更长的静置时长,这是由于材料3的层间黏结力更大,可承载更大的拉应力,故T700级碳纤维/双马树脂材料3在保证铺放的情况下具有更长的静置时长,更有利于铺放成型,提高生产效率。
图10为3种材料在复杂回转体上的纤维屈曲率的变化。从图中可以看出,对于复杂回转体的铺放,T700级碳纤维/双马树脂材料3产生的纤维屈曲缺陷最少,这与材料自身的刚性和层间黏结力有关。因此,在相同条件下,T700级碳纤维/双马树脂材料3的铺放缺陷更少,可静置时长更长,且具有更小转向半径,极限转向半径低至1 500 mm。 一方面更符合铺放复杂回转体90°典型轨迹极小转向半径的条件,提高设计灵活性;另一方面,对于后续铺层的铺放质量、铺放效率的提高以及操作难度的降低起到了积极作用。故选用T700级碳纤维/双马树脂材料3作为铺放材料,并对其进行工艺参数研究,获得铺放复杂回转体的最优工艺条件。
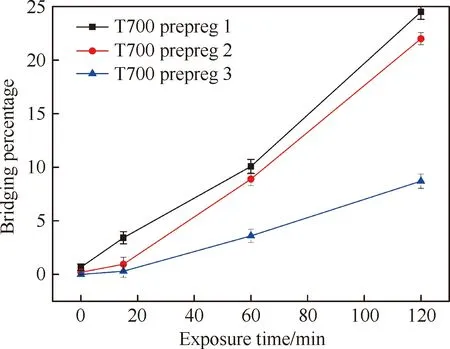
图8 3种T700级碳纤维/双马树脂材料的架桥比率随静置时长的变化

图9 复杂回转体局部架桥
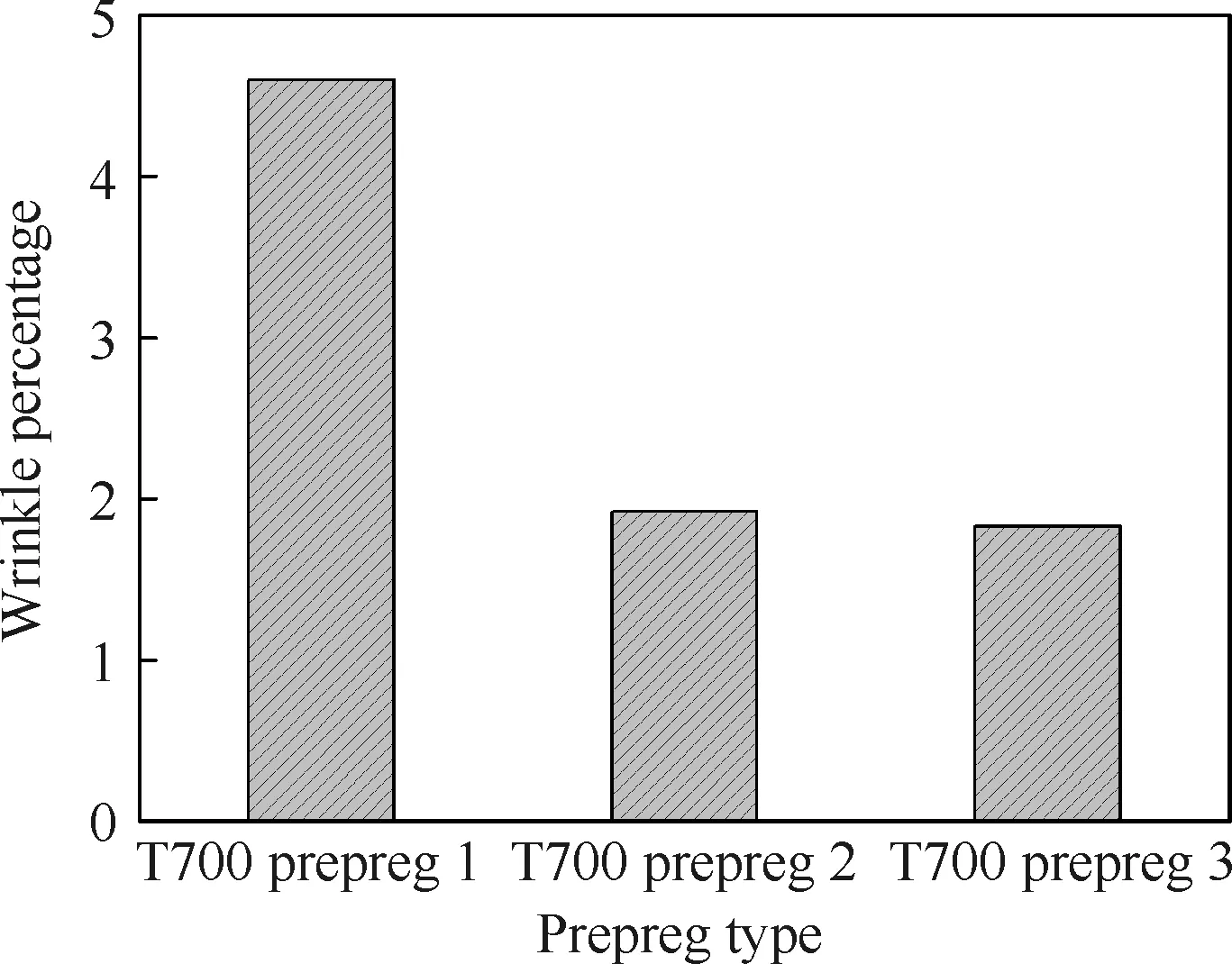
图10 3种T700级碳纤维/双马树脂材料在复杂回转体上的纤维屈曲率
2.2 工艺参数优化
为了满足对复杂回转体90°典型轨迹的最小转向半径的铺放,工艺参数优化实验仅对转向半径800 mm、1 000 mm和1 200 mm进行了研究。根据文献[20]指出:丝束转向半径高于极限转向半径时,影响铺放质量的主要因素为气泡缺陷;低于极限转向半径,影响铺放质量的主要缺陷是纤维屈曲缺陷。而材料对比实验表明,材料3的极限转向为1 500 mm,故工艺参数优化实验的铺放质量采用纤维屈曲率判定。
2.2.1 铺放温度对铺放质量的影响
图11为T700级碳纤维/双马树脂材料3在不同转向半径R下随不同铺放温度的纤维屈曲率变化曲线图。温度不仅会改变材料的黏性,同时还会影响材料的刚性与铺覆性[21],室温不加热,(20 ℃)时纤维屈曲率高,其原因是低温时树脂流动性差,材料黏性差,树脂的低黏度会使纤维偏离规定的曲线路径并导致树脂和纤维的剪切,从而导致丝束在转向铺放时缺陷占比较多[22]。随着铺放温度的升高,树脂的黏性有所改善,在压辊作用下,有利于树脂沿预浸料横向流动,使得纤维更好地固定于模具表面,限制纤维收缩变形,纤维屈曲率减小。随着温度持续上升,树脂的失效形式发生转变导致黏性断崖式下降,导致纤维屈曲率上升[23]。
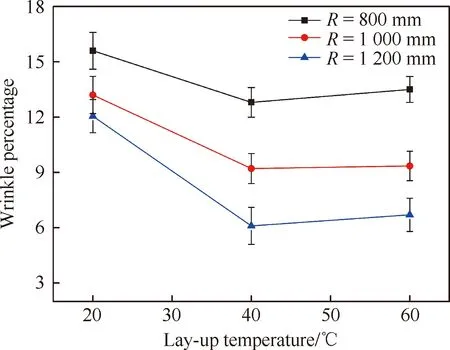
图11 不同转向半径下纤维屈曲率随铺放温度的变化
2.2.2 铺放压力对铺放质量的影响
图12为不同转向半径在不同铺放压力下的纤维屈曲率变化曲线图。随着铺放压力的增加,纤维屈曲率呈下降的趋势。主要因素在于低压实力难以提供层间贴合压紧所需的浸润接触,导致纤维偏移转向而带来的屈曲。随着压力的不断增大,树脂浸润铺层,材料的黏性增加,预浸料之间的贴合能力增强,纤维屈曲率减少。当铺放压力超过600 N时,其纤维屈曲缺陷变化不明显。
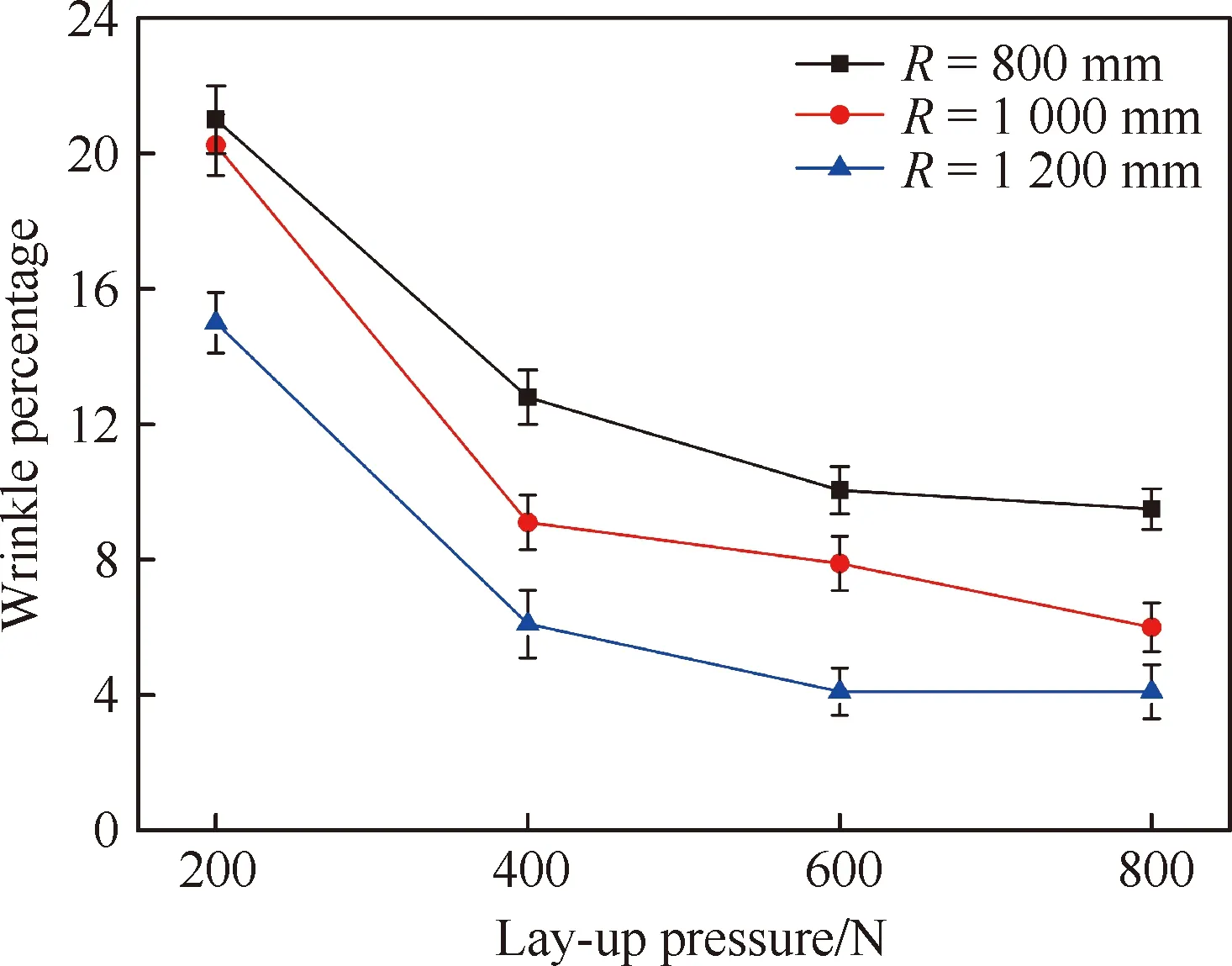
图12 不同转向半径下纤维屈曲率随铺放压力的变化
2.2.3 铺放速度对铺放质量的影响
图13为不同转向半径在不同铺放速度下的纤维屈曲率变化曲线图。从图中可以看出,随着铺放速度的降低,纤维屈曲率降低。当v<32 mm/s时,纤维屈曲率降至零。其原因是铺放速度越快,其响应铺放过程的时间越少,载荷作用时间越短,根据文献[24]并结合文献[25]提出的树脂流动公式与“树脂岛”扩散模型推导出自动铺放工艺下,树脂面积变化率及其影响因素关系为
(4)
式中:A(t)为树脂贴片在t时刻的面积;A(0)和H(0)为树脂贴片在0时刻的几何形状;μ为树脂牛顿黏度;Fa为施加在树脂贴片上的应力。明显可见,载荷作用的时间影响贴合质量,载荷时间越短,树脂扩散不充分,铺放质量下降。且如图13所示,v=32 mm/s时T700级碳纤维/双马树脂材料3的极限转向半径为1 200 mm,v=16 mm/s时极限转向半径降为1 000 mm,接近复杂回转体最小转向半径。
2.2.4 复杂回转体验证实验
通过在平板上的工艺参数研究可以发现,铺放压力和铺放温度的改变对纤维屈曲缺陷有所改善,但结合工程应用,其调整范围窄,纤维屈曲缺陷变化不明显,且该缺陷的存在会降低零件的力学性能,工程上绝不允许。同时,在上述实验中的极限转向半径大于1 500 mm,无法满足复杂回转体90°典型轨迹的最小转向半径900 mm[26]。再结合零件铺放效率,复杂回转体上仅进行铺放速度对铺放质量的研究与验证。为了减少架桥缺陷对铺放成型、铺放效率的影响,提出架桥出现时间以此研究两层之间的最佳铺放间隔时长。架桥出现时间指铺放完成到首次出现架桥缺陷的时间间隔。如图14所示,架桥出现时间随着铺放速度增加而减小,最长时间间隔为铺后2 h,其原因是铺放速度越快,响应铺放过程的时间越少,纤维间无法得到完全浸润,黏性降低,缺陷增加;另一方面,速度越快,载荷作用时间越短,缺陷产生的概率越大。经90°满铺覆验证,如图15所示,铺放速度小于32 mm/s时无纤维屈曲缺陷产生,与平板实验基本一致。
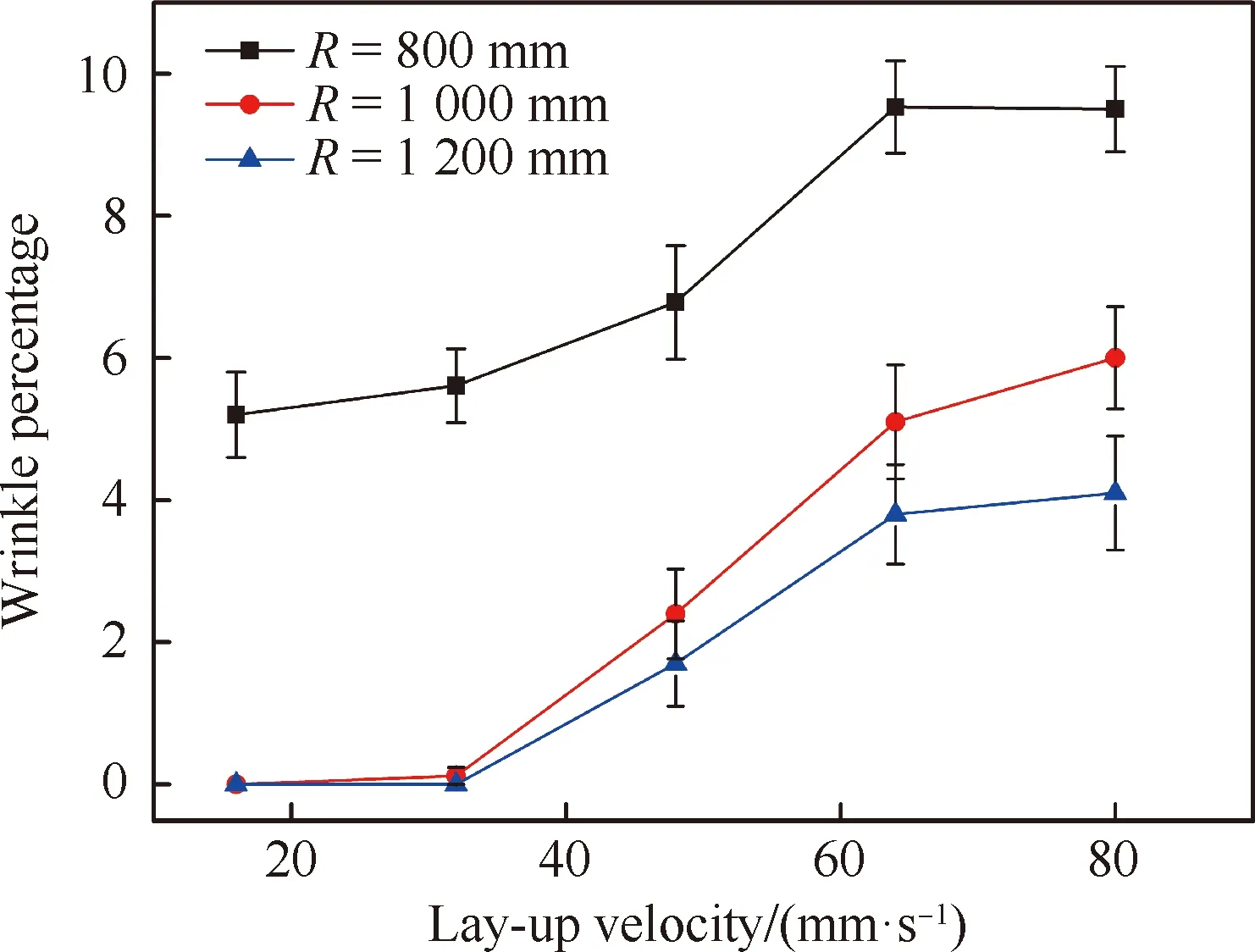
图13 不同转向半径下纤维屈曲率随铺放速度的变化
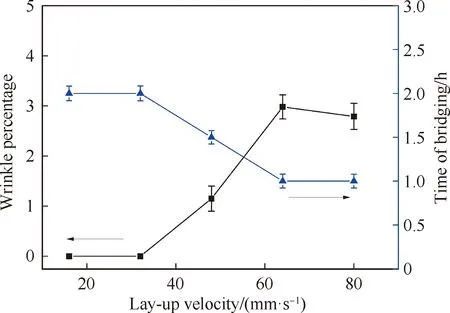
图14 不同铺放速度下的屈曲率和架桥出现时间
图15 铺放效果
3 结 论
1) 材料的铺放质量与材料自身的刚性和层间黏结力有关。在一定范围内,适当提高材料的刚性和层间黏结力,可以提高材料的铺放质量,其中层间黏结力对改善铺放效果的影响更为显著。并确定T700级碳纤维/双马树脂材料3作为复杂回转体的铺放材料。
2) 通过平板曲率工艺优化实验研究表明,材料的铺放质量与工艺参数有关。通过优化铺放工艺参数,可以提高材料的铺放质量,降低极限转向半径。且在铺放工艺为F=800 N、T=40 ℃、v=16 mm/s的情况下,铺放适宜的极限转向半径降至1 000 mm,从而放宽轨迹设计的要求,提高材料的设计性。
3) 通过复杂回转体工艺验证实验发现,最佳铺放工艺参数为F=800 N、T=40 ℃、v=32 mm/s,且在2 h内进行下层铺放,以此提高铺放质量及铺放效率,解决工程化应用问题。