米轨车辆车钩鞍座磨损原因分析及解决措施
2020-06-04林红王树才翟玉祥
林红 王树才 翟玉祥

摘 要:主要介绍了米轨客车AAR H型车钩鞍座磨损的现状、原因分析、风险分析及解决措施。阐述了H型密接式车钩在运行中的磨耗现状,并从线路和结构两方面分析原因,提出现车措施和修理措施,售后效果良好。
关键词:米轨车辆;车钩;结构分析;风险评估
1 前言
铁路车辆根据其运行环境、线路条件、应用经验等综合考虑车端结构的设计。对于某些国外铁路线路状况不佳的情况,车间车钩缓冲装置的研制和应用显得尤为重要。
车钩缓冲装置是具有使车辆相互连接、牵引及缓和列车运行中冲击力等作用性能的装置。本项目采用AAR H型密接式车钩缓冲装置,具有连挂间隙小、综合性能优良等特点,可以满足客车高安全性和高舒适性运行的牵引需要[1]。由于国外的铁路线路状况参差不齐,特别是线路曲折,基础设施相对落后,车辆在当地实际运行过程中,发现H型车钩鞍座和托梁磨耗严重问题。
2 现状描述
AAR H型车钩在运行约8万km 左右后,发现机车与客车连接面处托梁内个别部位磨耗较严重,限位装置有的已磨穿,个别鞍座限位已失效。鞍座压板(扇形铁)端面与鞍座端面下部磨耗较严重,当鞍座压板端面磨耗严重时,鞍座便失去限位,形成与车钩同时浮沉的状态。
3 原因分析
3.1 线路因素
列车运行线路中存在众多小曲线,车钩摆动频繁,且恶劣工况下车钩左右摆动以及持续垂向振动幅度过大。在列车启动、加(减)速、制动等工况下,车辆间产生一定程度的纵向冲击,此时因机车和客车重心有高度差,且两车的重量相差较大,进一步加剧机车及客车间的点头振动。上述因素直接导致机车与客车连接面处的车钩垂向振动频率加大,频繁压缩和释放位于车钩托梁上的鞍座,在鞍座的限位压板与鞍座端面間产生磨耗。客车与客车之间,同时存在一定纵向冲动,因重量、重心高度基本一致,形成相对点头振动的频率要小得多,故客车与客车间托梁的磨耗程度较轻。
3.2 结构分析
车钩托梁本体与鞍座间设有磨耗板(图1),磨耗板定位能力良好,使鞍座限位板与鞍座端面不会形成大面积接触,难以导致鞍座限位板的磨穿现象。
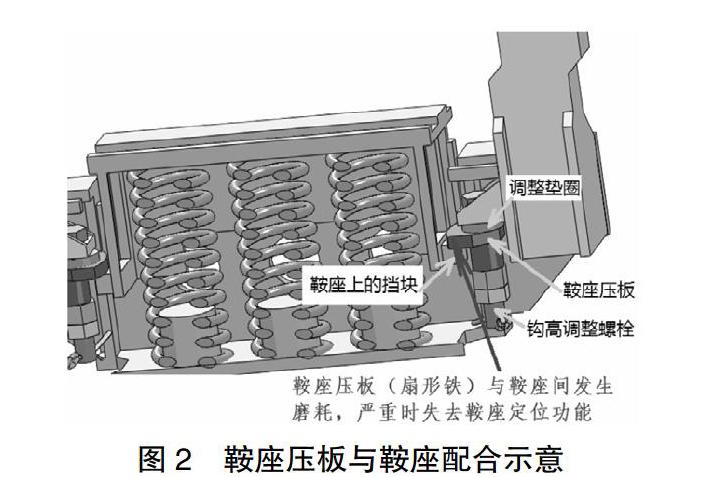
当位于线路条件差,轨道存在较大高度差时,鞍座与托梁本体间的8对磨耗板磨耗达到极限,配合间隙显著增大,托梁定位变差向一侧偏移,导致鞍座压板与鞍座间的接触面积增大,产生较快速的磨耗。如图2所示。
由上述分析可见,鞍座压板与鞍座间的磨耗主要是受外部因素影响,同时自身耐磨性也存在不足现象。总体看,机车与客车间重心高度和重量存在差别,导致机车和客车连接面处车钩形成频繁点头振动是导致快速磨耗的主要原因。客车与客车连接面因重心和重量一致性好,则不易形成快速磨耗。
4 风险评估
鞍座压板的作用是对鞍座形成垂向限位,以保证车钩具有一定的车钩高度,方便连挂和运行中不致使钩高差太大。对于普通车钩是至关重要的。但是,对于H型车钩,因其为密接式结构,车钩连挂后,两车钩的对中凸凹锥牢牢套接在一起,两车钩形成类似刚性杆的整体结构,两车钩间不存在相对垂向位移。H型车钩连挂后,托梁就失去了原有的作用,理论上是可以拆除的,仅在车钩分解后才再次起到托举车钩的功能。
4.1 运行风险评估
当鞍座压板磨耗严重,导致鞍座定位失效后,鞍座下部的弹簧将鞍座顶起,但受到车钩的约束,其上升幅度是十分有限的。鞍座与托梁间结构有50mm的搭接量,鞍座压板失效后,该搭接量一定程度上减少,但仍被牢牢限制在托梁内,不会发生掉落。此外,列车运行中,因车钩始终处于连挂状态,故鞍座始终被限制在托梁内跟随车钩作垂向运动,无脱落至轨道的可能性,因此不会影响列车的正常安全运行。
4.2 解编后风险评估
车钩解编后,鞍座压板失效后,根据托梁弹簧设计参数可计算出车钩有约20~30mm左右的浮起,由于车钩设有凸、凹锥,该钩高差完全不影响车钩的连挂功能,因此,鞍座失效后,也不会影响到车钩的正常解编与再次连挂。
综上分析可知,鞍座定位失效并不影响列车的安全运行和机车车辆的正常运用。
5 解决措施
根据前述风险评估知,鞍座限位功能失效后,不会影响到列车的安全运行和正常解编与再次连挂。故解决磨耗问题采取现车措施和修理措施两种模式。
5.1 现车措施
对失效的鞍座压板可在列车进库时(运行途中不需处理)采取更换鞍座压板的临时措施。辅修或拆检时再对鞍座实施补焊、更换磨耗板等恢复原型措施。
5.2 修理措施
由于磨耗板存在磨耗速度较快的问题,为此,段修或大修时建议采取增强定位能力的措施。
在托梁内部增加如图3所示的定位装置,确保鞍座的垂向定位。定位装置内设有一对高硬度耐磨衬套组合,使鞍座仅垂向运动,横向移动空间大幅缩小(仅少量装配间隙)。衬套磨耗到限后可快速更换。此外,衬套采用高硬度耐磨材料,预计可使用一个段修期,可有效减少日常运用中因磨耗导致的故障。
导向装置为附件形式,完全能适应现场安装。安装步骤:
(1)利用托梁内既有的弹簧定位套,将导向装置底部管体直接插入定位套内,有效定位后将导向装置与弹簧定位套接合面间采用焊接焊牢。
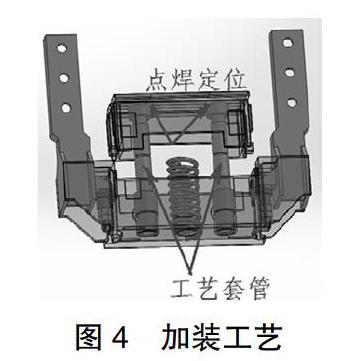
(2)制作专用工艺套管(衬套高度以方便点焊鞍座内的定位套为原则),插入定位装置的下导向衬套内(第(1)步已焊牢固),然后将导向装置的上导向衬套与工艺套管相配合。图4加装工艺。
(3)两侧的定位装置均按第(2)步的方法定位后,将定位装置的上部导向体与鞍座点焊定位后可拆除定位套后,将鞍座移至地面焊牢。
通过以上方法焊牢的鞍座与托梁可有效保证能够顺利装配。
6 总结
AAR H型车钩鞍座和托梁磨耗严重,由于线路原因和耐磨性不足的共同原因下,导致鞍座脱出、与机车连挂的车钩呈明显“抬头”状态。优化结构在托梁内部增加定位装置,确保鞍座的垂向定位。定位装置内设有一对高硬度耐磨衬套组合,使鞍座仅能垂向运动,横向移动空间被大幅缩小。经售后人员及国外运行铁路方面反馈,按照上述处置措施执行之后,收到的效果良好。
参考文献:
[1]郭守相.出口缅甸机车车钩选型与技术参数研究[J].铁路机车与动车,2016,507(05):10-13.
