某型号轻型客车挂挡困难原因分析与改进
2020-06-03林华山
林华山


摘 要:为解决某上市车型售后市场反馈换挡困难问题,对售后故障件数据分析,得到主要影响因素有离合器、换挡操纵机构及离合总泵。通过对售后故障件的检测,确定故障原因并提出改进措施,改良装配工艺、优化从动盘材料、增加散热槽数目、改良花键毂倒角及表面处理提升了离合器换挡稳定性;优化焊接工艺保证了换挡操纵机构的可靠性;改良清洁及装配工艺及运输方法解决了离合总泵漏油问题,最终解决了换挡困难问题。
关键词:换挡困难;离合器;操纵机构;离合总泵
中图分类号:U467 文献标识码:A 文章编号:1671-7988(2020)09-84-04
A Type of Diesel Engine Oil Separation System Optimization
Lin Huashan
(Xiamen King Long United Automotive Industry Co, Ltd., Fujian Xiamen 361021)
Abstract: In order to solve the difficult gearshift problem which is the feedback from the after-sales market, the invalid parts data has been analysised, which shows that the main influencing factors are clutch, gearshift control mechanism and clutch master cylinder. According to the test results of the invalid parts, the causes and improvement measures are proposed. The shift stability of the clutch had been improved according to optimizing the assembly process, the driven plate material, the spline hub chamfering and surface treatment, increasing the number of heat sink. welding technology optimization ensures the reliability of shift control mechanism. Improved assembly process and transportation method solved the oil leakage of clutch master cylinder. The difficult gearshift problem was solved.
Keywords: Difficult gearshift; Clutch; Gearshift control mechanism; Clutch master cylinder
CLC NO.: U467 Document Code: A Article ID: 1671-7988(2020)09-84-04
引言
售后市場反馈某型号轻型客车存在挂挡困难的情况,其主要故障现象为:热车挂挡困难(早晚高峰期、等红绿灯时尤其明显);低速挡(1、2挡)挂挡困难。通过对以上售后问题的维修记录进行统计分析,对离合器、操纵机构、离合总泵这三个部件进行故障检测、分析故障原因,并完成设计及加工工艺改进,最终解决售后市场中挂挡困难问题。
1 原因分析
该公司售后对2017年7月至10月之间存在挂挡困难的整车进行了统计。发现其主要故障现象为:热车挂挡困难(早晚高峰期、等红绿灯时油漆明显);低速挡(1、2挡)挂挡困难,故障发生的行驶里程基本在5-10km。
根据2017年对7月、8月、9月、10月四个月中与挂档有关的所有索赔与维修记录进行统计分析,结果如表1故障件统计表所示。从表1可知,问题主要集中在离合器、操纵机构、离合总泵这三个部件,三者占索赔数据的97.15%。故需要针对以上三个部件进行检测及故障原因排查,以便确定整改措施。
2 离合器故障原因分析及改进措施
汽车离合器的主要功能是切断和实现对传动系的动力传递,以保证汽车起步时将发动机与传动系平顺结合,确保汽车平稳起步,换挡时将发动机与传动系分离,减少变速器中换挡齿轮中间的冲击,便于换挡,工作中承受较大的动载荷时,能限制传动系所承受的最大转矩,防止传动系各零件因过载而损坏,进行过载保护,同时工作过程中需要降低传动系统的震动和噪声[1,2]。离合器结构如图1离合器工作原理图所示。其中离合器主要由摩擦片、压盘及壳体、膜片弹簧组成,离合器踏板及连接杆件主要为其操纵装置。当驾驶员踩下离合器踏板时,连接杆件推动止推轴承将膜片弹簧指端压下,膜片弹簧末端带动压板离开摩擦片,则动力传输中断。
2.1 原因分析
对存在换挡困难的离合器总成进行检测,发现主要为压盘升程和摩擦片倾斜量超差。
压盘升程是指离合器从完全接合到彻底分离的过程中,压盘平面上各点位移的最小值[3,4],該值过小将导致离合器分离不彻底,故挂挡困难。压盘升程按新件要求判定(≥1.7mm)——QCT25-2004(汽车干摩擦式离合器总成技术条件)中对离合器盖耐久试验要求:压盘升程不小于初始值的90%(即使用后压盘升程≥1.53mm,视为合格),而故障件测试结果小于该值。
离器摩擦片倾斜量要求≤0.20mm,倾斜量的检测:在摩擦面取3个点,根据三个点的高低差确定倾斜量所测摩擦盘存在表面磕碰、烧蚀及倾斜量过大的情况,另外摩擦面的外观质量情况对的倾斜量影响很大,如锈蚀、碰损、烧蚀等,倾斜量超差的主要故障表现为离合器发抖,即挂挡困难,连接不稳定。
根据故障件测试结果可知,离合器故障主要为压盘升程过小及倾斜量过大。
2.2 改进措施
压盘升程过小及倾斜量过大其主要原因为装配工艺问题,离合器装配时压盘与离合器壳之间的锁紧螺栓未按照对角线锁紧,改进方案为加强装配操作培训,同时增加抽检比例。
除此之外,离合器从动盘也进行了设计优化。
离合器从动盘材料由8805变更为F810,标识由B-8805变为valeo。具体如图2从动盘材料变更图所示。
从动盘花键毂倒角由倒直角变为倒圆角(压盘侧),在装配一轴时减小碰伤风险,花键在一轴上滑动更顺畅,圆角的排屑功能优于直角;表面处理由抛丸变更为镀镍(外观上颜色由黑色变为金属亮),从而增加表面硬度,减小碰伤风险,表面形成保护膜,避免花键毂生锈。具体如图3从动盘优花键毂优化设计图。同时从动盘散热槽数量由16槽变更为24槽,增加散热,降低从动盘粘连的风险,且可以增加从动盘的排屑功能。
对改进后的离合器售后市场进行追踪,其换挡困难的故障率明显降低。
3 换挡操纵机构的故障原因及改进措施
换挡操纵机构的作用是保证驾驶员能准确、可靠地使变速器挂入所需要的挡位工作,并可随时使之退入空挡,主要由变速操纵杆、弹簧、底座、换挡轴等组成[5]。该轻客车售后反馈其换挡操纵机构故障主要为换变速操纵杆弹簧断裂及II轴换档机构开焊。
3.1 原因分析
3.1.1 变速操纵杆弹簧断裂原因
对变速操纵杆弹簧断面进行外观检查,如图4变速操纵杆弹簧断裂示意图所示,弹簧直径的一半呈黑色现像,另半边呈浅灰色现象,而正常断面的整面都呈浅灰色。抽取5个故障件进行硬度测试(HRC),测试结果如表2故障件硬度测试数据所示,合格件硬度标准为HRC38-40。
通过弹簧不良件断面外观呈黑色现像及硬度测试结果分析,判定弹簧因硬度偏高造成弹簧断裂;造成弹簧硬度偏高的原因是弹簧热处理时受热不均匀导致。
3.1.2 II轴换档机构开焊原因分析
故障件如图5II轴换档片开焊,松动示意图所示。解剖检测发现焊接位置换档片支架在焊接时完全没有与焊接点相熔合,如图6故障件解剖图所示。其原因是在焊接时,焊接迅速过快造成换档片支架焊接点没有熔合现像的发生。
综上所述,换挡操作机构中弹簧断裂及焊接缺陷造成造成换挡片无法工作,会直接造成无法换挡或挂挡困难。
3.2 改进措施
3.2.1 变速操纵杆弹簧改进措施
弹簧的热处理方式是将弹簧用铁线将弹簧穿在一起后放入热处理炉内淬火6小时后,回火3小时/2次后取出。改进方案为将热处理方式改成网格传送带的热处理方式,该方法可以使零件热处理更均匀,改进前后的热处理方式如图弹簧热处理示意图7弹簧热处理改进前后示意图所示。对网格传送带的热处理方式100PCS弹簧硬度进行检测,未发现硬度超标现象。
3.2.2 II轴换档机构改进措施
改进方案为焊接生产时,对焊接的时间控制在15-20秒以内,焊接完成用橡胶锤敲击换档片是否有松动现像。若有此现象发生,对焊接部位焊补处理。对改进件进行测试,焊接机的电压处于20-22V,电流处于50-52A的电流,焊接的时间控制在15-20秒以内,做拉力测试,当拉力达到24876.539 N时未出现拉裂现像。
4 离合总泵故障原因分析及改进措施
驾车者踩下离合器踏板时,推杆推动总泵活塞使油压增高,通过软管进入分泵,迫使分泵拉杆推动分离叉,将分离轴承推向前;当驾车者松开离合器踏板时,液压解除,分离叉在回位弹簧作用下逐渐退回原位,离合器又处在接合状态[6]。
4.1 离合总泵故障原因分析
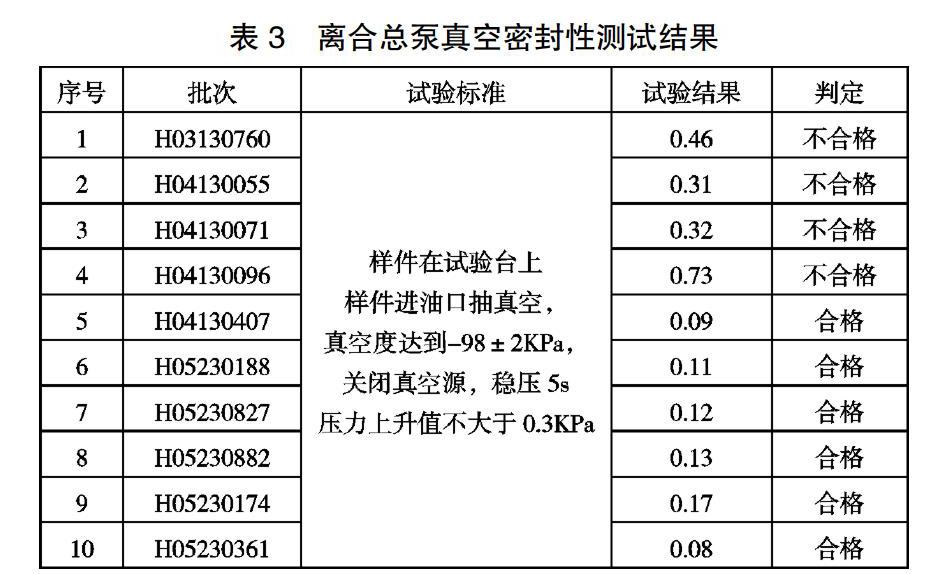
售后市场反馈离合总泵其故障形式主要为漏油,该故障现象导致换挡时,无法建立足够的油压,从而无法换挡或换挡困难,故对返回的故障件进行了真空密封性试验,参照QC/T311-2008行业标准,测试数据如表3离合总泵真空密封性测试结果所示。测试结果显示4个故障件数值超出试验标准,其余6件曲线实验合格,真空密封泄漏量在0.09-0.13KPa,将实验合格的旧件继续模拟液压实验3万次后缸口出现漏油,与实际发生故障一致,表明测试合格的6个零件也无法满足密封的耐久性需求。
对以上10个故障件进行进一步的拆解测试。测试结果如表4离合总泵关键部件检测数据所示。测量结果表明,故障件中2件皮碗可见明显翻边、2件可见明显铝屑、4件粗糙度超出图纸范围、2件活塞外圆有明显磕碰划伤
4.2 离合总泵改进措施
副皮碗密封处存有铝屑,造成皮碗与缸体密封不良,厂商离合总泵缸体清洗设备缺陷,无法清洗缸体凹槽密封处残存的加工铝屑,致使使用一段时间后,皮碗损伤,出现渗油。更改为用电动机连接毛刷旋转清洗,可以对缸体内部凹槽位置全方位清洗。
副皮碗出现翻边,人工装配一致性差。导向套锁紧后皮碗变形造成个别装配后造成翻边,皮碗装配更改为全自动设备装配,保证其裝配一致性的可靠。
活塞可见明显磕碰、划伤,活塞包装缺陷,在运输时活塞外圆之间存在碰撞,造成活塞碰伤,致使使用后出现漏油。在运输包装上活塞的盛放容器更改为吸塑板,吸塑板上有凹槽码放后活塞外径之间处于隔离状态,避免在运输时活塞外径之间碰撞。
光洁度超出要求范围,图纸要求粗糙度0.4,实测0.6-1.6,调整过程中试磨件未做报废处理造成试磨件与正常产品混装,并且在最终检验时未筛选干净,造成个别活塞粗糙度超出范围,在活塞外圆磨工装调整阶段,首件检测合格前的试磨活塞报废处理。同时增加活塞表面硬质阳极化后外圆抛光处理。
5 结论
综上所述,得到以下结论:
(1)改良装配工艺、优化从动盘材料、增加散热槽数目、改良花键毂倒角及表面处理提升了离合器换挡稳定性;
(2)优化热处理及焊接工艺保证了换挡操纵机构的可靠性;
(3)改良清洗、装配工艺及运输方法解决了离合总泵漏油问题。
参考文献
[1] 涂安全,罗贤虎,李星等.自动挡汽车换挡质量评价系统研究[J].中国测试,2017,43(11):124-128.
[2] 蒋运劲,唐作厚.汽车底盘构造与维修[M].北京理工大学出版社, 2013:80-85.
[3] 余志生.汽车理论[M].北京:机械工业出版社,2007:112-118.
[4] 岳丽姣,司志明,陈健.某轻型客车换挡力偏大原因分析与改进[J].合肥工业大学学报(自然科学版),2013,35(11):1465-1468.
[5] 李元胜.浅谈手动变速器的常见故障及排除方法[J].内燃机与配件,2017,24:95-96.
[6] 陈家瑞.汽车构造[M].第4版.北京:人民交通出版社,2002:46-75.
