中小型服装企业流水线改良及运用
2020-06-02张阳阳
张阳阳,陈 娟,刘 繁
(江西服装学院,江西 南昌330201)
随着市场经济全球一体化的发展趋势,服装企业增强核心竞争力及企业转型升级迫在眉睫,然而我国纺织服装制造企业加工技术整体水平不高、管理方法粗放等现实问题突出,加上近年来国内通胀形势下人工费、材料费等成本不断上涨,企业的外在风险、内在压力颇大[1-2]。本文就中小型服装企业缝制流水线中普遍存在的问题进行了分析,通过新建IE部门、注重生产前筹备和改良瓶颈工序来优化流水线,为服装企业流水线编制设计、规范化生产、提升产品质量等提供一些参考借鉴。
1 中小型服装企业生产现状及存在的问题
1.1 现状
以江西某服装厂为例,该企业建厂近20年,是一家以服装加工制作为主的私营企业。根据市场需求主要加工针织产品,近年来开发梭织产品流水线,主要以裤装为主,并拥有专业裤装吊挂系统。从建立裤装流水线以来,由于针织产品转变到梭织产品,加工技术水平、机械设备、工艺流程较针织复杂,特别是工序的编排,对员工工艺技术水平信赖尤为突出,影响了梭织产品业务发展。
1.2 存在问题
1.2.1 产品工艺标准难以统一
标准工时作为衡量企业生产能力的关键数据已是不可或缺的。受缝制工人技术水平的影响,工人技术水平的参差不齐直接影响到了产品质量,造成制定标准工时的偏差大,工人工作效率评比出现误差,影响员工工作士气[3]。
1.2.2 流水线上在制品堆积
编制流水线时,针对瓶颈工序的编排方式不够合理,造成瓶颈工序在制品堆积,堆积过多的在制品不仅影响产量还会造成产品质量的隐患,特别是当半成品在生产流水线上时再去调整,控制管理非常困难。
1.2.3 无法快速有效地解决突发事件
经常因为原材料到库,质量、机械设备维护,员工临时请假等问题的发生,车间管理人员无法快速做出有效的应对办法,从而影响了生产效率也增加了企业的生产成本。
2 改善措施
2.1 组建IE部门
服装生产属于柔性生产,虽然服装的款式种类多变,但是工艺要求很多都是不变的。成立IE部门,负责制定产品的工艺标准[4]。在生产一款服装的前期,IE人员首先要分析出生产过程中标准的缝制动作,得出标准工时,再根据自身生产现状制定相应的工艺手册,工厂对员工进行集中系统培训,形成统一的工艺标准。分析标准工时不仅规范了生产时间,对生产排位也有很大的帮助,可以降低瓶颈工序对生产效率的影响,减少或者避免在制品堆积等情况的发生。由于生产车间的员工流动性较大且员工的技能水平存在着高低差异,分析出的动素以及标准工时为评定工序的难度等级带来了依据,然后根据员工技能水平的高低分配不同难度等级的工序,从而达到提高生产效率,减少浪费的目的。
IE部门依据分析出各道工序的工艺难度和完成工序所需要花费的时间来制定合理的工价,保证各种技能等级的缝制工人都能得到相应的报酬,杜绝收入不公平和不稳定现象的发生,促进企业秉承以人为本的经营理念。企业做到以人为本,员工的流动性就会随之降低,减少了新员工不适应需要磨合期、对工厂工艺标准不熟悉等一系列问题,从而降低了工厂的管理难度,并在一定程度上降低了生产成本,提高了生产效率,保证了产品质量。
2.2 生产前筹备
生产计划部门做好大货生产前的各项准备工作,着重检查原材料是否齐全,数量与质量是否达标,杜绝停工待料的情况发生。设备维护责任到人,盘点生产设备的运行状况,保证大货生产过程中机器运行良好;同时在设备充足的情况下,预排故障机,保证当设备出现故障的时候,能及时替补;同时计划人员应与设备售后维修人员保持积极沟通,以便于机器出现突发故障时可以在短时间内得到修复。人员筹备问题,对于订单交货紧张的情况,应该预留转款时间,以备员工临时变动之需。
在大货生产前各部门负责人开展生产前的准备会议,以不影响生产进度、不增加生产成本为宗旨,讨论生产各个阶段应注意的问题,在避免问题发生的同时对可能出现的各种状况做出预备解决方案。
2.3 开发辅助工具(模板、拉筒)
在日常的车间生产活动过程中,有许多工序可以借助模板、拉筒等工具辅助完成,既能降低工艺难度又可以节约生产时间。比如缝制一条12 cm的椭圆形省道,传统缝制法需要5 s左右的时间来完成,而使用自主研发的省道模板可以将缝制时间降低到3 s左右;传统缝制法要求缝制工跟随省道轨迹移动衣片方向,而依靠省道模板只需缝制工简单向前递进衣片,如图1所示。
上裤子包边条如果用传统方法缝制会出现工艺难度大、耗费时间长、质量效果不佳等问题,使用拉筒可以快速缝制且操作难度低,极大地提高了生产效率并且工艺质量得以保证。传统缝制方法需要先熨烫好包边条,缝制工将包边条对准裤子部位,控制好机针速度压0.1 cm明线,弧度部位不能出现褶皱需光滑平整,一般完成一条15 cm有弧度的包边(加熨烫)需要20 s;而使用拉筒(图2),只需缝制工简单控制衣片保证弧度部位平整,设定好的线迹宽度和固定效果给缝制工降低了不少工艺难度,完成一条15 cm有弧度的包边(不需要熨烫)只需6 s。两者相较这道工序的效率就提高了2倍多。
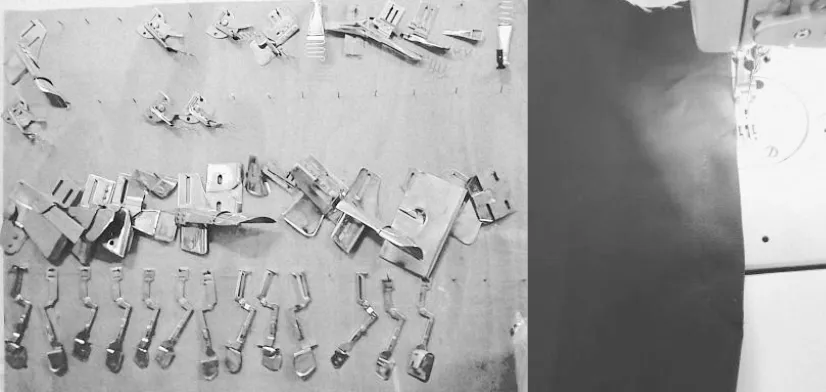
图1 省道模板

图2 上裤子包边条(拉筒)
除此之外如缝制裤子贴袋等工序,借用模板工具后与传统缝制方法相比同样降低了工艺难度、节省了时间,从而提高了生产效率,企业相应的生产成本也会随之降低。辅助工具的运用对缝制人员的技能等级要求不高,从而降低了生产排位中人员调度的难度。
3 优化后效果
江西某服装企业按照改善的理论方法重新编排了一条休闲牛仔裤流水线并试运行了1个月,生产状况(以上贴袋工序为例)对比见表1。

表1 传统流水线与改良流水线生产状况对比
改良流水线增加了贴袋模板、拉筒等工具的使用,与传统流水线相较减少了2个缝制工。传统方法上贴袋需要缝制工将贴袋对准点位,控制机针速度辑一条0.1 cm的明线,完成13+5+5+13规格的线迹需要14 s;而使用贴袋模板机只需将裤片放置在设定好距离规格的模板机下,根据线迹移动裤片,8 s便可完成该道工序。
从1个月记录的相关数据来看,改善后的流水线平均生产效率比未改善的流水线高出11%,产品平均返工率对比降低了5.2%,新流水线员工平均工资高于旧流水线员工。运用改善的方法使工厂的运行更加精炼有序,减少了许多影响生产进度、增加企业成本的状况。由此看来,优化改善后的流水线成效明显,对工厂确实起到了积极的推进作用。
4 结语
“快反”时代的到来,企业的生产宗旨是在保证质量的前提下建立“快反”生产力。优化后的流水线提高了产品质量、缩短了产品的出货时间,促使产品快速上线,加速产品流转,同时快速反应产品信息,这不仅体现了企业对资源的统筹能力同时也颠覆了传统企业经营生产的管理模式。只有不断提高服装流水线设计与编制水平和学习改良加工技术才能不断地增强企业核心竞争力,为实现“快反”做好准备,并逐步完成企业的转型升级。