红曲菌在酿酒过程中的生产应用试验研究
2020-06-02李富强闫培勋曹振华李绍亮李学思郭淑平张祥德
李富强,闫培勋,曹振华,李绍亮,李学思,郭淑平,张祥德
(河南省宋河酒业股份有限公司,河南鹿邑 477265)
红曲菌是一种腐生真菌,具有典型霉菌的特征,喜暖喜湿,能形成分枝甚繁的菌丝体,呈肉眼可见的绒絮状,呈红色、褐色或无色,红曲菌生活能力较强,在pH3~5 范围内均能生长,能耐受10%vol 乙醇,能在含25%甘油培养基中生长,能利用葡萄糖、麦芽糖、淀粉、甘油、山梨醇、乳酸等[1]。但其在分类学上又不属于霉菌,红曲菌在分类学上属于真菌界、子囊菌门、真子囊菌纲、散囊菌目、红菌科[2-3]。目前中科院微生物菌种保藏管理委员会正式收藏保存的红曲菌有8 种共48 个菌株,常见红曲菌种类有红曲红曲菌(M.anka)、红色红曲菌(M.ruber)、紫色红曲菌(M.purpureus)、烟色红曲菌(M.fuliginosus)、佛罗里达红曲菌(M.floridanus)、血红色红曲菌(M.sanguineus)、丛毛红曲菌(M.pilos)、橙色红曲菌(M.aurantiacus)、血红红曲菌(M.sanguineus)和苍白红曲菌(M.pallens)等[4-5]。
红曲菌广泛分布于自然界中,能产生多种酶:淀粉酶、蛋白酶、糖化酶、α-葡萄糖苷酶、酯化酶等。红曲菌能产生红黄两系色素如红曲玉红胺、红曲玉红素、红曲素、N-葡糖基红斑胺、N-葡糖基红曲红胺、N-戊二酰基红斑胺等。红曲菌代谢产物也有桔霉素、莫纳可林K、γ-氨基丁酸(GABA)等。
宋河酒业采用老五甑工艺,续米查配料,在不同米查次之间所产原酒质量均有所不同。本实验以宋河中高温大曲为实验材料筛选出1 株红曲菌,以该株红曲菌为研究对象生产酯化红曲,在宋河酒业酿酒生产车间不同米查次添加不同质量的酯化红曲进行实验,为以后红曲菌的生产试验奠定了基础。
1 材料与方法
1.1 材料、试剂及仪器
实验原辅料:中高温大曲,来自宋河酒业制曲车间;麸皮,市售优质麸皮。
试剂及耗材:氢氧化钠,乳酸,盐酸,酚酞,己酸,无水乙醇,葡萄糖,硫酸铜,10 g/L 次甲基蓝溶液,pH4.6缓冲溶液,2.5 mol/L硫酸溶液,凡士林,牛肉膏,蛋白胨,琼脂粉,麦芽浸粉,酵母膏等。
仪器设备:可见分光光度计(721 型,上海悦丰仪器仪表有限公司);气相色谱分析仪(GC102AT气相色谱仪,安捷伦科技(中国)有限公司);电子天平(MD200-3 型,上海民桥精密科学仪器有限公司);电热鼓风干燥箱(101 型,北京市永光明医疗仪器有限公司);真空抽滤装置;电热恒温水浴锅(HH-6型,金坛市金南仪器制造有限公司);循环水式多用真空泵(SHZ-D(Ⅲ)型,天津华鑫仪器厂);电子万用炉(DL-100 型,天津市泰斯特仪器有限公司);摇床;试管;烧杯;玻璃棒等。
1.2 实验方法
1.2.1 酯化红曲制作流程
试验采用以下流程进行:纯种红曲菌→活化→种子培养基→扩大培养→接种→盒子曲→酯化红曲。
1.2.2 检测方法
酯化红曲检测方法:水分采用电热烘干法[6],糖化力采用斐林试剂法[7],酯化力采用皂化法[8]。
糟醅检测方法:水分采用电热烘干法[6],淀粉采用斐林试剂滴定法[7],酸度采用酸碱中和法[7]。
1.2.3 实验方案
方案1:1#池、2#池和3#池添加红曲量为投粮量5%,减少中高温曲量为投粮量的2.5%。
方案2:实验4#、实验5#和实验6#添加红曲量为投粮量3.5%,减曲量为投粮量的1.75%。
方案3:实验7#、实验8#和实验9#添加红曲量为投粮量2.75%。
2 结果与分析
2.1 红曲菌筛选分离结果
以宋河中高温大曲为实验材料筛选红曲菌,将中高温大曲曲心处有粉红色或红色菌落的部位分别粉碎,加入一定量的无菌水,于150 r/min,30 ℃摇床上培养1 h 即成菌悬液,静置1 h 后吸取1 mL上清液加入到9 mL 无菌水试管中,然后依次用无菌水稀释至10-2~10-7,共7 个梯度,涂布在改良麦芽汁培养基平板上[9-10]。30 ℃恒温培养3~5 d,挑取具有红曲菌基本形态特征的菌落,转接到改良麦芽汁培养基斜面,相同培养条件继续培养,采用继代分离纯化法进行纯化培养[11]。经过多次反复纯化培养后,将所得到的纯菌种接种到用麦芽汁培养基制作的斜面进行保藏。经过多次筛选纯化得到1株红曲菌,保存于宋河酒业科研中心菌种保藏室。
2.2 酯化红曲酯化力测定结果
筛选出的红曲菌经过纯化后应用于生产酯化红曲。采用熟料麸皮培养酯化红曲,生产出的酯化红曲菌丝健壮丰满,色泽红亮,有一种特殊的酯香,检测分析酯化红曲酯化力与中高温大曲酯化力的不同,其结果见表1。
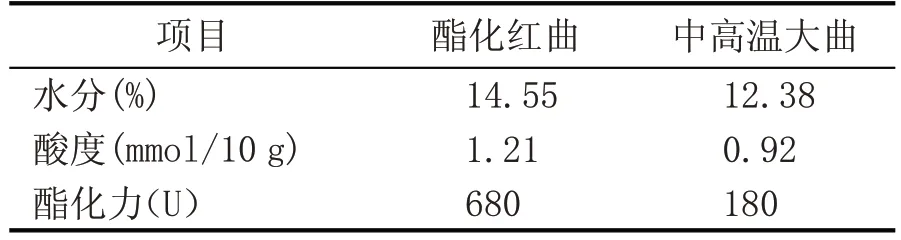
表1 酯化红曲与中高温大曲酯化力结果
由表1 可知,酯化红曲酯化力水分含量略高于中高温大曲;酯化红曲的酸度也略高于中高温大曲;酯化红曲的酯化力明显高于中高温大曲的酯化力,是中高温大曲的3倍以上。
2.3 红曲生产应用实验结果
2.3.1 实验前后糟醅理化指标
通过在酒糟中添加一定量的酯化红曲并且相应地减少一定量的中高温大曲进行试验,实验设计3 个方案,即方案1、方案2 和方案3,3 个试验方案所添加酯化红曲的量均不同,每个方案选择3 条窖池进行试验。酯化红曲除具有较强的酯化能力之外还能产生淀粉水解酶和蛋白酶,分解淀粉和蛋白质等,影响糟醅残余淀粉含量,酸度及水分含量。糟醅中的水分不仅是微生物生化反应所必需的介质、生长繁殖和代谢活动的必要条件,而且在产高质量酒中起着重要作用[12]。糟醅中的酸可以提供有益微生物的营养和生成酒体中各种风味物质并促进酯的生成[13],试验前后不同方案中酒糟理化分析结果见表2。
由表2 可知,方案1 中大米查糟醅出池水分相比于入池水分平均增加了18.41%,大米查糟醅出池酸度相比于入池酸度平均增加了2.81 倍,大米查糟醅出池淀粉相比于入池淀粉平均下降了54.84%;方案2 中大米查糟醅出池水分相比于入池水分平均增加了14.72%,大米查糟醅出池酸度相比于入池酸度平均增加了1.95 倍,大米查糟醅出池淀粉相比于入池淀粉平均下降了48.04%;方案3 中大米查糟醅出池水分相比于入池水分平均增加了14.69%,大米查糟醅出池酸度相比于入池酸度平均增加了1.82 倍,大米查糟醅出池淀粉相比于入池淀粉平均下降了41.18%。产酒过程中主要是把淀粉、蛋白质等物质分解成乙醇和水及一些呈香呈味物质,糟醅淀粉下降速度越快,糟醅水分增加越多,产酒能力也越强。方案1 的淀粉下降速度最快、糟醅水分增加也最多,说明同等条件下方案1 产酒较多,这也间接说明酯化红曲有增加出酒率的能力。
2.3.2 实验窖池酒样色谱结果及产量结果
由表3可知,方案1平均产量为339.81 kg,出酒率42.48%;方案1 所产原酒优级酒中己酸乙酯含量平均为3.1734 g/L,相比于对照窖池己酸乙酯高了35.39%,四大酯总含量提高了33.11%,相比于对照窖池乳酸乙酯降低了34.72%;方案1 所产原酒三级酒中己酸乙酯含量平均为1.6793 g/L,相比于对照窖池己酸乙酯高了18.75%,相比于对照窖池乳酸乙酯降低了35.07%。
由表4可知,方案2平均产量为323.83 kg,出酒率40.48%;方案2 所产原酒优级酒中己酸乙酯含量平均为3.1455 g/L,相比于对照窖池己酸乙酯高了34.20%,四大酯总含量提高了16.41%,相比于对照窖池乳酸乙酯降低了41.52%;方案2 所产原酒三级酒中己酸乙酯含量平均为1.6546 g/L,相比于对照窖池己酸乙酯高了17%,相比于对照窖池乳酸乙酯降低了49.22%。
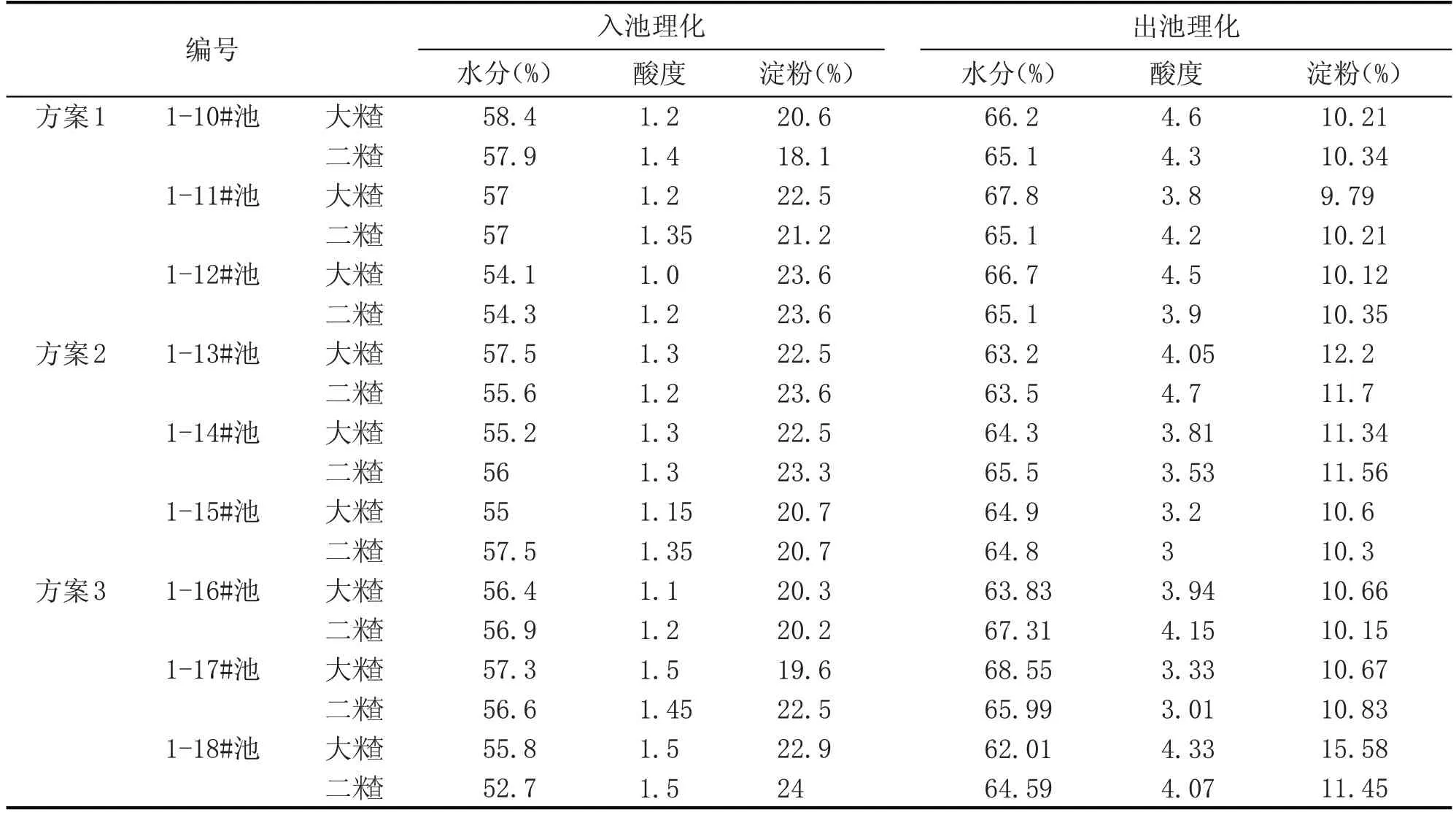
表2 实验前后糟醅理化指标检测结果
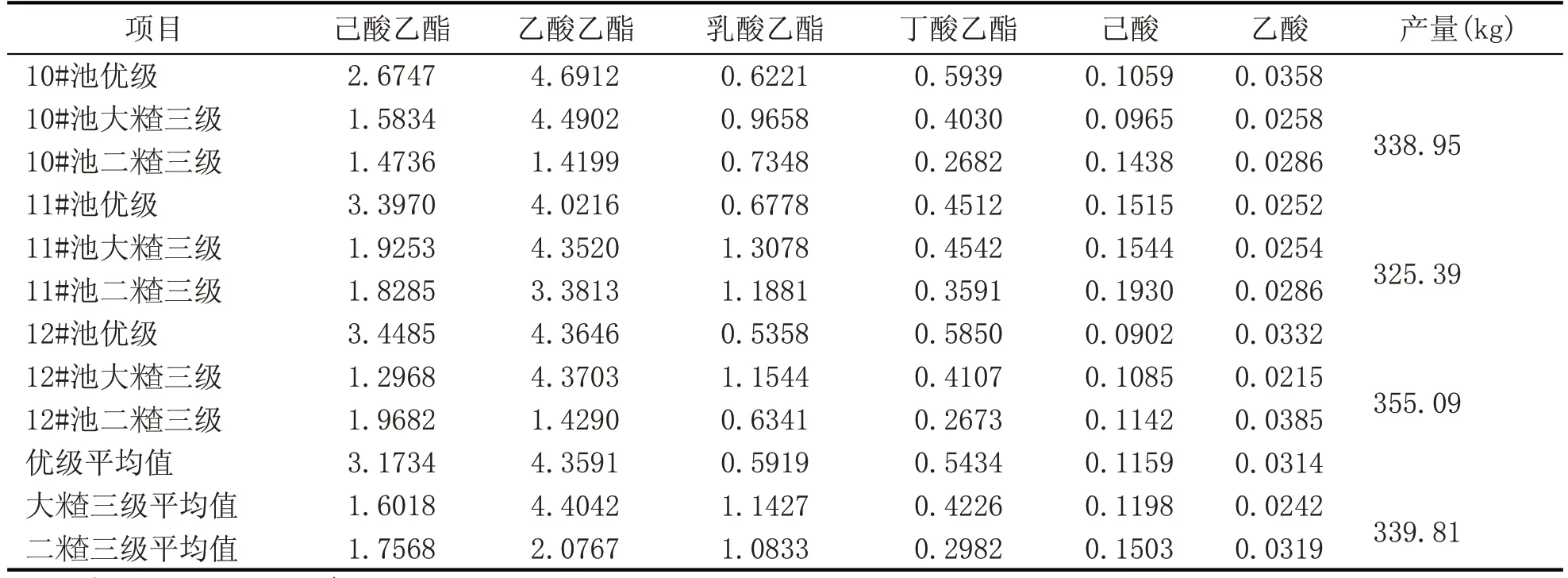
表3 方案1酒样色谱分析结果及产量 (g/L)
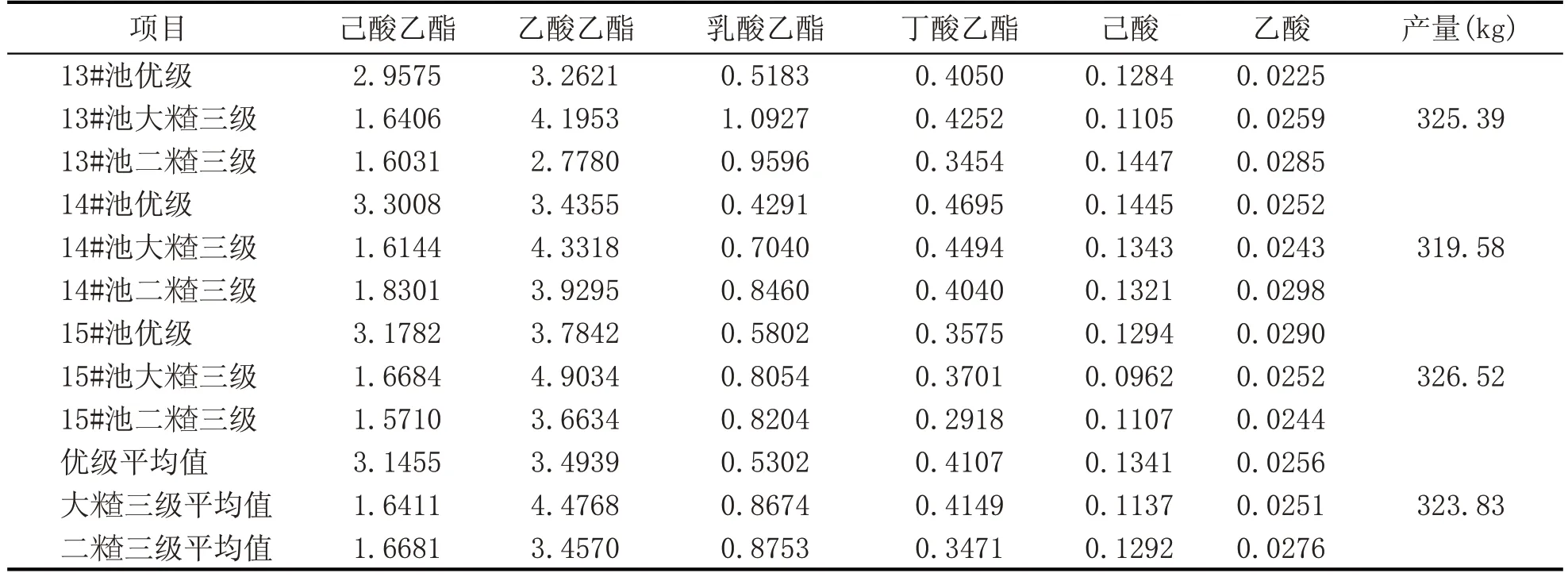
表4 方案2酒样色谱分析结果及产量 (g/L)
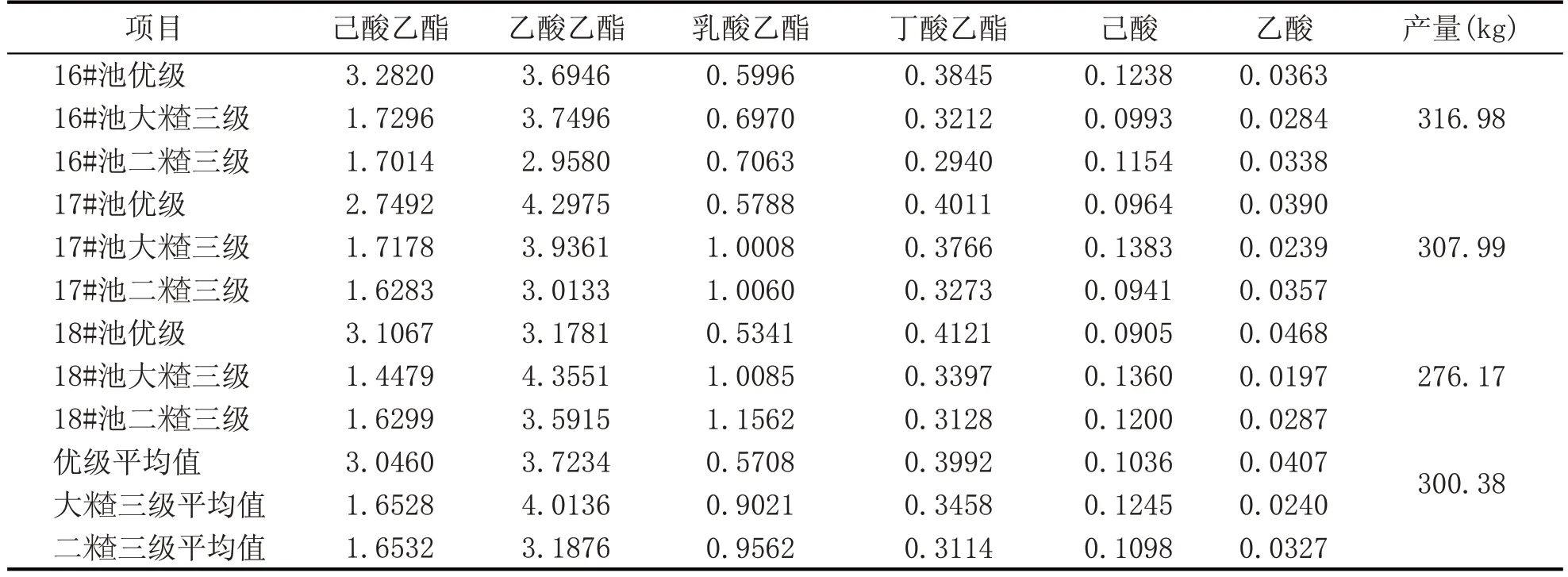
表5 方案3酒样色谱分析结果及产量 (g/L)
由表5可知,方案3平均产量为300.38 kg,出酒率37.55%;方案3 所产原酒优级酒中己酸乙酯含量平均为3.0460 g/L,相比于对照窖池己酸乙酯高了29.95%,四大酯总含量提高了18.85%,相比于对照窖池乳酸乙酯降低了37.05%;方案3 所产原酒三级酒中己酸乙酯含量平均为1.6530 g/L,相比于对照窖池己酸乙酯高了16.89%,相比于对照窖池乳酸乙酯降低了45.80%。

表6 混合酒样色谱分析结果 (g/L)
2.3.3 感官尝评结果
对所产基酒进行感官尝评[14],由3 位国家级品酒师和5 位省级品酒师分别对白酒的色泽、香气、口味、风格进行品评,并且根据相关文献[15-16]并结合实际情况进行共同品评打分。其感官尝评结果见表7。

表7 混合酒样感官尝评结果
由表6 与表7 可知,在酿酒生产过程中添加一定量红曲,所产原酒中己酸乙酯含量明显增加,乳酸乙酯含量明显降低;在酿酒生产过程中添加一定量红曲,其感官尝评结果相对较好,复合香气相比对照样较好,绵柔度优于对照样;红曲混合样优级相比于对照样优级己酸乙酯含量增加了32.47%,红曲混合样三级相比于对照样三级己酸乙酯含量增加了15.91%;红曲混合样优级相比于对照样优级乳酸乙酯含量降低了36.42%,红曲混合样三级相比于对照样三级己酸乙酯增加了35.62%。
随着红曲添加量的增加,所产原酒中己酸乙酯含量也随之增加,方案1与方案2 之间的差距较小,但均优于方案3。综合以上因素并结合综合成本与效益初步认定方案2 较好,即酿酒生产过程中添加红曲量为投粮量3.5%,减曲量为投粮量的1.75%时原酒产质量较好。
3 讨论
本实验以宋河中高温大曲为实验材料,选取曲心处呈红色或粉红色部位,通过富集,初筛复筛,并根据红曲菌菌落形态特征及显微镜观察初步确定1株红曲菌。以熟料麸皮为小试培养基生产酯化红曲,生产出的酯化红曲菌丝健壮丰满,色泽红亮,有一种特殊酯香,且其酯化力是普通中高温大曲酯化力的3倍以上。
通过在酿酒生产过程添加不同比例的酯化红曲进行实验,结果表明,添加酯化红曲的实验窖池其原酒己酸乙酯和总酯含量明显增加,原酒感官尝评结果明显较好,添加酯化红曲的窖池所产原酒窖香浓郁,复合香气好,绵柔度好,后味净,风格突出。3 种添加方案对比可知,方案1 和方案2 增加较为明显,综合以上因素并结合综合成本与效益,初步认定方案2 较好,即酿酒生产过程中添加红曲量为投粮量3.5%,减曲量为投粮量的1.75%时,原酒产质量较好。
本实验为生产性实验,浓香型白酒生产过程属于开放性过程,可能会受到许多外界自然因素和人为因素的干扰。在以后的实验过程中会尽量避免外界因素的干扰及增加平行试验的次数,以确保实验的准确性、可靠性和可重复性。
