金丝键合短尾问题分析及解决
2020-06-01赵鹤然丁红园曹丽华
罗 珏 ,康 敏 ,赵鹤然 ,丁红园 ,曹丽华
(1.中国电子科技集团公司第四十七研究所,沈阳110032;2.中国科学院金属研究所,沈阳110016)
1 引言
金丝是集成电路元器件封装中关键原材料之一,主要作用是实现器件的芯片PAD点和外壳引脚之间的电气互联[1-2]。从基础材料上划分,目前市场上使用比较普及的键合丝产品主要有金丝、铜丝、银丝和铝丝[3-4]。虽然在制造成本上没有优势,但金丝因其金属化学稳定性和极高的作业效率等优势,仍然占据着高可靠集成电路产品市场[5-6]。
金丝键合通常由金丝球超声键合完成。金丝球键合首先在每个焊接周期形成自由空气球,然后把空气球通过劈刀的超声振动与第一点焊盘形成牢固的机械连接。金丝球键合的第二点同样由超声完成,第二键合点的形貌呈现鱼尾状[7-8]。
针对第二点键合短尾问题,研究金丝球键合第二点键合过程,分析了第二点键合形貌与键合劈刀的位置关系和形成过程,在此基础上详细分析了造成第二点键合金丝短尾的主要因素和机理,并提出了优化改进措施,可以解决第二点键合短尾问题。
2 金丝第二点键合过程
金丝第二点键合过程,可以分为四个步骤。首先是劈刀下落,将金丝按压在第二点焊盘上,施加超声和压力,如图1(a)所示,此时,劈刀在第二键合点形成压痕,且焊点的鱼尾状结构初步形成。紧接着,劈刀抬起,此时线夹处于开启状态,尾线仍然与第二点焊盘保持相连状态,如图1(b)所示。随后,按照设定好的程序,线夹关闭,此时劈刀及其中的尾线不再产生相对位移,如图1(c)所示。最后,在劈刀、线夹的向上牵引力作用下,尾线与鱼尾拉断,形成最终的第二键合点,如图1(d)所示。
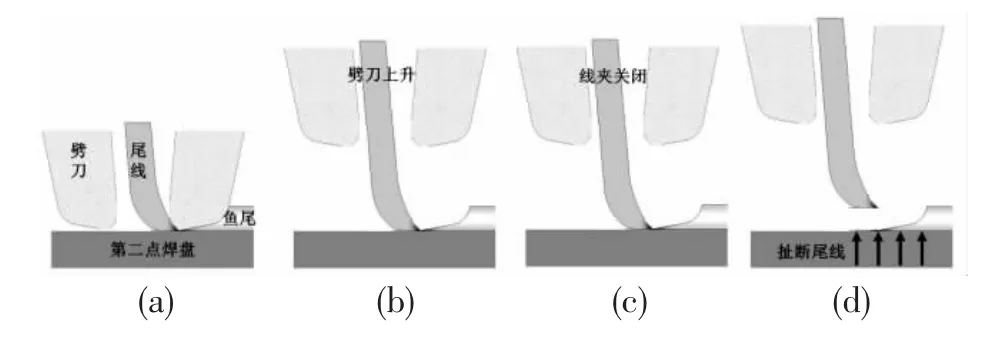
图1 金丝第二点键合过程
3 金丝第二点键合形貌
图2所示为金丝球键合第二点的典型形貌,主要可以分为A、B、C、D四个区域。其中,劈刀外切面将金丝压成鱼尾状,并通过施加和超声使其与焊盘形成界面键合,形成了区域D,区域D最终形成键合第二点。另一方面,劈刀内切面所构成的圆形,在压力和超声的作用下,在焊盘上留下了圆形印记,包括区域A、B、C。其中,在劈刀孔中的金丝,依靠劈刀内斜面的作用,与焊盘也形成了一个小的键合区域,即区域C。区域B是金丝尾线在焊盘上留下的压痕。在区域A内,金丝未与焊盘发生作用。
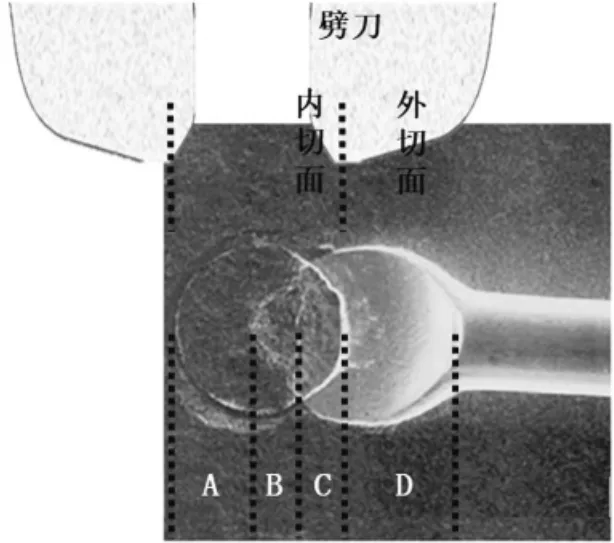
图2 第二键合点形貌
4 影响键合短尾的因素
短尾是金丝键合打线过程中常见的一种故障,即键合完第二点后,金丝无法从劈刀孔中伸出用于形成下一点金球的尾线。图3给出了金丝第二点键合后短尾的典型示意图,对比图1(d),扯断金丝后,劈刀孔内的金丝无法被拉出劈刀孔,即无法形成尾线。通常情况,在短尾现象发生后,金丝尾线往往与劈刀内壁粘连,严重情况会堵塞劈刀。
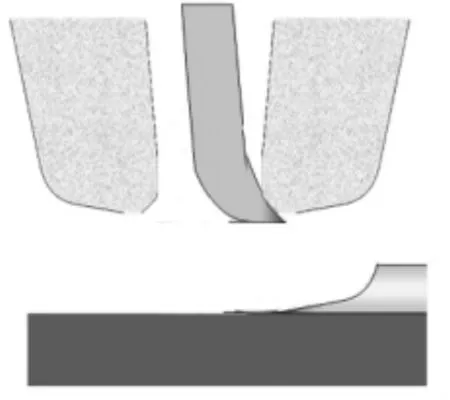
图3 第二点键合后短尾示意图
按照短尾现象发生的时间,可以将短尾分成两大类:
1)以图1(c)中线夹关闭为临界点,在此之前,金丝可能已经被切断。这时虽然线夹处于打开状态,由于尾线与劈刀之间、尾线与劈刀孔内壁之间存在粘附力和摩擦力,尾线仍然会被劈刀带起,形成了第一类短尾;
2)在图1(c)线夹关闭之后,在后续的扯断尾线过程中,金丝尾线由于断裂引起第二类短尾。
这两类短尾现象产生的机理有所不同。第一类短尾形成的原因主要是尾线与劈刀之间的粘附力和摩擦力偏高,或者尾线与焊盘和金丝鱼尾部分之间的拉脱力偏低。导致即使线夹处于开启状态,劈刀向上拉起动作仍然可以把尾线从焊盘上带起,这样,就无法通过向上拉起劈刀的动作,形成图1(c)中较长的尾线;第二类短尾的形成,发生在扯线过程中,通过劈刀拉起和线夹关闭的动作,尾线已经在劈刀外预留了足够长。但可能由于键合参数不当,或者金丝损伤,导致扯线过程中,金丝尾线的断口未出现在理想的位置,而是在靠近劈刀口或劈刀口内。
5 应对措施
应对短尾问题,可以从以下三个方面入手解决:
一、键合参数问题
当键合第二点时,金丝除了与焊盘发生冶金结合外,还会与劈刀内、外斜面发生物理粘附。金丝与内斜面的粘附力大于劈刀内部金丝与焊盘的结合强度时,则造成了短尾。优化键合参数可以降低金丝与劈刀内斜面的物理粘附从而避免短尾。
当超声功率和压力施加过大,金丝形变量也会很大,尾线与鱼尾之间受损较大所能承受的拉断力就会减少,严重时,甚至在超声键合步骤之后,尾线直接被切断,这会引起短尾。通过优化工艺参数可以避免由于工艺参数设计不当导致的短尾现象。
二、原材料问题
当材料表面状态不好,如受到污染或氧化等,键合时金丝难以接触到表面下的干净部分,此时就需要更大的超声功率和压力才能完成键合确保金丝与PAD点之间的键合拉力,这样很可能引发短尾现象。在此情况下,可以采用等离子清洗等方法,去除焊盘表面的污物和氧化膜。
三、劈刀问题
当劈刀头受到沾污或磨损时,键合时易与金丝发生粘连,造成金丝无法被拉出,或劈刀尺寸不合适,都会引发短尾现象。
定期检查劈刀、清洗劈刀和更换劈刀,可以保持劈刀清洁及表面光滑,减轻粘连。
综上,键合参数是影响键合质量和键合强度的关键因素,降低超声功率和压力,或者通过优化原材料、劈刀,以便使用较低的工艺参数就可以完成键合,是避免短尾现象发生的有效途径。
6 结束语
详细分析了金丝球键合过程中第二点键合的四个关键步骤。结合键合第二点形貌图与劈刀示意图,分析了键合第二点形貌形成的过程,给出了第二点形貌与劈刀的位置的对应关系。结合第二点键合过程,分析了短尾问题的原因,将短尾现象分成两个主要的失效模式,分析了失效机理并提出了解决措施。
