高氮无镍奥氏体不锈钢的激光辐照组织
2020-05-29翁建寅宁小智鲍贤勇
翁建寅 彭 伟 宁小智 鲍贤勇 李 北 董 瀚,
(1. 钢铁研究总院,北京 100081; 2. 飞亚达(集团)股份有限公司,广东 深圳 518057;3. 上海大学材料科学与工程学院,上海 200444)
众所周知,在工矿领域及餐具、首饰、手表、医疗器械等的制造方面,不锈钢的应用均非常广泛。在不锈钢发展的早期,含氮不锈钢的研究并没有得到重视,直到1912年才有氮对钢力学性能和奥氏体稳定性的影响的文献报道。1926年,有研究者报道了氮对铬和铁铬合金的影响。从20世纪30年代开始,陆续有人进行了将氮加入铁铬合金以提高其强度的研究。二战期间,镍资源的短缺使以氮代镍稳定奥氏体成为研究的热点。采用AOD炉法(氩氧脱碳法)能使氮作为合金元素,从而使含氮不锈钢得到了推广应用,氮的加入和控制问题也基本解决。特别是在奥氏体不锈钢中,通过调整氮和锰的含量来替代镍,甚至将镍的质量分数降低至0.1%以下,可生产出质优价廉的高氮不锈钢,即高氮无镍奥氏体不锈钢。近年来的研究表明镍对人体有潜在的危害,所以对用于制造手表、首饰等生活用品的不锈钢,规定每周渗入皮肤的镍量不得超过0.5 μg/cm2[1]。
高氮CrMnMo奥氏体不锈钢是一种新型结构材料[2],具有优异的强韧性、耐点蚀和应力腐蚀性能,且无磁性[3],但强度提高的同时其塑性和韧性将降低[4]。氮以间隙固溶原子的形式存在,有显著的固溶强化作用。氮含量的不同会影响钢的奥氏体稳定性、热膨胀性及磁性等[5]。目前,对节镍型含氮不锈钢的研究主要集中在冶炼环节[6- 9],有关加工和焊接性能的研究较少。
对于高氮无镍奥氏体不锈钢的研究,除要关注其冲压成形性能、机加工性能外,零件之间的连接也应予以关注,如手表的表耳与表壳之间的激光焊接等。无镍高氮奥氏体不锈钢的焊接比较复杂。东北大学李磊等[10]研究了搅拌摩擦焊接的高氮奥氏体不锈钢的组织和性能。然而,对于仪表等精密零件,需要采用精细的激光焊接工艺。
本文对无镍高氮奥氏体不锈钢试样进行了激光辐照,采用金相检验和EBSD分析了熔化区和热影响区的组织,可为高氮无镍奥氏体不锈钢的激光焊接提供参考。
1 试验材料与方法
采用50 kg真空增压感应炉冶炼试验用钢电极,然后进行电渣重熔。研究用钢的化学成分如表1所示。为了消除偏析,将钢锭在1 250 ℃保温10 h后锻成40 mm×40 mm的棒料。将试棒在1 100 ℃保温1 h水冷固溶处理,随后冷轧,压下量为40%。对冷轧后的试样进行激光辐照。

表1 试验用钢的化学成分(质量分数)Table 1 Chemical composition of the tested steel (mass fraction) %
将冷轧态试样打磨并用酒精清洗。激光辐照的功率分别为1、1.5和2 kW,激光束的移动速度为45 mm/s,离焦量为0 mm,氩气保护,流量为25 L/min。将经激光辐照的试样横向(垂直于辐照方向)切断,打磨、抛光,用王水腐蚀,进行金相检验。采用TSL- OIM- Analysis软件对辐照区进行背散射电子衍射(EBSD)分析。采用FM- ARS9000型显微硬度计测定辐照区的硬度,试验力50 g,测10点取平均值。
2 试验结果与讨论
2.1 显微组织
图1为经不同功率激光辐照射的试样的横截面组织。从图1(a)可以看出,颜色较深、上宽下窄的区域为熔池,为铸态组织。熔池与浅色区域的分界线为熔合区。与熔合区邻近的为热影响区(再结晶区),其宽度随着熔池宽度的增大而增大。热影响区之外的部位有许多滑移带。以1.5 kW激光辐照的试样,熔池的深度和宽度都显著增大(图1(b))。继续增大激光功率至2 kW,熔池深度没有显著变化。
图1中典型区域的尺寸如表2所示。显然,随着激光功率的增大,辐照区熔池的最大宽度和深度均增大。
图2为用1 kW激光辐照的试样的熔池组织。图2(a)的铸态组织特征明显,柱状晶垂直于熔合线向熔池中心生长。图2(b)表明,铸态组织中有很多精细结构,大多呈圆球状,有些呈条状。
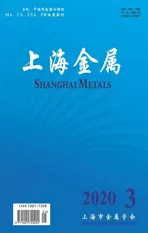
图3为熔合区组织。图3(a)为热影响区较宽的部位,熔合区也较宽,约10 μm;熔合区之外是再结晶等轴晶粒,还有孪晶。而在热影响区较窄的部位(图3(b)),熔合区另一侧的变形组织中有柱状晶。
图1~图3中典型区域的硬度如表3所示。显然,用不同功率激光辐照的试样,其硬度都是熔池区最低,熔合区次之,再结晶区最高。

图1 以不同功率激光辐照的试样的横截面形貌Fig.1 Marcrographs of cross- section of the specimens irradiated by different powers of lasers

表2 激光辐照区典型部位的尺寸Table 2 Size of typical positions in the laser irradiated area

图2 熔池内组织Fig.2 Microstructures in the weld pool
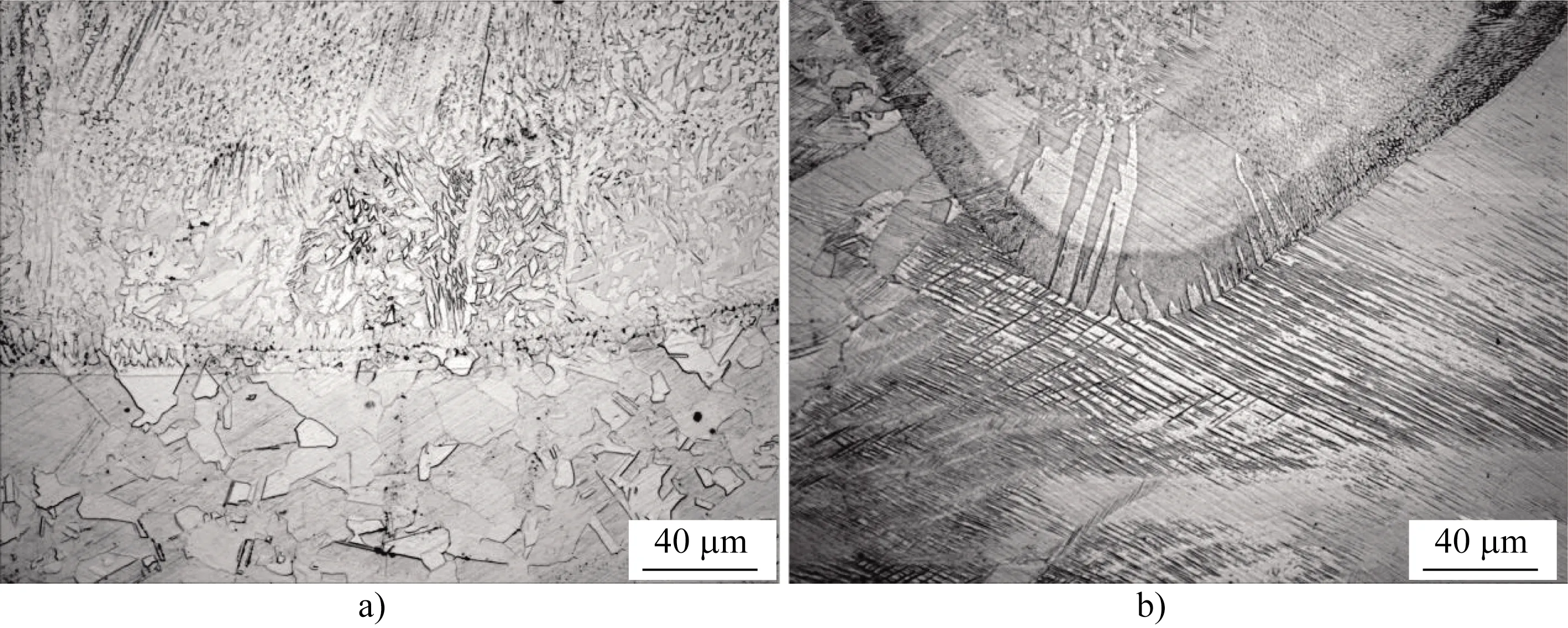
图3 熔合区组织Fig.3 Microstructures in the fusion area

表3 激光辐照区不同部位的硬度Table 3 Hardness of different positions in the laser irradiated area HV0.2
2.2 背散射电子衍射(EBSD)图
为了更清晰地表征激光辐照组织,对试样进行了EBSD分析,结果如图4~图8所示。
图4为用1 kW激光辐照的试样熔池底部的电子背散射衍射图。图4(a)为菊池衬度图,热影响区之外晶粒内有大量的滑移带。由于晶格扭曲严重,菊池衬度图颜色较深。图4(a)上部为熔池区,由于位错密度较低,晶界原子排布较规律,衬度较浅。图4(b)为对应的取向波动图,与图4(a)相符,变形区的取向波动值较大,熔池区的较小。图4(c)为对应的IPF图,可以清晰地区分变形基体、细小等轴晶的热影响区和柱状晶严重的熔池区。图4(d)为显示晶界的IPF图,大角晶界为黑色线条,小角晶界(2°~15°)为灰色线条,孪晶界为白色线条。用五角星表示的晶粒是在变形基体中长大的,一部分为变形态,另一部分为铸态。

图4 激光辐照熔合区的电子背散射衍射图Fig.4 EBSD patterns of fusion area in the laser irradiated zone
图5为熔池的EBSD图,大致与图2(b)的域对应。图5(a)为菊池衬度图,有很多的精细结构,基本呈球状,直径2~10 μm,这与图2(b)中的形貌和尺寸相符,但尚不能确定是晶粒还是亚晶。图5(b)为对应的取向波动图,黄色区域的取向波动值较大,通常这种黄色线条对应晶界、孪晶界和亚晶界。由图5(c)所示的IPF图可知,大部分区域的晶体取向相近,反映在其颜色相近。图5(d)为显示晶界的IPF图,表明有大量的亚晶,这些亚晶组成了尺寸较大的晶粒,孪晶界很少。
图6为图5所示区域的取向差分布图。从图6可知,2°~15°的小角晶界约占50%以上,60°左右的孪晶界很少。
图7为熔池内另一视场的EBSD图,组织特征与图5中的类似。图8为图7对应区域的取向差分布图。从图8可知,2°~15°的小角晶界约占50%以上,60°左右附近的孪晶界也很少。
2.3 讨论
激光焊接的能量密度高、热影响区窄,因此可以不留间隙、不开坡口、不添加或少添加填充金属。本文研究获得的激光辐照区的显微组织可供激光焊接时参考。由图2~图4可知,高氮无镍奥氏体不锈钢激光辐照区熔池内无气孔,熔池和熔合区均无裂纹。这表明其原理类似激光辐照的激光焊接适用于高氮无镍奥氏体不锈钢。

图5 激光辐照区熔池的电子背散射衍射图Fig.5 EBSD patterns of weld pool in the laser irradiated zone

图6 熔池内的取向差分布图Fig.6 Distribution map of orientation difference in the weld pool
熔池的最大深度就是激光辐照的最大尺寸。由表2可知,功率为1 kW的激光辐照高氮无镍奥氏体不锈钢的辐照深度达2.7 mm,而2 kW的激光辐照深度可达3.9 mm。然而,由图1可知,熔池和热影响区的宽度均为上宽下窄,这样的熔池形状易造成激光焊接焊缝不同部位的温度不均匀,从而产生热应力,甚至导致焊件翘曲。因此,精密的高氮无镍奥氏体不锈钢结构可采用双面焊工艺焊接。
由表3可知,熔池区域柱状晶的硬度最低。虽然熔池区有大量亚晶,但取向差较小(图6和图8),加之晶粒较粗大,所以硬度较低。图3和图4均表明熔池凝固时柱状晶向焊缝中心生长,因此,如果基体的晶粒细小,熔池区的晶粒也将细小。
3 结论
(1)激光辐照的高氮无镍奥氏体不锈钢熔池形状为上宽下窄;以1和2 kW功率激光辐照的钢,熔池的最大深度分别为2.7和3.9 mm。该结果可供表壳等产品的激光焊接参考。
(2)以不同功率激光辐照的高氮无镍奥氏体不锈钢,熔池区的硬度最低,为320 HV0.2左右;热影响再结晶区硬度较高,为350 HV0.2左右。熔池内有大量的亚晶,大部分取向差为2°~5°。
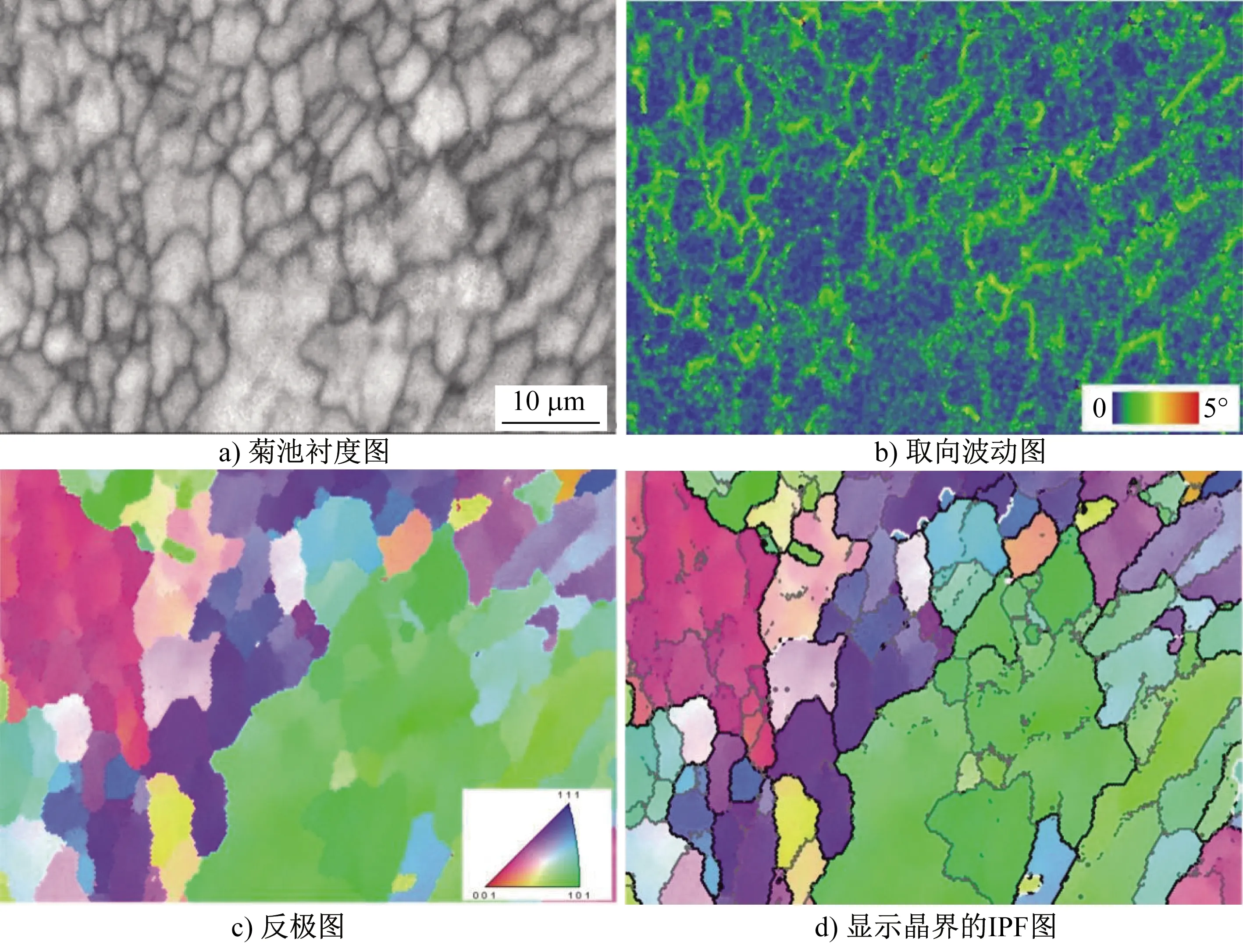
图7 激光辐照区熔池的EBSD图Fig.7 EBSD patterns of weld pool in the laser irradiated zone

图8 取向差分布图Fig.8 Distribution map of orientation difference
(3)激光辐照区熔池以柱状晶向焊缝中心生长的方式凝固,因此细化基体晶粒有利于细化熔池晶粒,使熔池区的硬度与热影响区的硬度接近,有利于打磨抛光,从而有效提高手表壳等产品的外观质量。