大牛地气田乙烷回收工程技术经济分析
2020-05-29田绘杰季永强李海林
田绘杰 季永强 李海林 彭 杰
(中石化华北油气分公司石油工程技术研究院,河南 郑州 450006)
0 引言
大牛地气田位于鄂尔多斯盆地,是中国石化重要的天然气生产基地。截至2018 年底,大牛地气田累计提交天然气探明储量约4 546×108m3,其中可动用储量约354×108m3。目前,大牛地气田地面工程已建成超50×108m3/a 规模的集输系统,基本实现气田集输系统全覆盖。自2005 年大牛地气田10×108m3产能建设正式启动至今,大牛地气田已经连续开采10 多年,由于天然气扩散作用,大牛地气田天然气中甲烷的相对含量逐渐减少,而乙烷和丙烷的相对含量逐渐增大并保持在一定范围内相对稳定的状态。因此有必要对大牛地气田天然气进行深加工处理,生产具有高附加值的乙烷、液化石油气及稳定轻烃产品,提高油气资源整体利用率,增加经济效益[1-3]。
1 天然气处理现状与组分变化规律
1.1 天然气处理现状
目前大牛地气田天然气主要通过脱水脱烃站进行处理。脱水脱烃站于2015 年建成投入使用,处理规模为50×108m3/a,处理工艺为“丙烷制冷(-20 ℃浅冷)+冷油吸收”工艺。进站天然气通过丙烷制冷装置进行脱水脱烃,以此回收天然气中的部分C3+组分,主要副产品为液化石油气和稳定轻烃[3-4]。处理后的天然气在增压站增压至4.8 MPa 后进入“榆济线”进行外输。经过脱水脱烃站处理后的外输天然气气质指标满足《天然气:GB 17820-2012》二类指标要求。截至2019 年年初,脱水脱烃站累计生产凝析油和液化石油气超过10×104t,经济效益显著[5-7]。虽然脱水脱烃站对天然气进行了一定的处理,但是经过处理后的天然气组分中仍含有4.6%的乙烷,未对乙烷进行回收;C3+含量为1.83%,液化石油气回收率仅为13%左右,稳定轻烃的回收率仅为30%左右,仍有大部分未进行回收[8]。
1.2 乙烷含量规律及产量趋势
大牛地气田自2005 年进入规模开发阶段,目前共有生产井1 500 余口。通过对2005-2018 年共计5 700多条单井生产数据中天然气组分进行统计分析发现,乙烷含量和地质开采层位有着密切关系,即开发层位是H1、S2、M5 的乙烷含量均在5%以上,开发层位为T2 的乙烷含量介于4%~5%,开发层位为S1的乙烷含量介于2%~5%,开发层位为H2和H3的乙烷含量低于4%。结合目前层位开发以及层位未动用程度,可以判断老井的开发继续以H1、S1和S2为主;结合地质开发方案及中长期规划,可以判断未来新井的开发层位主要以H1、S1、S2 和M5 为主,综合而言,开发层位乙烷含量均在4%以上。因此,可预测乙烷含量整体仍可保持在4%以上,同时呈现一定上升的趋势。
通过分析老井存量以及新井增量,可以预测大牛地气田2019-2035 年天然气产量维持在(20~30)×108m3/a;通过分析乙烷含量与开发层位的关系,可以预测2019-2035年大牛地气田天然气乙烷含量为4.49%~4.88%(如图1),乙烷产量为(11~15)×104t/a,具有较高的回收价值。
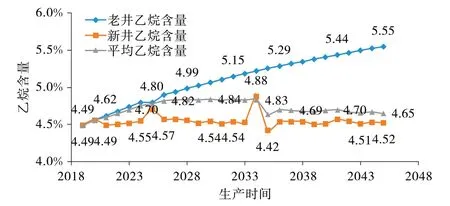
图1 2019-2045年大牛地气田天然气乙烷含量预测图
2 乙烷回收工程方案
2.1 工程设计规模
根据大牛地气田近期的产能建设方案安排,可以预测出大牛地气田2019-2020年产量分别为28.5×108m3/a和29.6×108m3/a;结合中石化华北油气分公司关于大牛地气田中长期规划和产量递减规律,可以预测未来14 年大牛地气田天然气平均年产气量为21.28×108m3,平均日产气量为644.86×104m3。因此,推荐大牛地气田乙烷回收工程设计规模为600×104m3/d,处理范围为(660~420)×104m3/d。针对前3年天然气产量大于处理规模的情况,建议已建脱水脱烃站与新建装置同时运行,超出处理规模的小部分天然气进入脱水脱烃站只回收其中部分液化石油气和稳定轻烃,不进行乙烷回收。
2.2 产品方案
天然气乙烷回收工程产品一般可以分为两类,一是生产乙烷混合物(C2以上所有组分)单一产品,二是生产乙烷、液化石油气和稳定轻烃3种产品。通过计算,大牛地气田乙烷回收工程乙烷混合物年产量为(20~25)×104t,为就地消耗乙烷混合物,需要在本项目建设地附近配套建设乙苯或苯乙烯装置1座,如此的话需要增加大量的成本,因此在没有完善的配套工程依托下,该规模经过经济评价认为经济效益不可行;如果是生产3种产品,乙烷可以通过槽车销售至齐鲁石化、中原乙烯或者燕山石化,液化石油气和稳定轻烃可在榆林及周边市场销售,销售成本较低。所以大牛地乙烷回收工程产品方案最终确定为乙烷、液化石油气和稳定轻烃[9-12]。
2.3 回收工艺优选
大牛地气田天然气乙烷含量约为240 mL/m3,组分较贫;二氧化碳含量较高,达到1.33%。结合国内外主要乙烷回收工艺的应用情况,理论上可以选择液体过冷工艺、气体过冷工艺和部分干气循环工艺作为回收工艺。采用HYSYS 软件分别对液体过冷、气体过冷、部分干气循环3种工艺进行了模拟分析(表1),结果显示部分干气循环工艺在增加少量投资与运行成本的情况下,乙烷回收率显著提高,可达99%,产品效益显著。因此大牛地气田乙烷回收工程建议采用部分干气循环工艺,可以实现经济效益的最大化。部分干气循环工艺主工艺路线如图2所示。
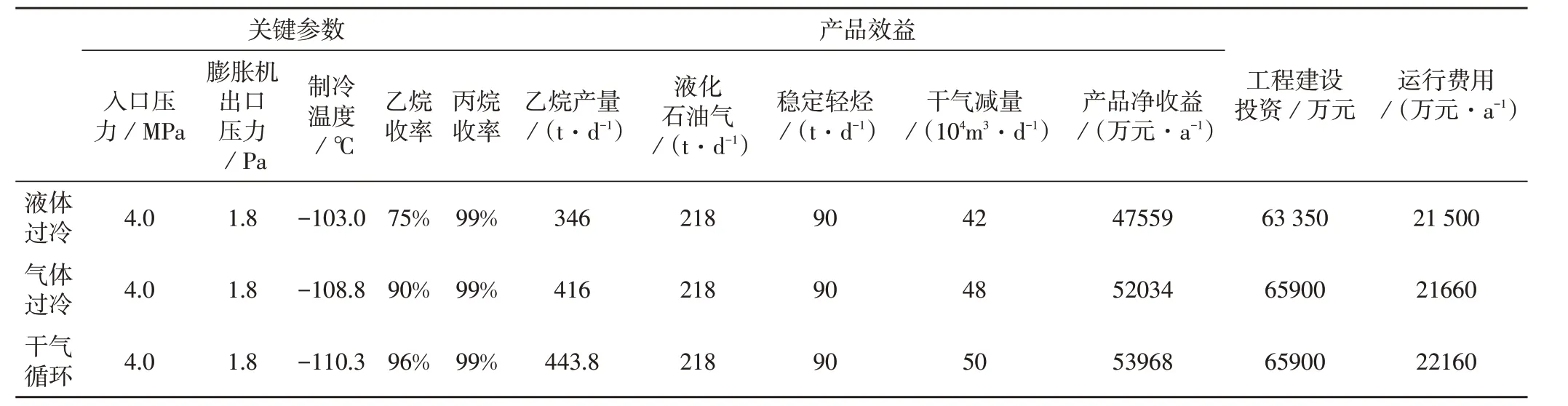
表1 大牛地气田采用3种乙烷回收工艺模拟结果表

图2 部分干气循环工艺主工艺路线框图
2.4 主要设备选型
确定了乙烷回收主工艺路线之后,通过软件建立了乙烷回收工艺流程(图3)模型。从图3 可以看出,乙烷回收工程的主要工艺设备包括:增压/膨胀机组、塔器、冷箱、丙烷制冷机组、混合冷剂制冷机组、BOG 压缩机组、乙烷储罐、乙烷装车泵和尾气增压机组[13-14]。
1)增压/膨胀机组:国内外常用的选型是膨胀端选用透平机,增压端选用离心式机组。大牛地气田乙烷回收工程膨胀机入口为饱和温度气体,国内大部分机组在膨胀机内不允许出现液体,而国外机组则能够解决膨胀机入口少量带液的问题,考虑到工况的变化,建议采用进口的增压/膨胀机。
2)塔器:选用浮阀板式塔,浮阀选用MV-1 和MV-9。
3)冷箱:选用多股流板翘式换热器。
4)丙烷制冷机组:利用已有的脱水脱烃站装置。
5)混合冷剂制冷机组:流量调节要求高,出口压力2.43 MPa,选用喷油、螺杆式压缩机组,主要优点是占地小,可通过滑阀实现0~100%流量调节。
6)BOG压缩机组:进出压力比高,需采用多级压缩;BOG 气量不稳定,多级控制调节排气量,选用往复式压缩机组。
7)乙烷储罐:采用10 000 m3双金属全包容常压储罐,提高储存的安全等级。
8)乙烷装车泵:置于乙烷储罐内,时刻处于低温状态,启动后随时可供液。
9)尾气增压机组:进出压力比高,出口压力达到4.6~6.0 MPa,选用往复式机组。由于入口介质成分为90%的二氧化碳和10%的水(mol%),目前国内同类处理规模机组处于研发试验阶段,建议采用进口设备。
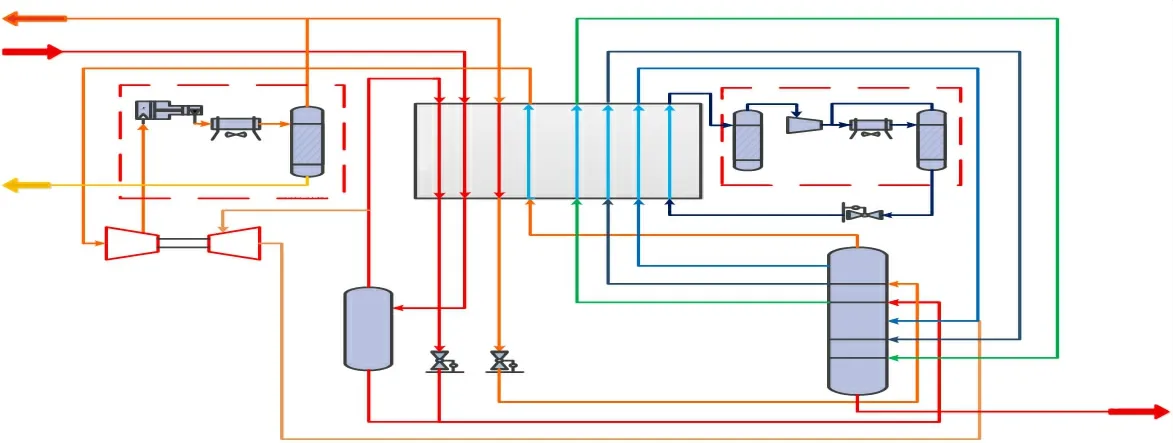
图3 乙烷回收工艺流程示意图
3 乙烷回收工程技术经济分析
3.1 投资效益分析
按照确定的大牛地气田天然气乙烷回收方案,通过查询相关造价定额和调研相关设备厂家价格,预计大牛地气田天然气乙烷回收工程项目总投资为79 979万元(表2),其中设备费38 200万元,材料费2 440万元,安装费11 500万元,建筑工程费8 400万元,其他费用14 600万元。
根据《中石化油气田开发项目经济评价方法与参数》中关于油气田开发改扩建项目经济评价方法的“有无项目对比法”,通过软件分析,大牛地气田乙烷回收工程预计在14 年评价期内累计消耗原料气16.5×108m3,可生产乙烷166.3×104t、液化石油气51×104t和稳定轻烃22.8×104t。按照天然气销售价格1.24 元/m3(不含税),乙烷、液化气和稳定轻烃销售价格3 000元/t(不含税)计算,税后内部收益率为15.19%,投资回收期为6.86 年,年净利润(含税)16 479万元,具有较高的经济效益。

表2 大牛地气田乙烷回收工程投资预算表 单位:万元
3.2 不确定性分析
3.2.1 目标市场分析
目前大牛地气田周边有乙烯装置的厂家共有2家。一是中天合创煤加工基地,该基地距离大牛地处理厂约55 km,其现有乙烯装置不是以乙烷为原料,若要消化本项目乙烷,需要配套以乙烷位原料的乙烯裂解装置,投资较大;二是中石油兰州石化榆林乙烷制乙烯项目,两地相距约为70 km,该装置乙烷处理能力有限,如果要全年均衡接收,需要对生产设备装置重新设计及改造。
中国石化内部有乙烯装置的企业主要有4家,分别是齐鲁石化、中原乙烯、燕山石化和天津石化。综合考虑各方面因素,最终有能力和意愿接收大牛地气田乙烷产品的企业为3家。这3家企业整体上能够全部吸收大牛地气田乙烷回收工程的乙烷产量,但是对原料乙烷的具体技术要求还需要进一步统一明确。同时3 家企业与大牛地气田距离相对较远(齐鲁石化距离本项目约970 km,中原乙烯距离本项目约820 km,燕山石化距离本项目750 km),运输成本较高,长途运输还存在一定的安全风险。
3.2.2 敏感性分析
大牛地乙烷回收工程评价期内影响内部收益率的主要因素为建设投资、产品价格、产品产量和经营成本[15],针对上面的方案对其进行了单因素变化的税后敏感性分析,分析结果见表3。从敏感性分析结果可以看出,产品价格对项目财务内部收益率的影响最大,其次是产品产量和建设投资,经营成本的变化对项目财务内部收益率的影响相对较小。

表3 单因素对财务内部收益率的敏感性分析对照表
4 结论与认识
1)通过对大牛地气田天然气老井存量和新井增量的预测,2019-2035 年天然气产量保持在20×108m3/a;通过对大牛地气田乙烷含量规律的分析,2019-2035 年乙烷含量保持在4.4%~4.9%,波动不大,乙烷产量有保障。
2)大牛地乙烷回收工程采用部分干气循环工艺,获得乙烷、液化石油气及稳定轻烃3种产品,乙烷回收率大于95%,技术路线先进、可靠。
3)大牛地气田乙烷回收工程预计投资7.9亿元,年净利润为1.6 亿元,内部收益率(税后)为15.19%,投资回收期(税后)为6.86年,经济效益显著。
4)由于大牛地气田乙烷回收工程目标市场为中石化内部3家炼化企业,分别为齐鲁石化、中原乙烯和燕山石化,但是3 家企业距离大牛地气田距离较远,运输成本较高,乙烷的具体接收量需要进一步协商确定。
