浅述变频控制器在高压辊磨的应用
2020-05-26李阳
李阳
摘 要 抚顺罕王毛公铁矿高压辊磨机分为固定辊和活动辊,分别由两台1250kW转子绕线式交流异步电机拖动,对应使用森兰SBH系列两台10kV,1400kW高压变频。绕线式电机内部通过特殊处理,使用铜环短接当普通高压电机使用。由于不是变频专用电机,考虑到散热不良,电机厂家的要求,变频器运行最低频率40Hz,最高频率50Hz。原设计为水阻柜启动,不调速。
关键词 频率调节;变频器;高压辊磨;开关
1变频控制器应用在高压辊磨的必要性
变频器用于高压辊磨机,在应用时需要注意同步问题。鉴于高压辊磨机的特点,设备投料后2台电机事实上是通过物料耦合的,也就是说两台电机被强迫同步运行,考虑到高压辊磨两个辊直径细微的差别,折算到电机端的转速并不相等,如果两台变频器采用相同的设定频率势必会造成两台电机的转差率不一样。因此,需要两台变频器做同步连锁控制,一台变频器做主,另一台变频器跟踪运行,时刻保持两台电机功率(或电流)相等。如果不做此处理,将可能会出现其中一台变频器功率(或电流)超限跳停事故[1]。
2具体实施流程及方案
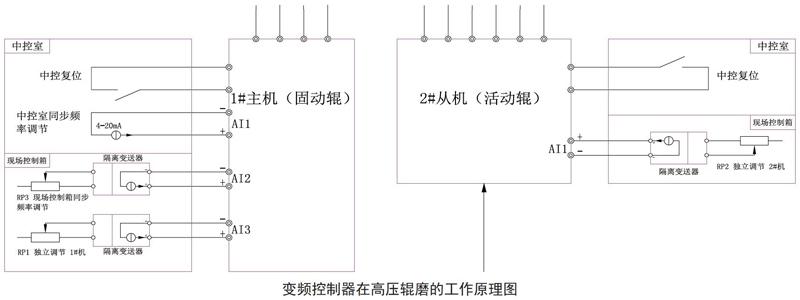
同步调节频率源有两种给定来源,分别为中控室、现场控制箱,通过转换开关SA1选择频率给定来源。当转换开关SA1选择中控室时,主从协调控制板通过RS 485通讯,读取1#主机AI1值(中控室同步调节频率),作为同步调节频率;当转换开关SA1选择现场控制箱时,主从协调控制板通过RS 485通讯,读取1#主机AI2值(RP3现场控制箱同步调节频率),作为同步调节频率。
频率调节分为同步调节与单独调节,需要通过转换开关SA2选择频率调节方式。当转换开关SA2选择单独调节时,主从协调控制板通过RS 485通讯,读取1#主机AI3值(RP1给定值),发送给1#主机,作1#主机频率给定;读取2#从机AI1值(RP2给定值),发送给2#从机,作2#从机频率给定。
当转换开关SA2选择同步调节时,主从协调控制板通过RS 485通讯,将同步调节频率(根据SA1选择确定来源)发送给1#主机、2#从机,作为1#主机、2#从机的频率给定。
变频器只能接收4-20mA信号,所以RP1、RP2、RP3电位器给定的0-10V信号需转换为4-20 mA信号。
2.1 单独调节控制
转换开关SA2置于单独调节位置,把SA2单独调节位置送给辊磨机PLC。
辊磨机PLC发启动、停止信号给1#主机,启、停1#主机(固动辊)变频器,1#主机按RP1给定值运行。
辊磨机PLC发同步控制禁止信号给2#从机,再发启动、停止信号给2#从机,启、停2#从机(活动辊)变频器,2#从机按RP2给定值运行。
单独控制时,2#从机不能作同步控制,因为没有1#主机输出电流作PID给定,2#从机运行过程中,同步控制禁止信号必须一只有效。
2.2 同步控制
转换开关SA2置于同步调节位置,辊磨机PLC 发启动信号给1#主机,发同步控制禁止信号给2#从机,先启动1#主机(固动辊)变频器。再延时启动2#从机,延时时间根据现场工矿确定。辊磨机PLC 发启动信号给2#从机,启动2#从机(活动辊)变频器。待2#从机运行到同步频率后,辊磨机PLC撤销同步控制禁止信号,2#从机根据1#主机输出电流作PID控制,自动调整2#从机输出电流。2#从机进行PID控制后,才能进行投料运行。同步控制时,可实现两台变频器输出电流保持一致,实现负荷分配,避免一台变频器过载。
2#从机启动过程中,不能进行同步控制,同步控制禁止信号必须保持到2#从机运行到同步频率后才能撤销,只有待从机进入同步同控制时,才能进行投料运行。同步控制禁止信号撤销时间可以根据2#从机启动加速时间确定。
主从协调控制板加装在1#主机,作用为:通过RS 485通信,读取1#主机(固动辊)变频器的输出电流,发送给2#从机(活动辊)变频器作PID给定;读取2#从机输出电流,发送给2#从机作PID反馈;根据SA1选择同步频率给定源;根据SA2选择同步调节与单独调节给定源。通过主从控制协调控制板可减少柜间连线,通信给定、反馈可避免通过AI/AO模拟量接口带来的采样误差。
3结束语
如今自然资源的短缺是全世界所面临的问题,我国的资源形式异常严峻,变频器的应用可以减少能源不必要的损耗。对高压辊磨进行变频控制器应用后,优化了生产工艺,同时提高了矿石处理量,并对节能减排起到了关键性作用,应用改造圆满达到了预期效果。
参考文献
[1] 宋遠海,周加胜,李克志.高压变频器主从控制在高压辊磨机上的应用[J].变频器世界,2018,(5):84-87.