内沟槽卡尺示值误差的测量不确定度评定
2020-05-25陈姗姗韩翘楚
陈姗姗 韩翘楚

【摘要】 本文按照测量结果不确定度的评定方法及程序,介绍了内沟槽卡尺测量不确定度评定的原理、模型和方法,并给出了最大校准点测量结果不确定度的评定。
【关键词】 内沟槽卡尺;误差;测量不确定度
Abstract: This article introduces the princeple, modeling and method of the uncertainty measurement of internal groove caliper based on uncertainty evaluation of measurement results. It also gives out the uncertainty evaluation of the largest calibration point of the internal groove caliper.
Key words: internal groove caliper;error;measurement uncertainty
对测量范围5~500 mm的内沟槽游标卡尺其最大校准点491.80 mm示值校准结果进行测量不确定度评定。
1 测量任务
对测量范围5~500 mm的内沟槽游标卡尺进行校准。
2 原理、方法、程序和条件
2.1测量原理
直接测量。
2.2 测量方法
用内沟槽卡尺直接测量3等标准环规。测量点均匀的分布在内沟槽卡尺的测量范围内,各点的示值误差以该点读数值与标准环规尺寸之差确定。
2.3 测量程序
1)用3等标准环规做为标准器;
2)测量时在稳固的工作台上进行。
2.4 测量条件
1)标准环规经过溯源
2)实验室的温度为(20±5) ℃;
3)卡尺和标准环规在实验室放置的时间为3h;
4)卡尺和标准环规都是钢制的;
5)操作人员是经过培训的,并且十分熟悉测量过程。
3 数学模型和灵敏系数
3.1 数学模型
3.2 灵敏系数
4 不确定度来源及其说明(见表1)
5等量块491.8 mm
测量不确定度为3.0 μm2 u2 卡尺对线误差 卡尺的对线误差分布为0.01 mm 3 u3 温度差 标准环规与卡尺之间存在的温度差 4 u4 线膨胀系数 标准环规与卡尺之间线膨胀系数差 ]
5 标准不确定度
5.1 不确定分量的说明与计算
5.1.1 u1——标准环规引入的不确定度
根据JJG 146-2011《量块》国家计量检定规程规定,标称值491.8 mm的5等量块的测量不确定度3.0 μm。对491.8 mm测量点为例:[u1=Uk],[k=2]。则:
5.1.2 u2——对线误差引入的不确定度(见表2)
卡尺的对线误差分布区间为0.01 mm,均匀分布:由公式得:
5.1.3 u3——温度差对标准环规与内测卡尺的影响
标准环规与内测卡尺两者在实验室放置的时间为3h,其温度差不大于2 ℃,其线膨胀系数假定为[11×10-6/]℃,[atd=11×10-6/]℃[×L×2]℃假定为均匀分布,则:[u3=atd/3=6.2] μm
5.1.4 u4——标准环规与内测卡尺的线胀系数差的影响
5.2 不确定分量之间的相关性
没有任何输入量具有值得考虑的相关性。
5.3 合成標准不确定度
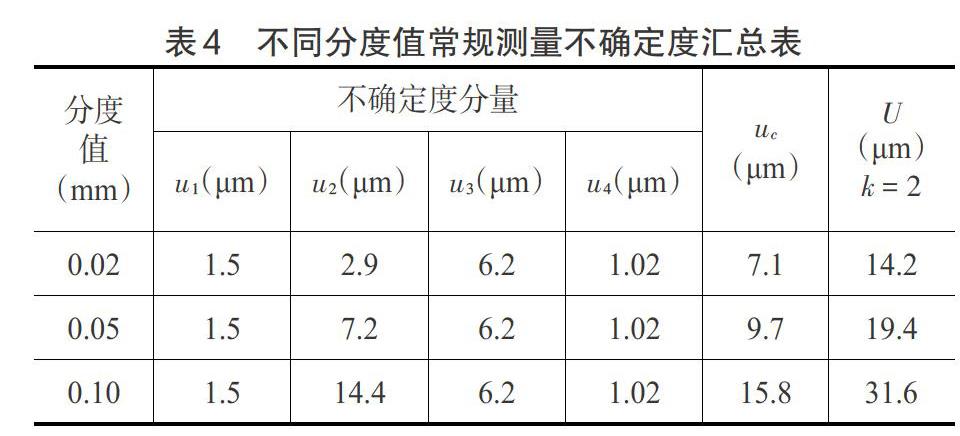
5.4 不确定度汇总(见表3)
6 结论
依据JJF(辽) 229-2015《内沟槽卡尺校准规范》,分度值为0.02时,示值最大允许误差为±0.05 mm,分度值为0.05 mm时,示值最大允许误差为±0.08 mm,分度值为0.10 mm时,示值最大允许误差为±0.10 mm,其示值误差的扩展不确定度与其示值最大允许误差之比≤1/3,方法可行。
【参考文献】
[1] 测量不确定评定与表示:JJF 1059.1-2012[S].
[2] 贺芳.测量不确定度评定的步骤及方法浅析[J].计量与测试技术,2005(5):36-37.
[3] 王群路.测量深孔内沟槽的游标卡尺的制作与检定[C].云南省机械工程学会.十二省区市机械工程学会学术年会论文集.云南省机械工程学会:云南省机械工程学会,2007:201-204.
【作者简介】陈姗姗(1988-),女,工程师,硕士,研究方向为几何量计量。
韩翘楚(1989-),女,工程师,硕士,研究方向为几何量计量。
