Effect of nano powder (Al2O3-CaO) addition on the mechanical properties of the polymer blend matrix composite
2020-05-23HayderAbbasSallalAlaaAbdulHameadFarhadMohammadOthman
Hayder Abbas Sallal, Alaa A. Abdul-Hamead, Farhad Mohammad Othman
Material Engineering Department, University of Technology, Baghdad, Iraq
Keywords:Composite nanoparticles Sol-gel method Polymer blend matrix Nanocomposites Mechanical properties
ABSTRACT This work describes the preparation and study of the properties of composite nanoparticles prepared by the sol-gel method which consists of two materials (Al2O3-CaO), and study the effect of these nanoparticles on the mechanical behavior of a polymer blend (EP 4% + 96% UPE). The powder was evaluated by X-ray diffraction analysis, scanning electron microscopy analysis (SEM), particle size analysis, and energy dispersive X-ray analysis(EDX).The mechanical behavior of the composite material was assessed by tensile test, bending test and hardness test. The evaluation results of the composite nanoparticles showed good distribution of the chemical composition between aluminum oxide and calcium oxide,smoothness in particles' size at calcination in high and low temperatures, formation of different shapes of nanoparticles and different (kappa and gamma) phases of the Al2O3 particles. The results of mechanical behavior tests showed marked improvement in the mechanical properties of the resulted composite material, especially at 1.5%, compared with polymer blend material without nano powder addition. The tensile properties improved about (24 and 14.9) % and bending resistance about (23.5 and 16.8) % and hardness by (25 and 22) % when adding particles of size (63.8 and 68.6) respectively.Therefore,this reflects the efficiency of the proposed method to manufacture the nanocomposite powder and the possibility of using this powder as a strengthening material for the composite materials and using these composite materials in bio applications, especially in the fabrication of artificial limbs.
1. Introduction
Nanoscience is a broad and multidisciplinary area of research that has increased dramatically worldwide in recent years and nanomaterials represent the backbone of nanoscience and nanotechnology [1,2]. Nanomaterials are advance-ceramic materials of growing scientific interest because they have stunning properties compared with alternate sorts of other materials [3]. Nanocomposite particles consist of a combination of two different materials into a single hybrid particle and give a multifunctional material which can be used in different fields including biomaterials, electronic and engineering applications or be used to enhance existing properties[3,4].So,the enthusiasm for this sort of materials has expanded and the strategies used to create it have been enhanced [5,6]. Nanomaterials can be prepared from natural materials such as particles and cellulose fibers from sugar palm fiber, and thin films from sago trees can be used in many applications like packaging and reinforcement materials. Nanomaterials can also be prepared from industrial materials and here the structure and properties of the nanoparticles can be controlled[7-9].There are different ways to fabricate nanoparticles including mechanical, physical and chemical methods [10]. The chemical methods are the most important amongst the techniques used due to fast production and short time. The chemical methods incorporate a few strategies include sedimentation,dispersion,and solgel [11].
The sol-gel technique is an essential strategy compared with other techniques since it gives the powder homogeneity, high purity,and smoothness[12].This method includes basic steps starting with breaking up the crude material(nitrate,alkoxides or chloride)in an appropriate dissolvant, encourages particle precipitation to form the gel and finally uses heat treatment (drying and calcination) to create the powder. Alkoxides are the most widely recognized materials used to create nanomaterials [13].
The advantages of the sol-gel method are: improving adhesion between the substrate and the top coat, materials can be molded into complex geometries,high-purity products are obtained due to the ceramic oxides precursors which are dissolved in the appropriate solvent for the sol-gel transformation, lower processing temperatures, simple, economic, no need for special or expensive equipment and an effective method to produce high-quality coatings [3,10].
The process of mixing polymers has contributed to the formation of a new generation of polymeric materials characterized by good properties of low density and cost in addition to high resistance and good performance while retaining the original properties of the material [14]. The most important of these polymers are epoxy and polyester,where many researches have dealt with these species and are distinguished by varied and excellent properties used in various engineering, industrial and medical applications[15]. Epoxy and polyester polymers can be strengthened with various materials such as powders,fibers or layers[16].One of the most important materials used to strengthen polymer materials is nanomaterials because it provides support, reinforcement, and gives unique and excellent properties to strengthen the structure within the polymer[17].Numerous studies have been conducted in the manufacturing of polymer matrix nanocomposites from natural and synthetic materials.
Shivkumari and Dibakar[17]studied the mechanical properties of UPE-epoxy-treated bamboo fiber blend based composites and the effect of nano clay particles on properties. They observed an increase in all mechanical properties when the ratio of nano clay particles increased to 10 wt%, but after that, the properties started to deteriorate.
Ilyas and et al.[18]treated sugar palm fiber(SPF)to obtain sugar palm nanocrystalline cellulose(SPNCCs).Bio nanocomposites(SPS/SPNCCs) in the form of films were prepared. It exhibited higher crystallinity,tensile strength,Young's modulus,thermal and waterresistance compared to the neat SPS film. The results showed that the tensile strength and moduli of the bio nanocomposites increased after being reinforced with SPNCCs and the optimum nanofiller content was 0.5%. Ilyas and et al. [19] prepared sugar palm nanocrystalline cellulose(SPNCCs)nanocomposites and used it as a biodegradable reinforcement material to improve the water vapor barrier properties of the sugar palm starch(SPS)-based films.The biodegradation test revealed that the SPS degraded faster as compared to SPS/SPNCCs bio-nanocomposites. Ilyas and et al. [20]have made sugar palm nano-fibrillated cellulose (SPNFCs) nanocomposites. Nanocomposites were cast and utilized as biodegradable reinforcement materials to improve the water barrier properties of the sugar palm starch (SPS)-based films. It was observed that the water absorption effect on the SPS and SPS/SPNFCs bio nanocomposite had brought a significant improvement when the size of the SPNFCs was reduced. Whereas, the water solubility test revealed that the SPS solubilize faster as compared to SPS/SPNFCs bio-nanocomposites. Gujjala and et al. [21] investigated the effect of alumina nanoparticles on an epoxy matrix composite reinforced with natural fibers of jute and noted that there was an improvement in mechanical properties except a decrease in wear resistance.Naveen and et al.[22]used Fe2O3and f-Fe2O3nanoparticles which were prepared by a chemical reduction method to strengthen the polyester material. The results showed an improvement in mechanical properties for the polyester reinforced by f-Fe2O3nanoparticles compared with polyester reinforced with Fe2O3nanoparticles. Minh and Shyh [23] studied the effect of adding graphene nanoplatelets as a strengthening agent to a blend of epoxy and polyester. The results showed an improvement in mechanical properties,especially at 0.2%,in addition to the thermal stability of all added ratios. Chakradhar and et al. [24]studied the thermal properties of an epoxy-polyester blend with nano clay as reinforcement material, where they observed an increase in heat decomposition and loss of weight when nano clay increased to 5 wt%. On the other hand, thermal properties improved at 3 wt% where the glass transition temperature was increased.
Through the previous studies, it has been noticed that the researchers studied manufacturing of nanocomposites from different materials but they did not study the preparation of composite nanoparticles and its effects on the properties of the matrix material,especially the mechanical properties.In addition,the effect of these particles on the properties of the polymer blend was not mentioned.Therefore the aim of this study is to prepare composite nanoparticles(Al2O3-CaO)and explain their effect on the properties of the polymer matrix as well as the use of a polymeric blend (EP 4% + UPE 96%) as polymer matrix material to prepare hybrid nanocomposite material which can be used in several applications especially medical applications in artificial limbs manufacturing.
2. Experimental work
In this study, epoxy resin (EP) with purity (98%) and Hardener(Triethylene tetramine) supplied by (Clever polymers (CP) Company,TURKIA),polyester resin(UPEr)with purity(97%)and Methyl ethyl ketone peroxide and cobalt naphthanate were used as catalyst and accelerator respectively supplied by (Clever polymers (CP)Company, TURKIA) to prepare the polymer blend.
The aluminum nitrate nonahydrate Al(NO3)3·9H2O supplied by Thomas Baker (chemicals) India with purity 99%, calcium nitrate Ca(NO3)2·4H2O supplied by Thomas Baker (chemicals) India with purity 98%,and surfactant material(sucrose extra pure)(C12H22O11)supplied by alpha chemika India with purity 99% were used to prepare the nanocomposite particles.
Initially, to prepare the nanocomposite particles, 1 M of aluminum nitrate nonahydrate was dissolved in 100 ml of deionized water and 1 M of calcium nitrate was dissolved in another 100 ml of deionized water with continuous mixing on hot plate stirrer at 60°C until the salt dissolved, then the dissolved salts for both types are placed in a flask and mixing for 2 h at 60°C.The next step is addition of surfactant material (sucrose extra pure) (2%),then drops of ammonium hydroxide (NH4OH) were added with continuous mixing to increase the viscosity until the gel was formed.Then,the solution was filtered with filter papers to get out the gel and dried at 80°C for 6 h.
The next step is heat treatment at 550°C and 850°C for 2 h.The technological path of the preparation process is shown in Fig.1.The resulted nanocomposite powder was evaluated by X-ray diffraction(lap X-automated powder diffractometers and X-rays were generated using copper (Cu-Kα) radiation at 35 kV, 40 mA, Germany),scanning electron microscope (SEM) and energy dispersive X-ray(EDX) (Inspect S 50, FEI, Netherlands) and particle size analysis(PSA)(Brook,NanoBrook-90 Plus).One sample was synthesized for each test.
The next step was preparing the polymer blend to produce nanocomposite materials. A specific percentage of each substance(EP 4% + 96% UPE) was mixed using a mechanical mixer (manufactured by global lap, Korea) with addition of the hardener, catalyst, accelerator, and promoter (2: 2: 2: 2) respectively. Next, the prepared nanopowder was added at (0.5, 1, 1.5, and 2) wt% and mixed by the mechanical mixer.Then,the mixture was poured into a mold and after solidification and drying it was cut according to the ASTM standard.Four samples were synthesized for each mixing ratio to give an accurate reading.
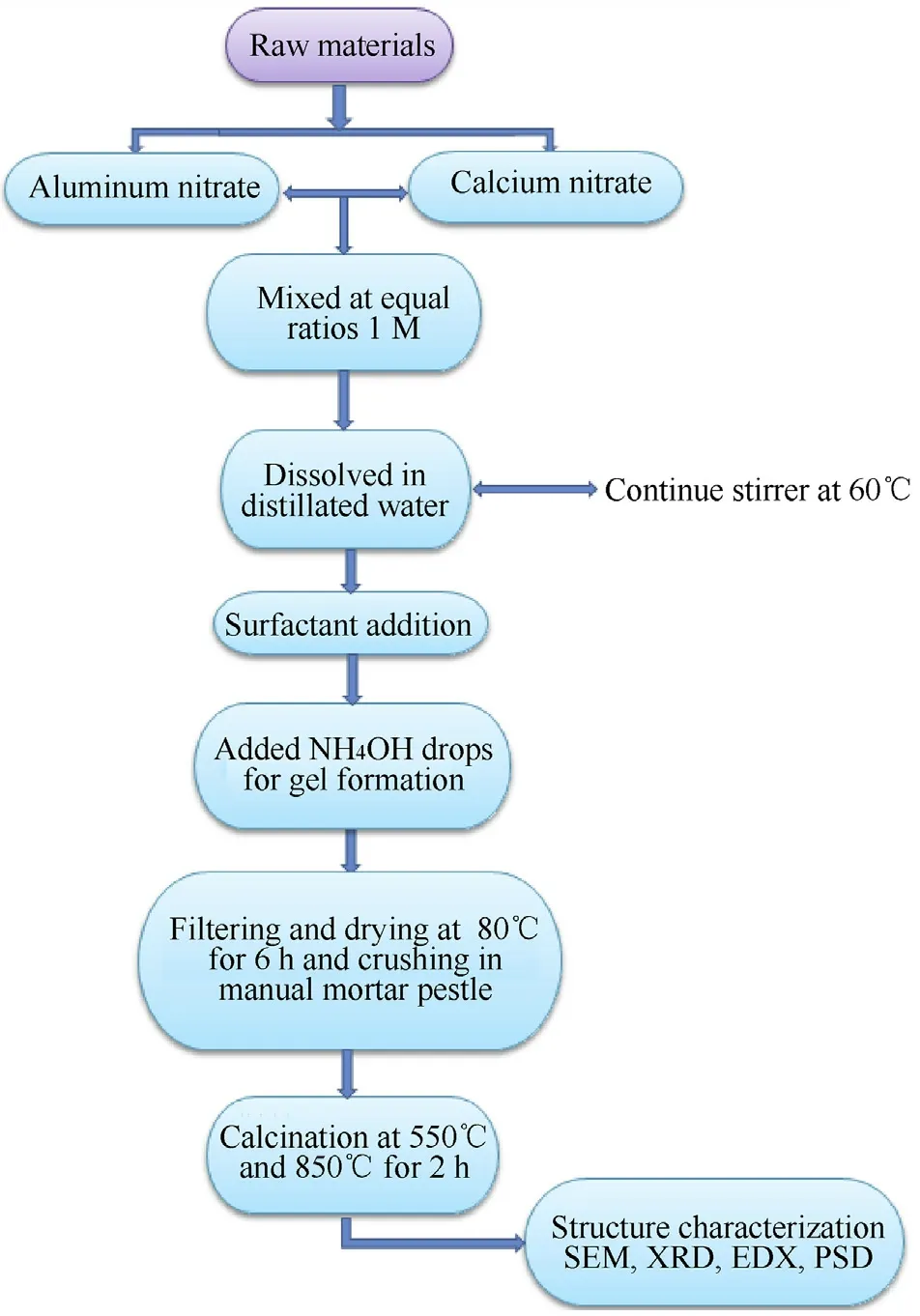
Fig.1. The technological path of the sol-gel method.
The properties of the resulted nanocomposite were assessed using the tensile and bending test carried out by using a tensile machine (universal tensile and bending instrument, LARYEE) with capacity load (50 kN) and tensile specimens were performed according to the ASTM D 638 standard and bending specimens according to ASTM D 790, and hardness (Shore D) specimens were performed according to ASTM D 2240.
3. Results and discussion
3.1. Composite nanoparticles evaluation
3.1.1. X-ray diffraction (XRD) result
XRD was used to determine the type of material or element and the special arrangement of atoms within crystalline phases and materials. Fig. 2(a) shows the results of the X-ray diffraction analysis of the composite nanopowders prepared from aluminum nitrate and calcium nitrate by a sol-gel method dried at 80°C for 6 h and treated at 850°C for 2 h.The resulting alumina is(κ-Al2O3)and Calcium Oxide(CaO)according to the analysis card of this test(013-0373 and 037-1497)JCPDS respectively.Fig.2(b)shows the results of the X-ray diffraction test of the same powders treated at 550°C for 2 h. The resulting alumina is ((γ-κ) Al2O3) and Calcium Oxides(CaO)obtained by the analysis card(010-0425,013-0373 and 037-1497) JCPDS respectively.
The results of this analysis indicates the effect of heat on the formation of the phases since two different transformer phases are produced (kappa and gamma). In addition, the heat affects the particle size produced for both phases as will be demonstrated in the particles size analysis results. The samples resulted from the treatment contain a small number of phases because crystallization heats to form phases of Al2O3and CaO needs higher temperatures[25].Table 1 shows the components of the composite nanopowder from the phases and the existed crystalline systems as well as cell parameters for each phase.
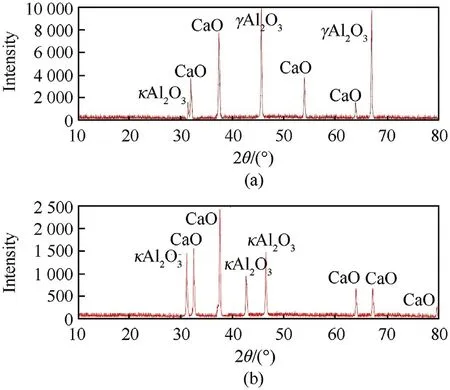
Fig. 2. X-ray diffraction patterns for the composite nanoparticles. (a) The composite nanoparticles (Al2O3-CaO) with heat treatment at 850°C. (b) The composite nanoparticles (Al2O3-CaO) with heat treatment at 550°C.
3.1.2. Particle size distribution (PSD) result
PSD uses a single-lens system that receives all the scattered signals emitted from particles in the nanometer to the millimeter size. The use of high-quality lenses results in high-resolution images of low and diffuse light, ensuring that the device will receive all signals-even weak signals at high angles resulting from the dispersion of smaller particles.
Fig. 3(a) and (b) explains the particle size of the composite nanopowders prepared from aluminum nitrate and calcium nitrate and treated at 550°C and 850°C for 2 h. As noticed, the low temperature gives more smoothness,about 63.8 nm,with a multiplicity of phases where two phases of alumina appeared compared with the high temperature,which gives less smoothness,about 68.6 nm,and fewer phases.
3.1.3. Energy dispersive X-ray (EDX) result
EDX analysis was used to identify the chemical elements and their concentration within the material.The EDX results in Fig.4(a)and (b) shows the homogenous distribution of elements in the structure of nanopowder prepared from aluminum nitrate and calcium nitrate and treated at 550°C and 850°C for 2 h.
The initial composition of the powder was assessed by the presented elements in the analysis which match with the resulted nanocomposite powder. Also, the results showed the absence of impurities and this indicates the purity of the resulted material.The chemical analysis of the powder, after calcination at 550°C and 850°C for 2 h, confirmed the possibility of nanocomposite powder synthesis by the sol-gel method.
3.1.4. Scanning electron microscope (SEM) result
Scanning electron microscopy SEM was used to examine sample topographies at very high magnification using a piece of equipment called electronic microscopy. During the SEM test, the electron beam concentrated on the sample point, leading to the transfer of energy to the spot and then translated into the signal. In this analysis, a scanning electron microscopy was used to study the morphological and histological characteristics of the composite nanopowder produced by the sol-gel method. Fig. 5(a) shows an image with high enlargement intensity for the compositenanopowder (aluminum and calcium) oxide dried at 80°C for 6 h and calcination at 850°C for 2 h.The random shape of the particles helped in the emergence of some clusters between particles.Also,it was noticed that the shape of the resulted particles is irregular due to the different geometric formation of the particles.While Fig.5(b)shows an image with high magnification intensity for the composite nanoparticles of the oxides (aluminum and calcium) prepared under the same conditions and calcination at 550°C. As shown, the distribution of particles and concentration is in some areas of particles and this helps in the emergence of some clusters between the large particles.Also noticed that the resulted particles were irregular in shape because of the difference in geometric shapes of the particles and it showed more smoothness due to the low heat of the treatment compared to the previous heat.

Table 1 The components of the composite nanoparticles.
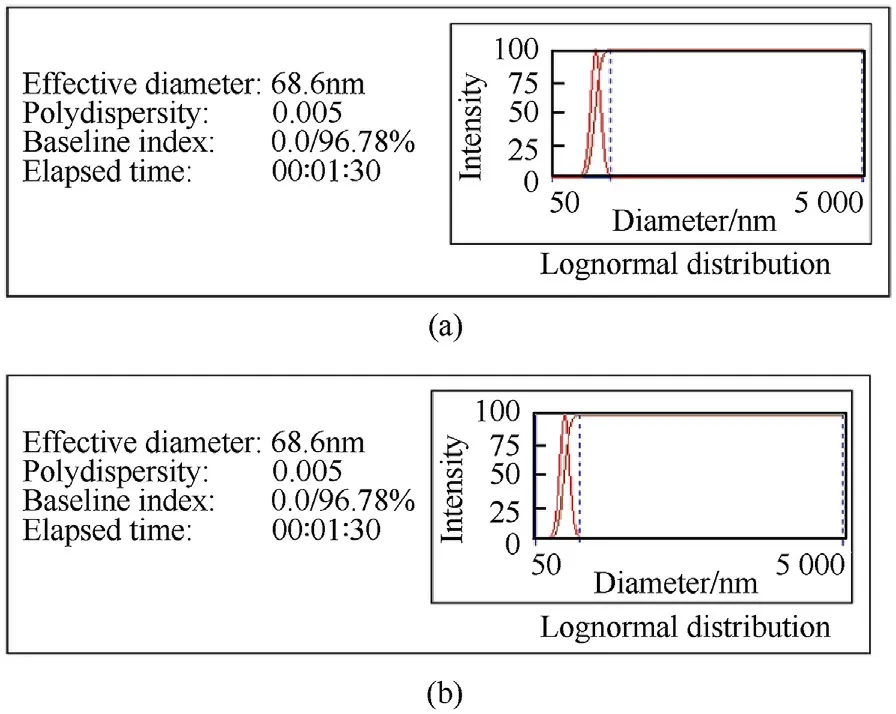
Fig. 3. The particle size analysis of the composite nanoparticles. (a) The composite nanoparticles (Al2O3-CaO) with heat treatment at 850°C. (b) The composite nanoparticles (Al2O3-CaO) with heat treatment at 550°C.
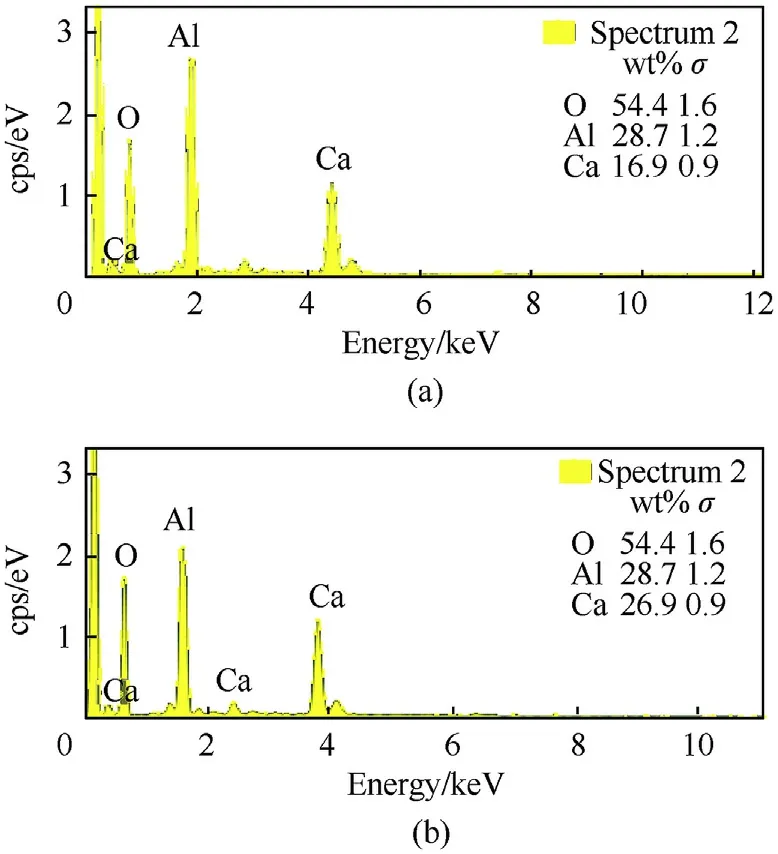
Fig.4. Energy Dispersive X-Ray Analysis(EDX)of the composite nanoparticles.(a)The composite nanoparticles(Al2O3-CaO)with heat treatment at 850°C.(b)The composite nanoparticles (Al2O3-CaO) with heat treatment at 550°C.
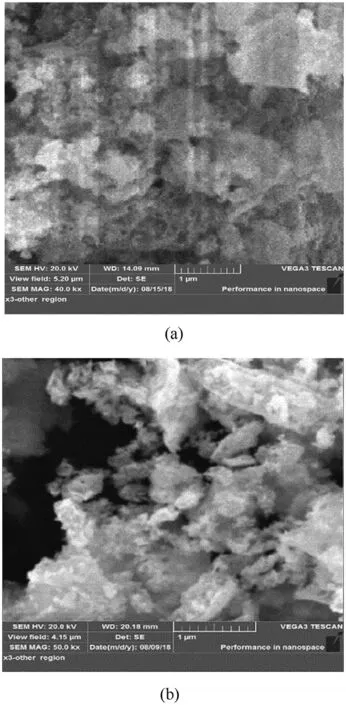
Fig. 5. SEM images for the composite nanoparticles. (a) The composite nanoparticles(Al2O3-CaO) with heat treatment at 850°C. (b) The composite nanoparticles (Al2O3-CaO) with heat treatment at 550°C.
3.2. The mechanical behavior of the polymer blend matrix composite material
3.2.1. Tensile test
The tensile test is the most essential mechanical test.The tensile test applies drag force to a material and measures the specimen's response to stress. By doing this, the tensile test determines the strength of the material and how much it can expand. The tensile behavior in Fig. 6(a), shows the results of adding the composite nanoparticles(Al2O3-CaO)prepared at thermal treatment 550°C to the polymer blend (EP 4% + 96% UPE) at different rates.
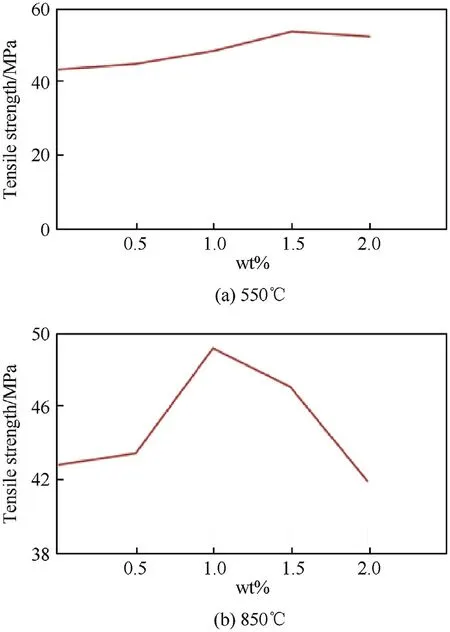
Fig. 6. The tensile strength results of polymer blend reinforced by the composite nanoparticles. (a) Polymer blend reinforced by composite nanoparticles (Al2O3-CaO)with heat treatment at 550°C. (b) Polymer blend reinforced by composite nanoparticles (Al2O3-CaO) with heat treatment at 850°C.
The results illustrate that the relation between tensile strength and the amount of the added powder is directly proportional.This means the nanocomposite showed an increase in the maximum tensile strength with the increase in the powder quantity. This indicates that the nanopowder gives a high surface area, which increases the wetting ability of the ground material and provides better cover for the nanoparticles'surface,as well as increasing the strength of the interface between the nanoparticles and the base material.
Fig. 6(b) shows the tensile behavior resulted from adding the nanoparticles treated at thermal treatment 850°C to the polymer blend (EP 4% + 96% UPE). The nanocomposite also showed an increase in the maximum tensile resistance with increase in the powder's percentage but less than the results given by the nanopowder prepared at 550°C.
The improvement in mechanical properties is due to the dispersion quality and adhesion strength of the nanomaterials with the polymer matrix[18].The decrease in tensile strength shown in Fig.6(a)at weight fracture(2%)and Fig.6(b)at the weight fracture(2%-1.5%) resulted from the difference of particle size and the agglomeration that acts as stress concentration centers. Therefore,this causes deterioration and decreases in mechanical properties.The heterogeneity and dispersion of aggregates of nanoparticles within matrix material causes a decrease in properties [26].
3.2.2. Hardness test
Hardness testing is a fundamental element in a lot of quality control procedures.It enables us to assess the properties of a given material and helps to identify whether a material or material processing is appropriate for the required purpose.
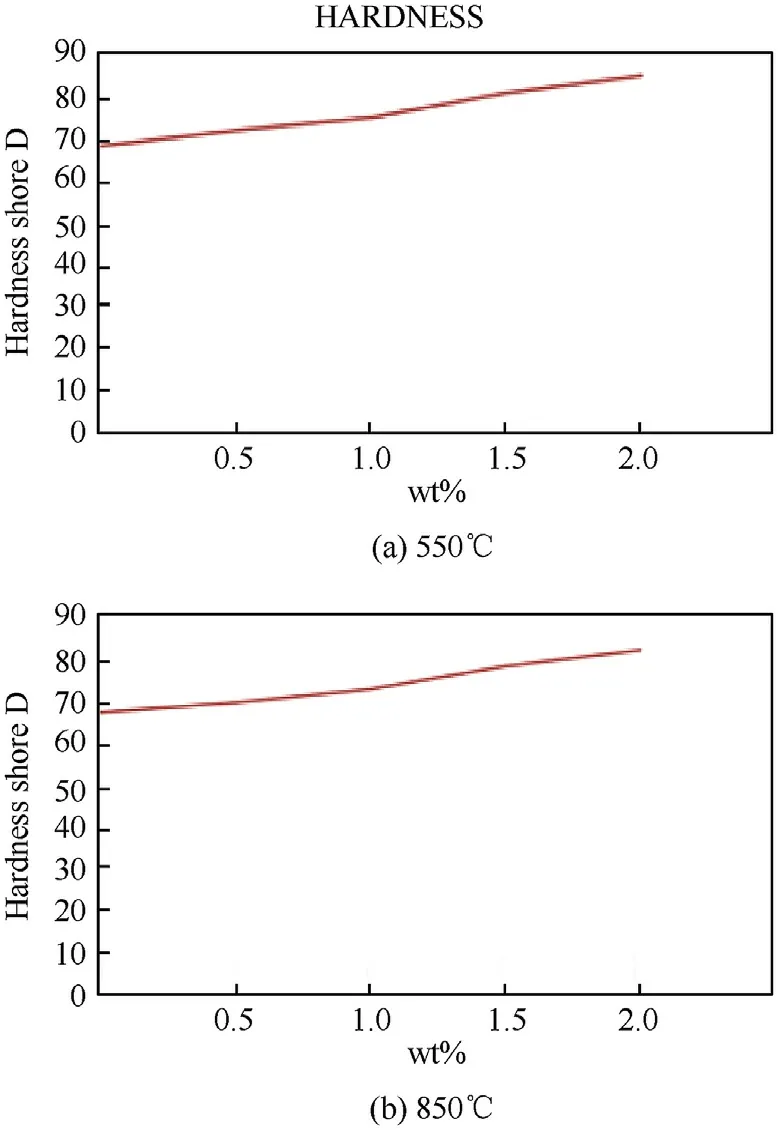
Fig. 7. Hardness shore D results of polymer blend reinforced by the composite nanoparticles. (a) Polymer blend reinforced by composite nanoparticles (Al2O3-CaO)with heat treatment at 550°C. (b) Polymer blend reinforced by composite nanoparticles (Al2O3-CaO) with heat treatment at 850°C.
Fig.7(a)and(b)shows the hardness test results after addition of nanopowder (Al2O3-CaO) prepared at 550°C and 850°C to the polymer mixture(4%EP+96%UPE)with different weight fractions.
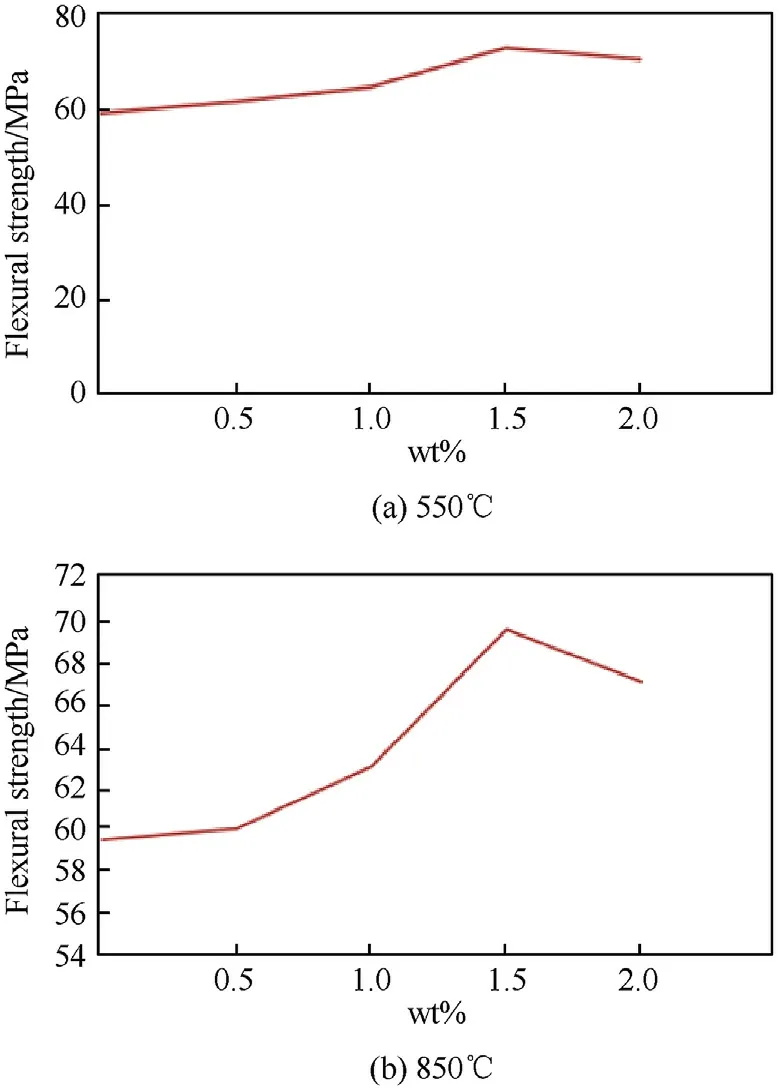
Fig. 8. Flexural strength of polymer blend reinforced by the composite nanoparticles(a) polymer blend reinforced by composite nanoparticles (Al2O3-CaO) with heat treatment at 550°C (b) polymer blend reinforced by composite nanoparticles (Al2O3-CaO) with heat treatment at 850°C.

Table 2 Summary of the mechanical properties of Composite material consists of (4% EP + 96% UPE) reinforced by composite nanoparticles (Al2O3-CaO).
The polymer blend shows an increase in hardness values. This indicates that the composite nanoparticles give high resistance against scratching with a high surface area and thus it helps in increasing both the wetting ability of the ground material and the strength of the interface between the nanoparticles and the base material.
The low proportion of defects such as micro and nano-cracks within the composite material causes an increase in the value of mechanical properties[26].As noticed in Fig.7,the slight difference in hardness values is due to the difference of the powder's particle size.
3.2.3. Flexural strength
Flexural strength is the amount of strength an object can afford before breaking or distorting.As illustrated in Fig.8(a)and(b),the resulted nano composite polymer material demonstrates that the rise in the nanopowder percentage causes an increase in bending resistance values. This shows that the composite nanoparticles provide the polymer mixture with resistance and strength and support material to be more resistant to the external loads.Furthermore,a high surface area has resulted from the smoothness as shown in the particle size distribution in Fig.3.Also,the random shape of the composite nanoparticles produced at 550°C and 850°C, shown in Fig. 5, causes an increase in the strength of the interface between the nanoparticles and the base material.
The decrease in bending resistance values resulted from the particle size difference of the nanopowder and the aggregates acts as stress concentration centers that represent internal defects in the composite material. For this reason, we notice a difference in resistance.
The excess amount of the reinforcing material leads to a decrease in the wetting ability of the base material and causes defects such as micro and nano cracks within the composites structure and causing deterioration of the mechanical properties[27].
The data in Table 2 clarifies the influence of the nanopowder(Al2O3-CaO)on the increase and decrease of mechanical properties of the prepared composite.
4. Conclusions
The evaluation of the composite nanoparticles using XRD, particle size analysis, SEM and EDX tests showed that nanoparticles have an irregular shape and a homogeneous chemical structure composed of aluminum oxide and calcium and free of impurities.In addition, the results showed that the temperature affects the smoothness of the particles. The formation of the phases at heat treatment of 550°C gave more smoothness and phases than heat treatment of 850°C.
The mechanical tests showed a clear improvement in the properties of the polymer blend reinforced with the composite nanoparticles. The tensile test showed an improvement in tensile strength for the polymer blend reinforced with composite nanoparticles 63.8 nm up to 24% at 1.5 wt% and to 14.9% at 1 wt%when reinforced by composite nanoparticles 68.6 nm.The bending test showed improvement in the resistance up to 23.5%and 16.8%at 1.5 wt% after adding the composite nanoparticles 63.8 nm and 68.6 nm respectively. The hardness test showed improvement in the hardness shore D up to 25% and 22% at 2 wt% after adding the nanocomposite powders 63.8 nm and 68.6 nm respectively. According to the results of the mechanical evaluation, the best properties were obtained through reinforcement by nanocomposite powder 63.8 nm at 1.5 wt%.
杂志排行

Defence Technology的其它文章
- A comparison of the ballistic behaviour of conventionally sintered and additively manufactured alumina
- Effect of operating temperature on aged single lap bonded joints
- Investigation on energy output structure of explosives near-ground explosion
- Characteristics structure analysis on debris cloud in the hypervelocity impact of disk projectile on thin plate
- A fast-running method for blast load prediction shielding by a protective barrier
- Coating processes towards selective laser sintering of energetic material composites