离心机脱水效果影响因素分析及运行参数优化
2020-05-22魏伟
魏伟
【摘 要】在对选煤厂离心机的结构及运行原理进行阐述的基础上,对影响离心机运行效果的因素(包括转速、进煤泥浓度、速差、处理量等)进行分析,并具体给出了离心机的最优运行参数。
【关键词】选煤厂;离心机;脱水;运行参数;影响因素
【中图分类号】TD946.2 【文献标识码】A 【文章编号】1674-0688(2020)01-0101-02
众泰煤焦化选煤厂采用的离心脱水设备是将1~10 mm以内细精煤脱水和精煤泥进行脱水[1]。通常采用离心机脱水后产品的粗精煤回收率在80%以上,产品含水量在20%以内,煤泥回收率在70%以上[2]。精煤泥的脱水效果与脱水设备参数、类型及煤泥性质等有较大关系,应根据煤泥粒径、煤泥沉降特点及现场条件等,综合考量运行环境、技术、经济及管理等方面的因素,判断后做出恰当的选择[3-4]。
众泰煤焦化选煤厂在生产过程中排出的煤泥水经由旋流器进行初步浓缩之后,进入离心机。通过测定,煤泥内部的水分无显著亲水性,水分含量低,脱水容易,采用离心脱水机可以起到显著的应用效果。因此,选用离心脱水机型号为LLL1200×650B,入料浓度在30%时的处理能力在40 t/g,筛篮上端直径为1 200 mm,筛网孔隙有0.25 mm、0.35 mm两种类型,筛篮堆角为30°,转速在482 r/min。
1 离心机结构组成及工作原理
采用的离心机(型号LLL1200×650B)由机座、齿轮系、筛篮、钟型罩、转子、控制箱、润滑系统及进料管等构成。工作原理如下[5-6]:当选煤厂的浓缩煤泥输入至高速旋转离心机内部时,煤泥中粒径较大的部分在重力作用下快速沉降,在螺旋刮刀子间及筛篮外壁聚集,粒径较小的煤泥及液体等则通过筛篮孔隙汇聚至集水槽内并排出。在离心机内部,高速旋转的筛篮与宣螺旋刮刀转子间会有一定的转速差,基本在5~12 r/min,在螺旋刮刀子间及筛篮外壁聚集的大粒径煤泥在螺旋刮刀子的作用下推移至筛篮底部位置,并经过收料斗收集排出。浓度较高的煤泥水持续不断地流入至离心机内部,较大比重及粒径的煤泥会持续沉降、集聚,实现对煤泥的有效处理,从而实现煤泥的固液分离。
2 离心力脱水影响因素分析
对离心机脱水效果有影响的因素可以归结为设备结构组成、可调整设备参数及工艺因素三大部分,具体如下:①设备固定机构组成包括筛篮直径、长度,螺旋距离,筛篮下堆角度,等等。②可以进行调节的设备参数包括筛篮运行速度、螺旋刮刀子运行速度及两者运转速度之差。③工艺因素包括煤泥进料速度、性质、絮凝剂添加量及煤泥浓度等。
在离心机型号确定的情况下,若要充分发挥离心机的脱水效果,实现固液分离目标,可以对一些可调设备参数及工艺因素等进行调整。例如,改变筛篮运转速度、对离心速度进行调节等,使得离心机内的固液分离因数增加,便于固液间的分离;反之,降低筛篮运转速度,会降低分离因数,不利于煤泥的固液分离。但是,若过分增加筛篮运转速度,必定会增大设备的磨耗程度,同时产生的噪音较高。根据选用的离心机型号,对比两种分离因数,具体如下。
分离因数Fr计算公式如下:
Fr=ω2r/9.8
其中:ω表示转速角速度(rad/s);r表示半径(m)。
对于选煤厂前期用于1~10 mm精煤脱水离心机而言,转速n为534 r/min,r为0.5 m,计算得出的分离因数Fr为159.7;针对精煤泥离心机而言,转速n为482 r/min,r为0.5 m,计算得出的分离因数Fr为130.1。在离心机的实际使用过程中,前期离心机的脱水效果要明显好于后者。
筛篮间隙也会影响离心机的运行效果,选择合适的筛篮间隙可以使煤泥分离浓度及产品水分间达成较好的平衡。当筛篮间隙过小时,则会使分离水浓度变低,分离产品中的含水率增加。
筛篮转速与螺旋刮刀子间的转速差越大,煤泥在离心机内的存留时间越短,產品的含水率越高,分离水中的含固率越大;反之,当筛篮转速与螺旋刮刀子间的转速差越小时,煤泥在离心机内的停留时间越短,固液分离也越彻底,但是需要注意避免出现煤泥封堵现象。
输入到离心机内的煤泥性质一定的情况下,可以通过改变进料过程中的配速率,减少投配量来提高固液分离效果。
3 离心脱水机运行效果分析
采用离心分离机对固液分离最佳参数工艺参数进行分析,针对煤泥浓度、离心机转速、差速、处理量等参数对离心机脱水后的产品含水量、煤泥回收率及分离液浓度的影响等进行分析。
3.1 处理量
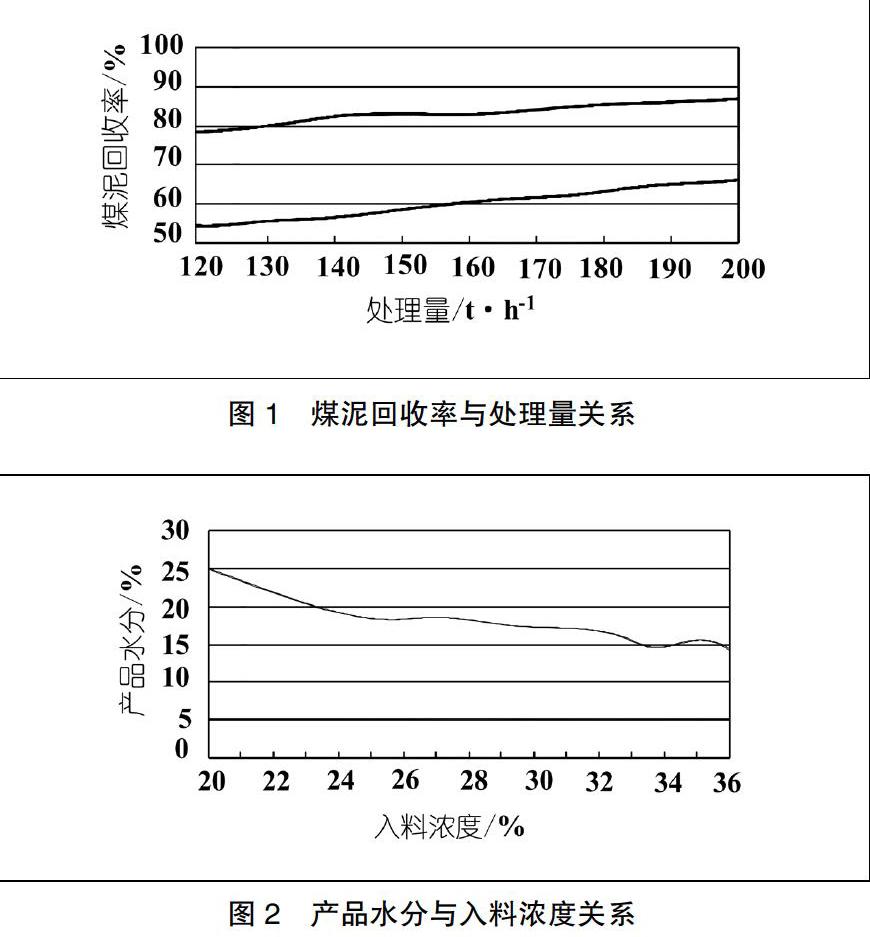
离心机的运行参数如下:转速为600 r/min,差速为8 r/min,进煤泥浓度为25%,煤泥回收率与处理量关系如图1所示。从试验中得到的结论如下。
(1)随着离心机处理量的不断增加,离心机产品中的水分含量也不断提升,在处理量达到180 m3/h时,离心机仍能取得较好的处理效果,一般情况下,离心机的处理量保持在140~160 m3/h时,离心机处理效果最佳。
(2)离心机的处理量保持在140~160 m3/h时,粗煤泥回收率在80%以上。
(3)离心机的处理量保持在140~160 m3/h时,产品含水率控制在20%以内。
3.2 入料浓度
离心机的运行工况:进煤泥速度为180 m3/h,转速为600 r/min,离心机差速为8 r/min。入料浓度与离心机产品水分之间关系如图2所示。主要结论如下。
离心机脱水效果与入料煤泥浓度的关系不明显,当入料浓度控制在24%以上时,煤泥可以取得较高的回收率(70%以上),产品水分含量保持在20%以内。
3.3 速差
离心机运行工况:进煤泥速度为180 m3/h,转速为600 r/min,进煤泥浓度为25%。
试验主要结论:①离心机差速为5~10 r/min时,产品的含水率为15%~17%,含水率小于20%;当差速为12 r/min时,产品水分含量有所增加,达到28%,分离液浓度值也有所提升;②差速对产品水分的影响不是很明显,但是实际生产过程中应根据入料浓度及处理量合理确定,处理量较大时,差速过低容易以引起离心机出现堵塞情况,差速过大则会引起产品水分过大。
4 离心机最佳运行参数确定
根据前文分析结果及选煤厂运行实际情况,对离心机最优运行参数进行确定,具体为转速控制在600 r/min,速差控制在5~10 r/min。
采用上述参数对煤泥水进行脱水处理,具体效果为粗精煤泥回收率在80%以上,煤泥回收率在60%以上,产品中的水分含量在20%以内;选用离心机对浓缩煤泥进行分离,设备管理难度不大,固液分离效果明显,产品水分及分离液浓度均较小,应用效果明显。
参 考 文 献
[1]么雷,魏松阳,徐英芳,等.影响HSG系列卧式振动卸料离心机脱水效果的因素分析[J].煤质技术,2018(5):64-67.
[2]武千云.洗煤厂卧式离心机脱水效果影响因素分析[J].山东工业技术,2018(20):29.
[3]陈伟东.影响卧螺离心脱水机正常运行的问题及处理措施[J].中国资源综合利用,2018,36(7):45-47,50.
[4]石郡,郭建伟,张旭磊,等.两种煤泥离心机的结构特点及应用效果对比[J].煤炭加工与综合利用,2017(7):17-19,8.
[5]班海俊.李家壕选煤厂精煤离心脱水试验研究[J].煤炭加工与综合利用,2017(3):16-19.
