络筒机栅式张力的分析与研究
2020-05-20青岛宏大纺织机械有限责任公司国世光
青岛宏大纺织机械有限责任公司 国世光/文
1.前言
目前自动络筒机在纱线张力控制方面一共有两种控制方式:一种是张力盘加压式控制方式,一种是栅式加压控制方式。前者主要应用于意大利萨维奥、德国赐来福和青岛宏大设备上,后者主要应用于日本村田设备上。
现在各大厂商都看到了栅式张力的优越性,相继也开始开发各自的栅式张力控制方式,像德国赐来福、意大利萨维奥也在2016年上海纺机展会上推出了采用不同控制方式的栅式张力控制装置。青岛宏大作为国内制造自动络筒机的龙头企业,也适时地推出了具有自主知识产权的栅式张力控制装置。
2.原理分析
盘式张力是利用左右两个圆盘式装置,通过电磁动力对纱线进行加压,从而实现对纱线张力的控制。盘式张力分为左右两个部分,其中左张力盘为固定式,右张力盘为活动式(个别厂商左为活动式,右为固定式)。活动端张力盘通过张力轴连接进行轴向运动,实现张力盘的打开和闭合,而活动张力盘的轴向运动动力源可采用电磁铁方式和直线步进电机方式,真正对纱线进行加压的时候均采用电磁铁加压,电磁铁加压的特点是可进行无级加压,加压柔和,适纺性强。
因为张力盘的材料一般为钢制或者铝制加涂层,所以需要对张力盘进行旋转,以防止纱线长时间经过同一点而磨损张力盘,张力盘随着张力电机进行旋转,针对不同的纱线品种旋转速度可调。如图1所示的意大利萨维奥的盘式张力结构图。
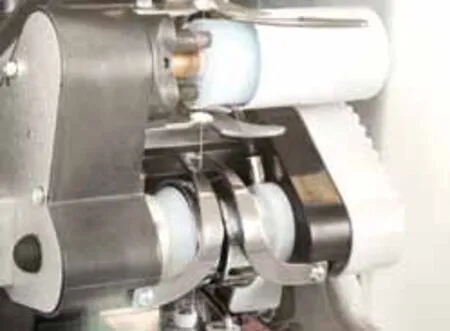
图1 意大利萨维奥的盘式张力结构图
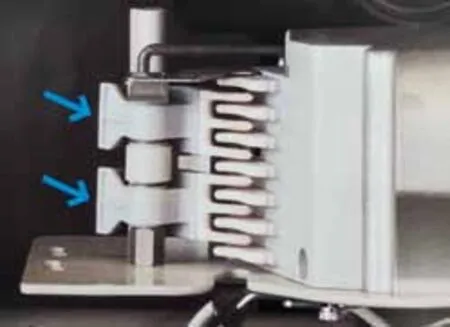
图2 日本村田Qpro机型的栅式张力结构[1]
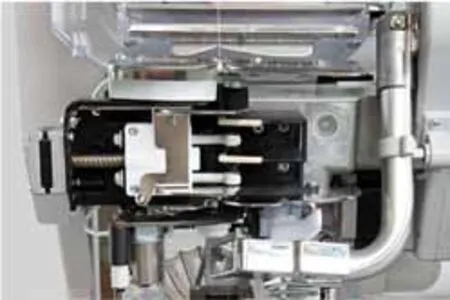
图3 意大利萨维奥的栅式张力
栅式张力是一种从原理上与盘式张力完全不同的纱线张力控制装置。最早应用栅式张力的络筒机生产商是日本村田,其基本原理是利用左右两侧交错分布的栅栏,使纱线形成一段“之”字型路径,通过和栅栏的摩擦与一定的卷绕速度而形成张力。因为栅式张力的栅栏不能旋转,纱线会一直磨在同一个点上,所以栅栏一般采用硬度更高的陶瓷材料进行制作。如图2所示是日本村田Qpro机型的栅式张力结构[1]。
栅式张力与盘式张力一样,分为两个部分,一部分是固定式栅栏,一部分为活动式栅栏。以日本村田Qpro的其中一种配置为例,固定端采用7段栅栏,活动端采用6段栅栏,其中活动式栅栏采用旋转式电磁加压,能够对纱线施加灵敏的加压力。
意大利萨维奥的栅式张力采用步进电机加丝杠驱动活动端,如图3所示。萨维奥的固定端在右侧,活动端在左侧,其中固定端采用3点栅栏,活动端采用两点栅栏,比起日本村田,整体的栅栏数量减少很多,这就需要使左右栅栏的交叉进深更大,才能获得满足加工范围的张力施加,整体的活动端打开关闭由步进电机驱动,即使加工竹节纱等特殊品种的纱线也能保证全面的张力控制 [2]。
青岛宏大VCRO系列的栅式张力是结合上述两家公司结构的优点自主研发的新式张力加压结构,整体采用了一体式陶瓷设计机构,同样采用了左三右二的栅栏结构,活动端在右侧,采用直线型电磁加压方式,如图4所示。
3.输出力分析
以上三家的栅式张力控制装置虽然的结构上有着不同的设计,但是其对纱线的加压原理上是相同的,下面以青岛宏大的栅式张力进行说明,从理论上分析栅式张力的加压原理。
栅式张力的基本原理都是依靠左右栅栏对纱线夹持,使纱线在栅栏上形成一定角度的包围角,纱线在这个包围角上移动,利用纱线与栅栏产生的的摩擦力而产生张力,如图5所示。
包围角的计算。纱线经过栅式陶瓷片折压后,在陶瓷片顶端形成一定角度的包围角,在此包围角范围内,纱线与陶瓷片进行摩擦而形成张力,包围角越大,接触面越多,张力越大,而最大包围角是在栅式最大进深时产生的,经过计算为92°,如图6,其计算公式如下[3]:

F为纱线输出张力,F0为纱线喂入栅式张力前的初始张力,f为纱线与陶瓷的摩擦系数,取值0.32, 为包围角(弧度值),取值92°其弧度值为1.6,共4处包围角。

图4 青岛宏大VCRO系列的栅式张力

图5
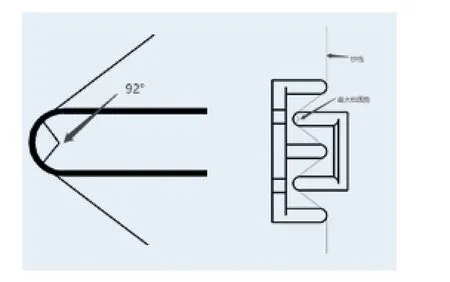
图6
通过公式可以计算出F=7.75F0,
可以看出,在栅式张力最大进深时,栅式张力的输出张力是初始喂入张力的7.75倍,能够满足绝大部分的纺纱需求。
以生产40支人棉纱为例,喂入初始张力为F0
F0取值4.0CN,则输出张力最大为31CN。尾纱时,F0约为6.0CN,那输出的最大张力为46.5CN,而正常络筒工艺的输出张力一般要求在15~20CN之间。
4.优缺点分析
盘式张力与栅式张力各有优缺点,需要根据不同用户对纱线成纱指标的具体要求选择不同的加压方式。
盘式张力的张力盘表面光滑,过纱点少,对纱线的损伤少,适合对纱线毛羽指标要求严格的高品质纱,但是盘式张力盘自身带旋转结构,很容易缠绕回丝,同时,虽然现在各大络筒机制造厂商都采用了柔性的张力盘结构,但是因为材料的原因,张力盘的闭合贴合性不是很好,进而造成纱线加压张力不稳定,输出张力波动大,还容易出现柔性橡胶套的磨损问题。
相比盘式张力,栅式张力就有效地解决了盘式张力存在的各种缺陷,因为栅式张力不存在旋转机构,所以就有效地杜绝了缠绕回丝的情况,大大减少了维修工的保养强度,同时因为没有旋转电机,还有效地降低了整机的功耗。栅式张力因为多点压纱,比起盘式张力能够更为有效地稳定住纱线的输出抖动,使纱路更为稳定,特别是在需要较小的张力输出时,栅式张力能够做到张力值和纱线抖动的双重保证。但是缺点也显而易见,栅式张力的多点接触纱线会对纱线的毛羽产生消极影响,这也是为什么意大利萨维奥和青岛宏大VCRO采用少栅栏大进深的栅式结构来减轻对纱线的损伤。
不管是盘式张力还是栅式张力,张力控制器的最重要作用就是输出稳定的张力。
栅式张力还有一个显著的优点,就是能够实现对纱线张力波动的动态补偿。而实现这一方式的原理就是利用了电磁铁加压,意大利萨维奥设备是利用步进直线电机外加弹簧实现的,当纱线张力出现波动时,栅式张力的活动端能够根据纱线张力的波动实时的通过被动的振动动态的补偿输出张力,当管纱退绕张力出现突变时,活动端能够被动的左右轻微串动,这也是为什么直线式电磁加压的栅式张力结构在正常纺纱时,活动端一直在不停抖动的原因,例如青岛宏大的VCRO系列络筒机。
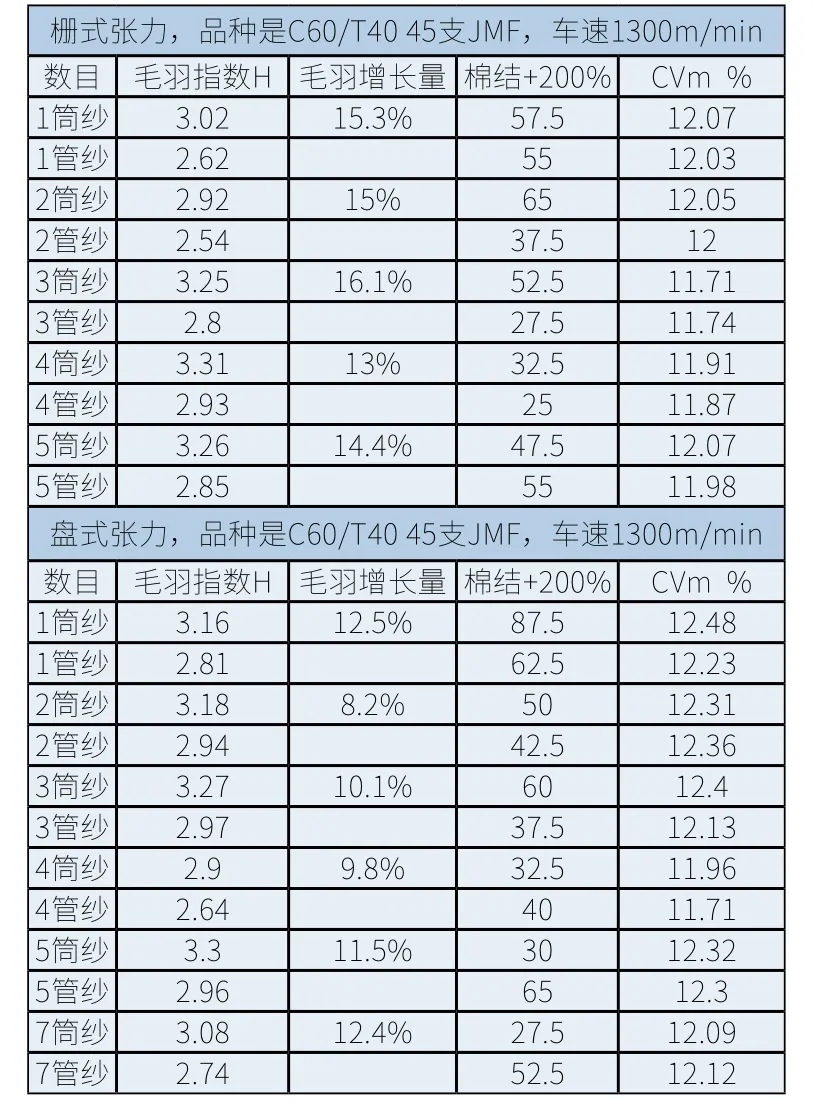
表1
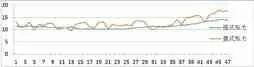
表2
以下是青岛宏大VCRO系列栅式张力和盘式张力的一组纱线成纱指标的对比数据,见表1。
从表1数据可以看出,栅式张力对于纱线毛羽的增长控制不如盘式张力,但随着各大厂商对栅栏过纱点材料的继续优化,过纱表面越来越光滑,如今的栅式张力结构在这一指标上与盘式张力越来越接近了。
表2是栅式张力对比旋转盘式张力的输出张力波动折线表。
通过表2的折线图可以明显看出,栅式张力能够在很大程度上改善纱线的张力波动,能够输出较为平稳的纱线张力。
综合以上分析,可以简单总结一下栅式张力的优缺点。
优点:
1)不会缠绕回丝,减轻维修工的保养强度;
2)能够动态的补偿张力波动,输出张力稳定,优秀的筒纱成型;
3)取消旋转电机,降低整机能耗;
4)机械结构相对简单,后期维护方便;
5)张力调节精度高,可满足不同筒纱成型的品种。
缺点:
过纱点多,易对纱线产生较多的毛羽。
5.结束语
自动络筒机属于纺织机械领域中高自动化产品,作为纺纱工序中的最后一道工序,在整个纺织生产中起着重要的作用,能充分满足高速整经、无梭织机、针织纱和出口纱的需要,随着中国纺织品的国际化竞争日益加剧,产品质量要求越来越高,纺织厂对自动络筒体的成纱指标的要求也不断增加,栅式张力在整个张力控制中属于关键性部件之一,在良好的筒纱成型和优良的成纱指标中起着至关重要的作用。各家纺织机械厂在张力控制结构设计上,相互借鉴,取长补短,共同为纺织行业提供最优秀的自动络筒机,促进纺织行业的整体进步。
