真空电子束焊高压系统稳定性研究
2020-05-19肖巍
肖巍
(中国航发哈尔滨东安发动机有限公司,黑龙江 哈尔滨150000)
1 真空电子束焊工作原理
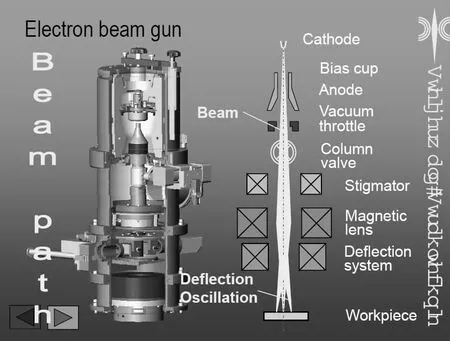
真空电子束焊是一种高能量密度的溶化焊接方法,它是利用空间定向高速运动的电子束,撞击工件后将部分动能转化为热能,从而使被焊接工件溶化,形成焊缝。真空的作用是使电子束能够聚焦在一个非常小的点,在加工钛、锌或铌等活性金属时,当真空度到达5×10-4mbar 时,就可以达到最佳的冶金状态。从成本的角度上看, 真空状态工作要比在惰性气体气氛状态工作更为经济。同时,电子束在工作时,并不释放有害物质。
真空电子束焊以其能量集中、热传递范围小、精确定位以及效率高等优势,在精密焊接和敏感器件焊接等方面得到广泛应用,真空电子束焊的电子束流形成是电网电压经过流抑制电路进入高压升压整流变压器的一次,二次升压到100kV 左右,此交流高压再经12 相整流滤波获得160kV 左右的直流高压,加到高压真空电子管和电子枪上,其中高压电子管在工作时承受的电压为40kV,这样加在电子枪上的高压为120kV。高压真空电子管是用来调节和稳定高压输出的。由于高压电源需连续工作,为确保工作时的热量能及时散出,油箱内部还设计了水冷却系统。调整管的辅助电源很多,考虑到散热和布局需要也放在油箱内,调整管的调节原理是其阴极由于加热而发射电子,电子在阳极高压的加速下,分别到达第二阳极和阳极,如果第二阳极的电压很高,受加速的电子就会全部到达第二阳极,此时电子管处于高阻状态,电源上的电压全加在调整管上,只要调节第二阳极电压的大小,调整管上的电压也得以调节,这样加在电子枪上的高压也得以调节,最终实现对高压输出的稳定调节。
2 真空电子束焊高压系统不稳定的原因分析
根据机床原理及组成,真空电子束焊高压系统不稳定的常见原因有以下几点:
2.1 真空电子束焊高压控制析上的元器件性能下降,产生高压控制不稳定。一般表现为实际电流无法达到给定值,或电流不能持续稳定,在焊缝处容易造成间断。
2.2 机床高压电缆接头接触不良。高压连接电缆对接触配合面要求比较高,电缆绝缘部分需要定期填涂绝缘硅质。当高压电缆接触不良或长期未进行保养时,就容易产生接触点放电的现象,由于本身导通电压较高,每次放电产生的热量都将导致电缆绝缘部分破损,影响电缆的电阻值,长期如此不仅会造成电缆损坏,间断性电流冲击还将对电子枪产生影响。
2.3 真空电子束焊高压油箱绝缘失效。高压绝缘油需要定期进行过滤,并检测绝缘值指标,如果绝缘性能失效,初期能够听到高压油箱内有电流击穿的响声,逐渐恶化后会在高电压自检时出现异常停机。
2.4 电子枪的束源段有损坏或有污染。电子枪束流系统位于电子枪上段内部,包括阴极系统(含灯丝座)和电极系统(由偏压杯和阳极)。这种情况在实际焊接时才能够发现,一般表现为电子束关闭后,仍会持续发生放电现象,或者在准备焊接阶段,电子枪在接近工件时,电子枪出现不受控放电的现象。
3 真空电子束焊高压系统稳定性的调整
为了获得稳定的真空电子束焊高压系统,机床的定期保养要细致认真,在出现不稳定因素后,对相关的部位进行检查、调整:
3.1 电子枪阴极的检查清洁。使用专用工具取出灯丝座,降温之后把灯丝取出,使用铜刷清理锁紧夹,检查其有无磨损和损坏,检测灯丝座两极之间绝缘度,其电阻应味无穷大。检查灯丝夹表面平滑度,在灯丝锁紧面和灯丝座两级之间的缝隙中不允许有任何破损灯丝的残留物。清除整个灯丝座上的金属蒸汽和其他残留物,检查电子枪上盖及凹槽中的密封圈有无污染和破损,清理密封圈上的污物、油脂。注意打开电子枪上盖之后必须使用接地棒释放残余电荷。如果高压放电趋势加强,通常需要更换灯丝。
3.2 偏压杯的检查清理。使用专用工具拆卸陶瓷垫与阴极筒相连的偏压杯,彻底的清洁所有零件,磨掉所有因放电产生的可见斑痕,清除所有的沉积物和残渣。
3.3 阳极的检查清理。使用专用工具把阳极取出,放到干净平台上,清理所用蒸汽沉积和污物,特别是阳极顶端及孔的内外侧,清理阳极顶端表面周边的粗糙处及放电产生的瘢痕。
3.4 绝缘子的清洁。取出绝缘子的时候注意不要损坏内部的电缆接头,取下密封圈检查,确保密封面无任何损坏,清理绝缘树脂上的放电痕迹,使用溶剂清理密封面。更换新绝缘子后特别重要的是加热电流必须设置到合适大小。
3.5 偏转系统和聚焦线圈的清理和检查。检查真空室内到内部线圈的电缆、接头、有无明显磨损,去除表面金属蒸汽积层,用溶剂擦洗干净。
3.6 更换高压油箱上的空气干燥剂,由于吸收的水分不断增加,干燥剂的颜色越来越明亮。
3.7 高压电缆接头的清理和检查。检查高压电缆弹簧接头有无磨损和损坏,检查电缆两端弹簧街头和密封面,重新安装之前使用密封脂在电缆的密封面和密封胶圈上填涂薄层。
3.8 高压、束流、聚焦电流的调整。以SST 公司的设备为例,调整电脑析上的IL 螺丝钉。机床控制析上的信号1.IB ;2.IL ;3.HV ;8.DCX ; 9DCY ;F1.X ;F2.Y ;F3.A。真空电子束(UB 调小后,IL 也变小),电子枪真空度1.4×10-6mbar,低真空时扩散泵4×10-2mbar,高真空时室内为2×10-2mbar 转化为扩散泵阀与室内相连,真空度会掉到1×10-1mbar,随后在室内真空达到1.7×10-4mbar 后泵真空度为2.0×10-2mbar。
120KV: Umon 7.96V,UB 119.8KV, IL 2066mA
130KV: Umon 8.62V,UB 129.8KV, IL 2387mA
140KV: Umon 9.27V,UB 139.5KV, IL 2232mA
150KV: Umon 9.95V,UB 149.5KV, IL 2350mA
在进行各项检查和调整工作时,需要注意各项清洁工作应该在一个干净的平台上进行,清理后的零件需佩戴手套隔离接触。在接触或拆装电子枪内部的任意部件之前,必须使用接地棒触碰阴极系统、导电弹簧、导线等,以释放残余电荷。在每次电子枪上盖打开后,必须清理维护上盖密封圈以及检测上盖的平行度和位置标记。更换灯丝后电子枪高压应设置到最小值并运行一小时以上,此后两小时内逐渐的增加高压,每次最大增加5 千伏。
4 真空电子束焊高压系统稳定性的检测
检测电子枪电压在150KV 时电压的稳定性:用万用表测量CRE31/37 高压控制析U-mon 与0V 之间的电压,数值变动应小于等于≤±0.5%。真空电子束焊高压系统在此波动范围为稳定,否则需要分析不稳定的原因,进行改进。通常检查周期为每周一次,设备使用较为频繁可适当缩短周期,如果设备停机时间超过5 天,建议在首次焊接前,进行一次测试。稳定的高压系统会长时间保持±0.1%以内的波动。
5 结论
真空电子束焊作为高精度的焊接技术,其运用的高压系统和电子枪部分都是专业性较强的技术领域,在实际应用中关注设备的各部件运行状态,能够有效延长核心部件的使用寿命。通过对真空电子束焊高压系统相关部件的检查,及时发现隐患,以保养和调整的方式,获得持续稳定的工作状态。
