离散型数字化车间的无纸化运行模式探索
2020-05-16柳学杨孟祥锋
柳学杨 胡 青 孟祥锋
(武汉船用机械有限责任公司,武汉 430084)
数字化车间的重要特征是对生产制造过程中产生的数据进行数字化。传统型离散制造行业的生产模式以纸质审批资料为主,在对生产车间进行数字化改造及流程再造后,一线生产人员仍难摆脱利用纸质介质进行生产组织管理的方式,数字化车间系统的线上功能难以发挥主导作用,使得数字化车间无数据可用。生产车间通过全面采用无纸化运行模式,倒逼车间人员加强对数字化车间系统线上功能的应用,从而为生产车间的数字化分析提供完整、准确的基础信息数据。
本文所提出的“全流程无纸化”运行模式并非严格意义上的完全不涉及纸质介质,而是指所有的业务流程及资料介质以电子化为主,某些环节支持纸质打印功能,但纸质打印的资料不作为组织生产的依据。
1 数字化车间实行“无纸化”的目的
数字化车间实行无纸化主要解决3个方面的问题:一是业务流程审批的电子化;二是生产资料介质的电子化;三是生产信息在车间的可视化管理。只有将以上三点做到相互协调与深度统一,才能在不影响生产效率的情况下,提高车间数字化应用的广度和深度,为精益生产提供更全面与更精准的数据信息。数字化车间的无纸化运行模式如图1所示。
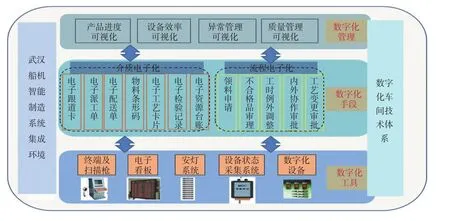
图1 数字化车间的无纸化运行模式
2 业务流程审批电子化
业务流程是车间规范化运行的基础,业务流程设计的科学性和操作的便利性对提升车间效率与改进管理具有较为重要的影响。业务流程审批电子化可以实现对审批全过程的监控,有效提高流程处理的效率。本文将对业务流程中较为重要的领料业务电子化、不合格品审料电子化及工艺变更电子化这3个流程进行阐述。
2.1 领料业务电子化
领料业务涉及各制造部的二级库房管理和物供部的一级库房管理,其中,二级库房在制造执行管理系统(MES)中进行物资管理,一级库房在企业资源计划(ERP)系统中进行物资管理。二级库房管理员根据领料计划在MES系统发起携带物资基本信息的领料申请,通过集成接口发送至ERP系统的物资管理模块,ERP系统自动接收领料申请并传送至物供部的库管员,库管员根据库存信息在ERP系统中进行审核并生成领料出库单,同时将审核信息传递至MES系统,使得MES系统和ERP系统中的领料业务状态同步更新,如图2所示。
2.2 不合格品审理电子化
不合格品审理业务包括采购环节的物料不合格审理和生产环节的在制品不合格审理。为实现采购员、生产人员、不合格品审理委员会的线上业务联通,系统研发人员需要打通ERP系统、MES系统和流程审批系统的数据及流程接口,如图3所示。
2.3 工艺变更电子化

图2 领料业务流程电子化
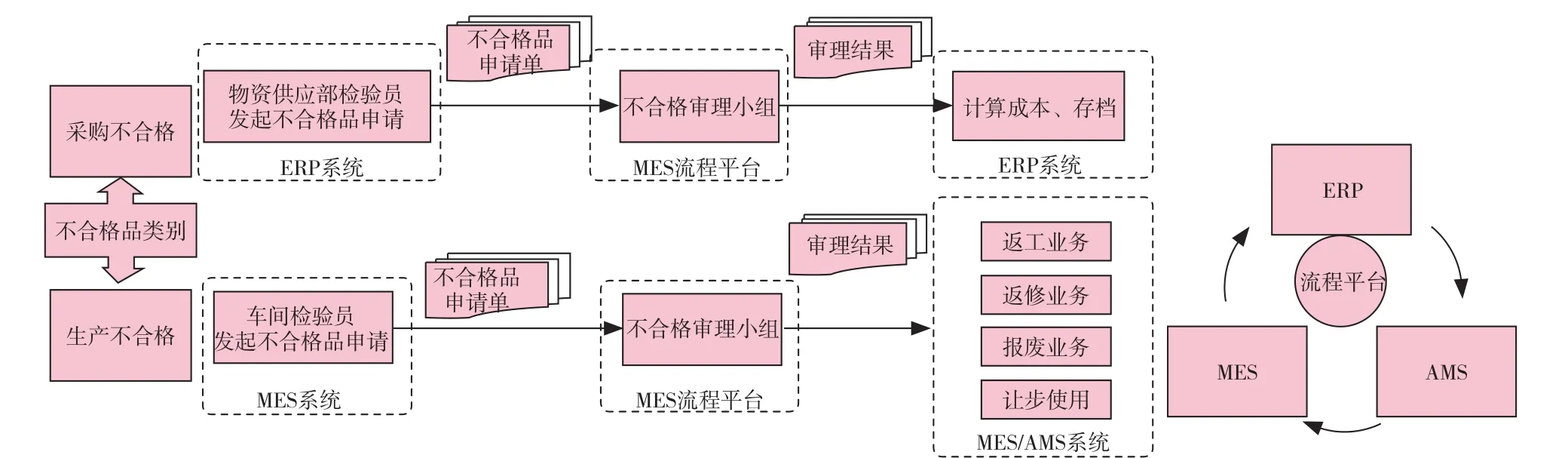
图3 不合格品审理流程电子化
离散型生产车间的工艺变更较为频繁,工艺变更业务包括临时工艺变更和标准工艺变更,变更的时间节点可能发生在领料前、领料中和领料后,也可能发生在加工前、加工中和加工后。工艺变更电子化流程涉及产品数据管理系统(PDM)、ERP系统和MES系统,涉及的岗位角色包括技术人员、采购员、计调人员及加工人员等。对变更业务场景进行梳理,并利用系统集成实现工艺变更业务的线上审批,如图4所示。
3 生产资料介质电子化
车间的运行离不开派工单、跟道卡、图纸工艺、检验记录表等多种纸质资料。传统型车间需要对上述各种资料进行签字审批后再下发到生产单元,不但审批流程长,而且由于车间的环境较为恶劣,如油污较为严重,导致纸质资料保存难度较大,不利于后期归档调阅。在实现业务流程电子审批的基础上,系统研发人员帮助车间运行实现上述资料的电子化,使各个生产环节的资料查阅更加方便快捷。
3.1 电子派工单
派工单是生产指令的主要依据,通过数字化车间的计划体系,实现计划信息与派工单信息的相互融合。在作业计划生成后,系统自动实现电子化派工单的信息集成,相关的计划信息同时传递至物资、检验等多个环节,实现各个生产环节电子任务的互联互通,如图5所示。
3.2 电子跟道卡
电子跟道卡可以实现对车间在制品加工进度、检验数据的电子集成。工作人员通过电子跟道卡,可以即时查询在制品的工艺路线、当前的加工进度、工艺检验状态等信息,并追溯到详细的检验数据,如图6所示。
3.3 电子图纸及工艺卡片
电子图纸及工艺卡片的电子化可以实现车间对图纸工艺的线上审签与即时下发,大大提高了该流程的下发效率,并且确保了图纸的接收对象持有唯一有效的版本,降低错误发生率。
3.4 检验数据电子化
检验数据的保存对产品的质量控制及追溯起到至关重要的作用。针对结构较为复杂的零件,由于其测量尺寸与检验记录较多,不利于车间保存有关数据。系统研发人员利用信息化技术,实现对零件检验数据的电子化录入,并建立电子档案,为质量数据分析及质量改进提供数据分析的基础。
3.5 条码物料标识
离散型船舶配套企业的原材料、配套件等物料呈现批量级小、形状大的特点,传统车间的物料标识方法主要靠人为判断,或者用记号笔直接在物料表面进行统一标记,以上方法均存在易错易毁的弊端。此外,传统的库房出入库均依靠手工账本进行管理,导致出入库工作量大且数据追溯困难。系统研发人员开发了二维码标识技术,实现对物料轨迹的全数字化管理,具体实现方式,如图7所示。
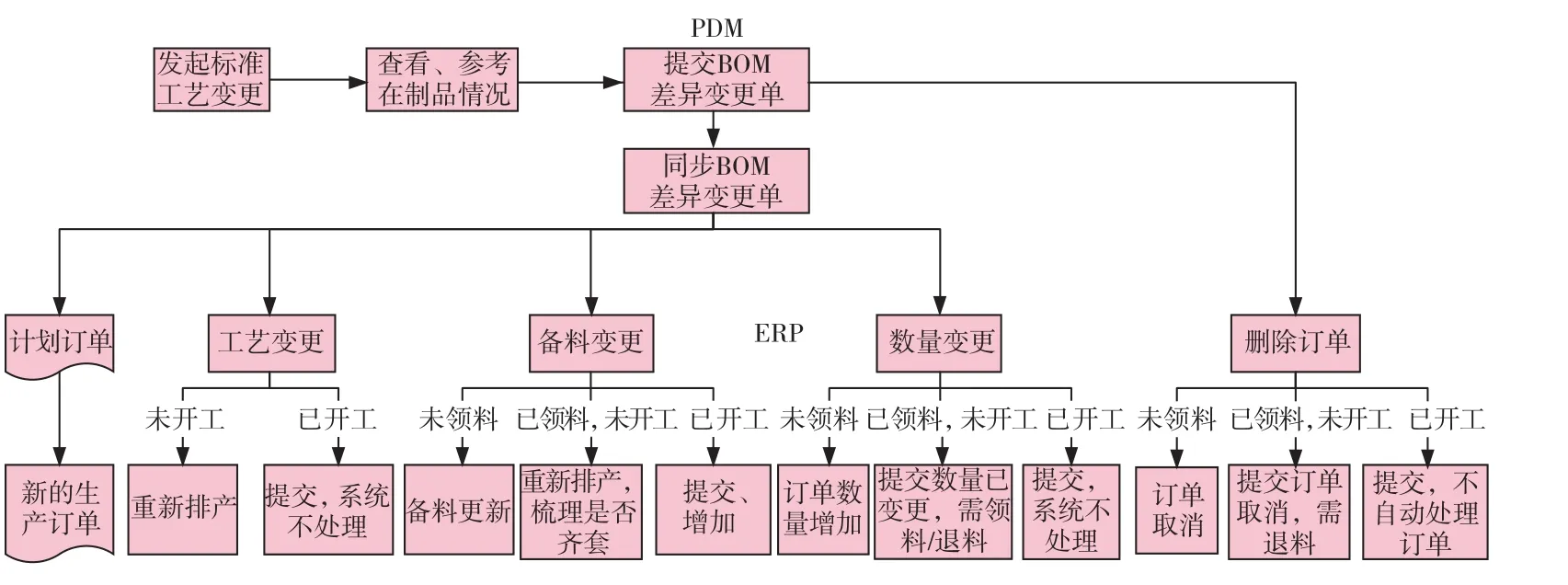
图4 工艺变更流程电子化
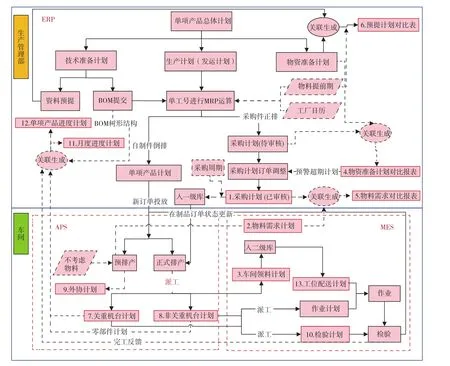
图5 派工单电子化
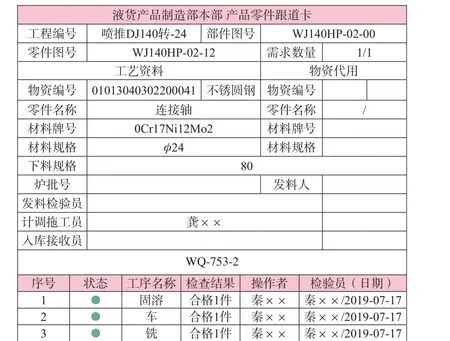
图6 跟道卡电子化
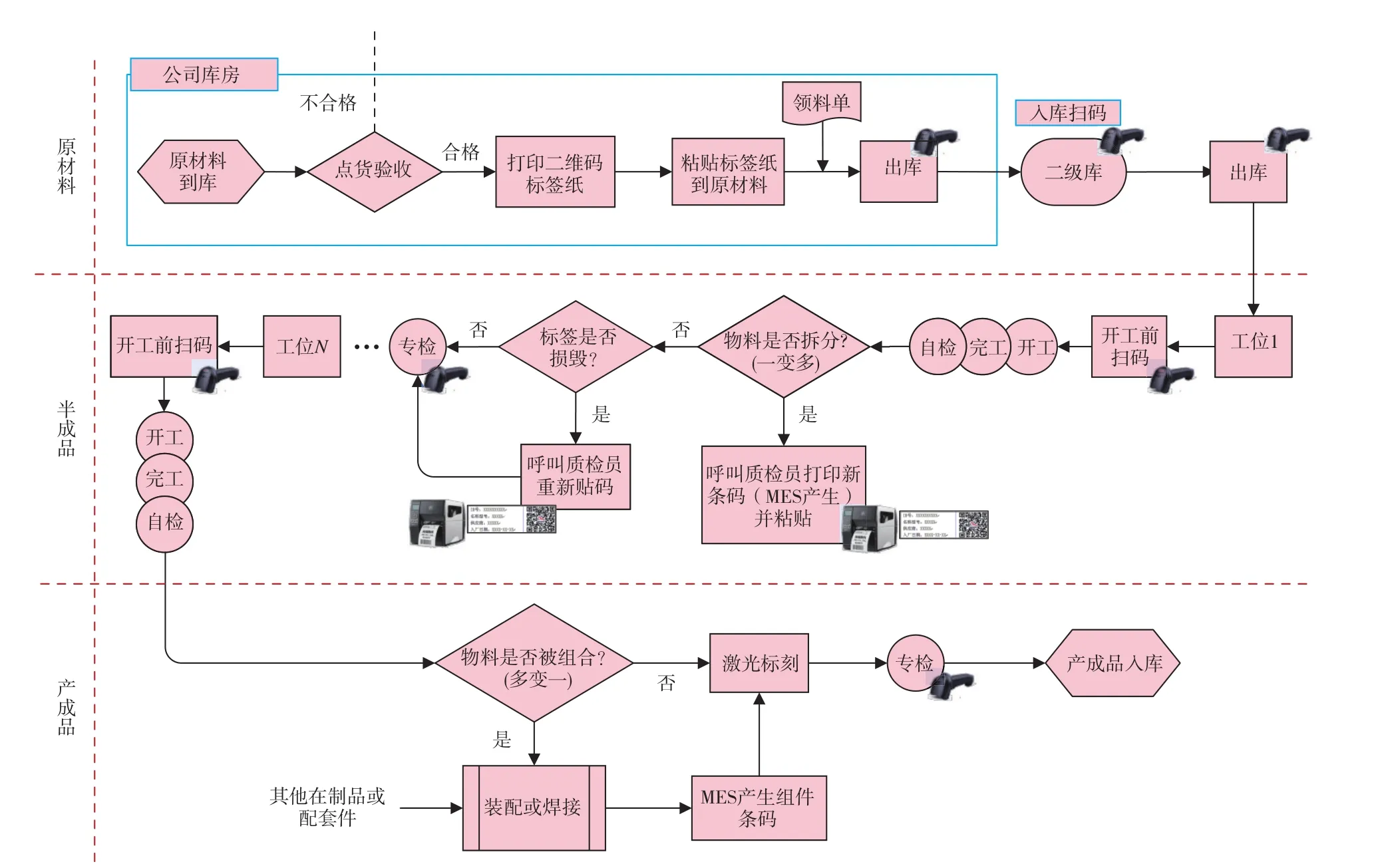
图7 物料标识电子化
4 可视化管理
流程电子化和资料介质电子化为离散型数字车间的无纸化运行提供了最基本的技术手段。为进一步提高车间运行各环节信息传递的及时性、准确性及共享效率,数字化车间的运行仍需借助可视化技术手段,使无纸化运行效率更加高效。可视化管理主要通过电子看板系统和安灯系统两个系统予以实现。
4.1 电子看板系统
电子看板是精益生产的核心工具之一,不仅可以实现车间生产过程管理便利化、信息传递快捷化、工序过程透明化,以及提高生产组织效率,还可以解决实时数据跟踪不及时、生产任务传达滞后、统计分析报表来源数据匮乏等问题。
按照数字化车间的管理需求,面向不同的岗位角色,形成如图8所示的生产管理看板体系。
生产管理看板体系综合展示车间在生产、质量、设备、人员、异常、安全等方面的业绩进展和问题,使生产过程处于可控状态。同时,车间合理利用该体系可实现对数据的实时采集,以及对效率和品质的实时监控,达到提高部门协同效率、提升管理效率、降低生产成本及节省人力资源等目的。
4.2 安灯系统
船舶配套物料生产车间的生产模式以离散型加工为主,生产过程涉及材料准备、转运吊装、技术处理、设备除障、检验响应等诸多环节,异常处理涉及物供部、资产管理部、技术中心、品质部等多个责任部门,若过程中任何一个环节出现异常都会直接导致生产效率降低。

图8 看板体系
数字化车间建立以分布于车间各处的灯光和声音报警装置为核心的安灯系统,充分发挥安灯系统的可视化效果,使异常反馈端、异常处理端、异常监督端均有同步的异常状态及进度状态提醒功能,并将任意异常处理责任部门分成3个层次(异常处理直接责任人、主管和领导),完善基于异常处理等待时间与异常推送等级相匹配的分级处理机制,使得异常处理更加及时高效。
对于复杂的装配过程,一个装配任务有时需要上百种物料,每种物料也有上百件,传统的领料过程需要进行重复的查询和领料,生产效率低且容易出错。车间建立基于装配任务驱动的物料安灯出库系统,使物料准备过程实现可视化,其实现方式是在每个库位安装安灯面板,当有装配任务进行派工时,配套工在MES系统中驱动装配物料清单,清单对应物料相应库位的安灯会亮,同时会显示所需的数量。配套工根据安灯的位置和数量进行物料的准备,并在物料领取完成后将安灯拍灭。当所有的安灯均被拍灭时,表示物料齐套。上述安灯可视化的手段可提高物料的准备效率,降低错误发生的概率。
5 结束语
车间无纸化运行模式是数字化车间运行的重要特征之一,其运行情况在一定程度上也决定了车间数字化水平管理水平的高低。同时,无纸化运行也是数字化车间在实际运行过程中探索出的倒逼传统车间各个环节摆脱对原有纸质介质管理模式的依赖,向基于信息化技术的数字化管理转型的有效途径。在实现无纸化运行的环境条件下,数字化车间必须着重解决电子流程的便利化及信息传递与共享的有效性问题。
