海洋结构大直径钢管端部马鞍口切割工艺优化
2020-05-14刘传辉徐大才段连芹赵立君
刘传辉,郭 祥,黄 亮,徐大才,段连芹,赵立君
海洋石油工程(青岛)有限公司,山东青岛 266520
1 传统手工切割方法
一般情况下,传统手工切割马鞍口主要是采用样板纸将需要切割的坡口线预先画出来,并在0°、90°和180°位置打上样冲眼,然后进行切割。
传统手工切割方法主要存在如下问题:
(1)手工切直口时,割枪嘴与钢管面不易一直保持垂直状态,避免不了切割线对应内皮的偏移,管材越厚,偏移越大,且难以一次性完成切割工作。
(2)手工切割马鞍口坡口时,由于直口内边缘距坡口线远,受热差,直口内边缘是盲区,通常需要从坡口线到切割线内皮一点点修口,多次修口才能完成(特别是坡口面比较大的马鞍口),存在内边缘钝边过大或缺陷。
2 切割工艺的优化
2.1 切割辅助结构
“T型”切割辅助结构如图1所示,包含支撑架、垂直安装在支撑架上的割枪套筒、固定在支撑架两端的连接螺母和螺栓Ⅰ,在两个螺栓Ⅰ的底部外侧方向,各安装螺栓Ⅱ,螺栓Ⅱ上各安装轴承,轴承通过螺母Ⅱ固定,轴承的外侧套装隔热环。
2.2 切割工艺[1-3]
(1)将钢管段放置到转胎操作台上,敷设展开的样板纸,在马鞍口长、短轴处打上样冲眼,对马鞍口进行连点划线,画出直口线和坡口线[4]。
(2)于钢管的管端一侧,在马鞍口标定最长点位置方向的管径边缘,向结构钢管内平行切割,切割一圆孔,以形成临时吊耳,操作转胎,将吊耳就近调整至结构钢管的最上方;根据适宜切割的高度,由直口线内边缘切割一通孔,便于割枪进入管内沿直口线切割[5-6]。
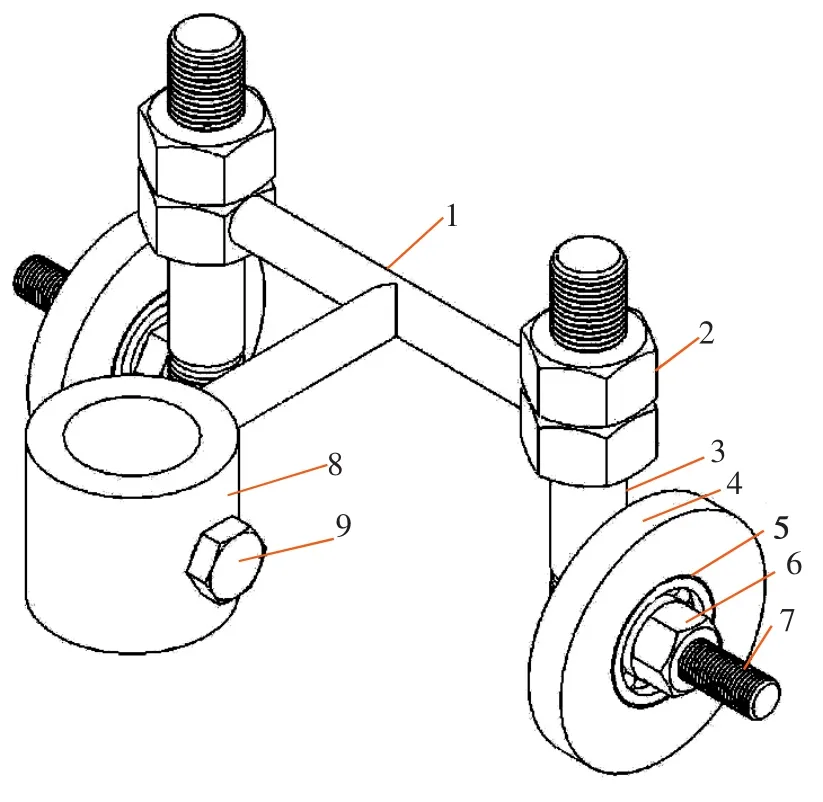
图1 “T型”切割辅助结构示意
(3)在割枪上安装“T型”双轮切割辅助装置,如图2所示,将割枪嘴对准直口线小孔,移动至直口线中心,沿直口线切割,当切割接近另一侧端口时,预留有一定的余量,停止切割。
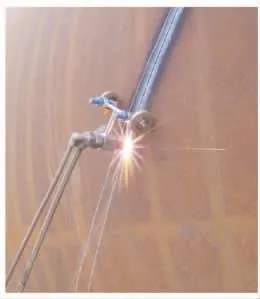
图2 “T型”双轮辅助切割示意
(4)在吊耳处预挂吊索具,并使其处于预紧状态,切割直口预留的端口余量,并使吊耳处于管径最上方,将其切割的马鞍口管头吊离。
(5)操作转胎,将马鞍口标定的0°位置就近调整至任意一侧适宜的切割高度,拆除双轮切割辅助装置。
(6)切割人员处在钢管一侧的管口面,依据坡口最长点,由钢管的直口外壁边缘切割至钢管的内壁边缘,再沿内壁边缘由上而下进行坡口的预切割,切割的角度要小于坡口曲线,使坡口外边缘距坡口线10 mm左右。
(7)在割枪上安装一坡口辅助切割“球形”帽装置,如图3所示,切割人员处在钢管一侧,将“球形”帽装置放置于管面,由上而下进行坡口切割,使坡口曲线与钢管直口内壁边缘相一致,沿坡口曲线进行切割,切割直至坡口角度的0°。
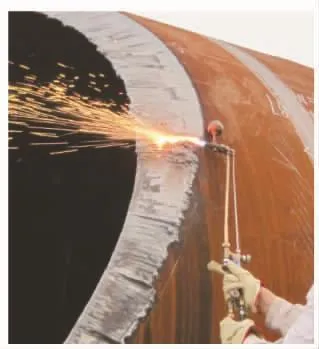
图3 “球形”帽辅助切割示意
(8)切割人员处在钢管管端另一侧,重复步骤(5) 以后步骤进行坡口切割,直至坡口角度为 0°。
3 结束语
通过对上述海洋结构大管径马鞍口切割工艺的优化,解决了大型拉筋管、超厚钢管机械加工能力限制和切割效率低的现状,提高了切割效率,减少了后续的打磨工作量,同时保证了马鞍口切割的质量,避免了组对时的二次修口。
