磨煤机入口一次风混流及均流装置的设计
2020-05-13王周君唐立军陆永李清荣刘又维
王周君,唐立军,陆永,李清荣,刘又维
(云南电网有限责任公司电力科学研究院,昆明650217)
0 前言
大型火电厂燃煤锅炉普遍采用中速磨煤机直吹式制粉系统,磨煤机入口风量的准确性直接影响到锅炉制粉系统、燃烧系统的经济性和稳定性。由于电厂规模的扩大和场地空间的限制,制粉系统的布置越来越紧凑,一次风道越来越短,导致磨煤机入口冷、热一次风掺混不均,加上管道内各种阻流件的扰动作用,使得风量测量装置处的流场紊乱,出现涡流或二次流,进而导致风量测量装置处的速度和温度分布极不均匀,从而造成绝大多数火电厂磨煤机入口风量测量不准且动态特性差,有时甚至出现风量测量装置测得的风量和风门开度变化相反的现象[1-4]。
国内外学者对火电厂磨煤机入口一次风量测量问题进行研究时,大多集中在测量元件的改进和优化,如采用等截面多点式自清灰风量测量装置[5-6]、防堵阵列式风量测量装置[7]以及FDB/SS型风量测量装置[8]等。在磨煤机入口冷热一次风道布置空间极为紧凑的情况下,风量测量装置处的流场和温度场均匀性较难保证,准确测量磨煤机入口风量难度极大。因此,要实现磨煤机入口风量的精确测量,一次风道内流场和温度场均匀性的改善显得尤为重要。
本文以国内某600 MW机组锅炉中速磨煤机入口前冷、热风母管后的一次风道为研究对象,采用CFD数值模拟的方法对磨煤机入口一次风道内的流场和温度场进行研究,并设计了一套适用于紧凑型磨煤机入口一次风道的冷热风混流及均流装置。采用上述设计方案,使冷、热一次风混合均匀,流场和温度场均匀性得到大幅度提高,从而使磨煤机入口一次风量测量的准确性和稳定性得到大幅度提高。
1 数学模型及计算方法
1.1 数学模型
图1为国内某600 MW 机组锅炉中速磨煤机入口一次风道的物理模型示意图。根据设计,磨煤机入口一次风量测量装置安装位置处的管道截面尺寸为1200×1400 mm,冷一次风道管径为600 mm,垂直接入热一次风道,接入位置距离上弯头进口4000 mm。冷热风混合风道内的风量测量装置前后直管段长度只有2500 mm,达不到混合管段内流体成为充分发展管流所需要的直管段长度[9]。同时,还可以看出,管道内存在各种阻流件,如冷、热一次风调节门、弯头、渐缩管等,加上冷热风交汇处到风量测量装置间的距离较短,导致冷热风不能完全均匀混合,使得风量测量装置处的流场均匀性和温度场均匀性难以保证。另外,热风调节门为百叶窗式,冷风调节门为蝶阀,由于在不同工况下冷、热风调节门的开度会发生变化,因此也会影响风量测量截面处的流场和温度场,从而影响风量测量的准确度。

图1物理模型示意图
1.2 计算方法
选定制粉系统的两种运行工况作为模拟研究工况,模拟工况的具体参数如表1所示。
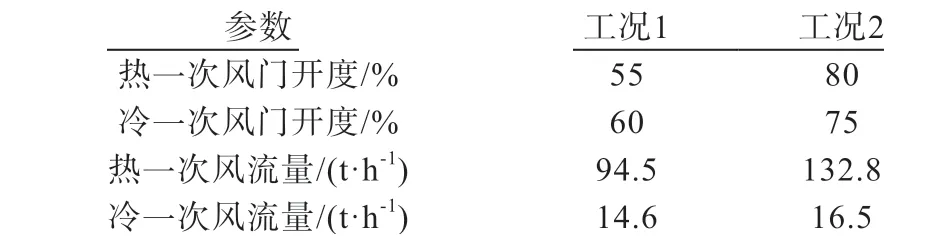
表1数值模拟工况参数
采用ICEM CFD前处理软件对物理模型进行三维混合网格划分。对管道形状相对规则的部分进行结构网格划分,而对于复杂部位则采用非结构网格划分,并进行了局部网格加密处理。图2为工况1下一次风道的网格划分,网格总数为458851。由于一次风道内的马赫数Ma<0.3,可认为一次风道内的流动为定常不可压缩的湍流流动。考虑到中速磨煤机一次风管道的复杂结构,湍流模型采用RNG k-e模型[10],近壁处采用标准壁面函数法处理。边界条件设置具体如下:
1)冷、热一次风入口采用流量入口。冷、热一次风压和风温设为固定值,分别为8.0 kPa和11.5 kPa,593 K 和293 K。
2)出口采用自由流出。在y 轴方向设置重力加速度为-9.81 m/s2,方向与竖直管段流体流向相同。
4)计算结果收敛的条件为能量方程的残差小于10-6,其他方程的残差小于10-4。
5)流体材料为空气,压力速度耦合采用SIMPLE 算法[11],其中压力采用二阶离散格式,动量、湍动能、湍流耗散率和能量方程的离散格式均采用二阶迎风格式。
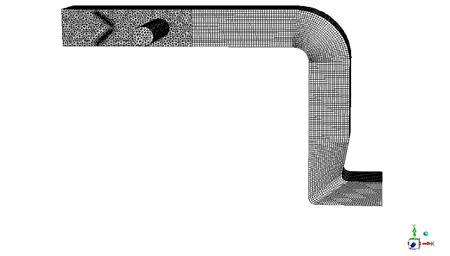
图2工况1下的一次风道网格划分
1.3 均匀性评价指标[12]
采用速度相对标准偏差Cv和温度相对标准偏差CT作为衡量截面上流场均匀性的量化指标。
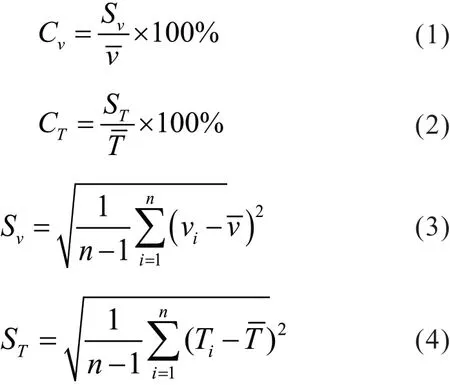
式中:Sv,ST分别表示截面上速度标准偏差和温度标准偏差;vi,Ti分别表示第i 个测点的速度值和温度值;分别表示截面上所有测点的平均速度;n 表示测点个数。
按照等截面网格法多点测量原理[13],在上弯头上游截面和风量测量截面上布置25 个测点,温度测量截面上布置20个测点。
2 模拟结果与分析
工况1和工况2下各测量截面速度和温度分布均匀性指标如表2所示。由表2可见:随着工况的提高和调节风门开度的增大,冷热一次风混合管段内各截面速度相对标准偏差减小而温度相对标准偏差增大,说明混合管段内速度和温度分布均匀性受工况和调节风门开度的影响,而这种影响效果是相反的。由表2还可以看出,工况1和工况2下风量测量截面上测点速度范围和温度范围相差较大,速度和温度相对标准偏差达到29.26%、28.53%和2.81%、8.17%,表明风量测量截面上速度和温度分布并不均匀,冷、热一次风通过调节风门后相互混合不均匀。

表2工况1和工况2下各测量截面速度和温度分布均匀性指标
图3为工况1下磨煤机入口一次风道内流线图。可以看出,气流通过冷、热一次风调节门后,出现明显的扭转现象,在风量测量截面处的速度方向出现很大的偏转,无法正对着风量测量元件,从而造成风量测量偏差较大、波动剧烈等问题。因此,拟采用加装冷热一次风混流及均流装置来提高混合风道流场和温度场的均匀性,调整气流偏向,使气流的来流方向正对着风量测量元件,实现磨煤机入口一次风量的精确测量。
小说的社会背景处在一种中西文化冲突碰撞的“阵痛期”。在五四新文化运动的影响下,传统的中国女性在思想上已然被西方文化打开了缺口,但是还不彻底,以上所述的“女”的委屈与妥协与“人”的思考与追求一直处于一种矛盾冲突之中。这一状态的产生正是因为当时传统社会与战争年代对于“女”与“人”的完美结合所设置的一道又一道难以跨越的屏障。
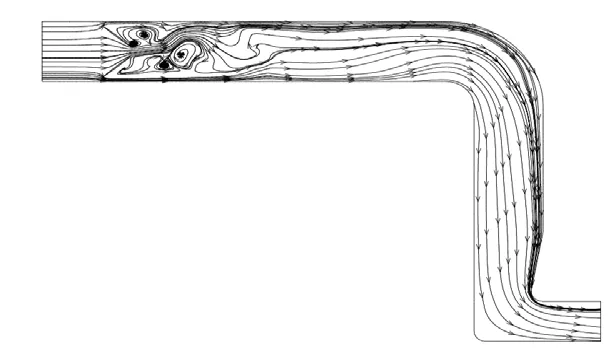
图3工况1下磨煤机入口一次风道内流线图
3 冷热一次风混流及均流装置设计
本文针对现有磨煤机入口一次风量测量不准、风量控制无法自动投入的问题,采用数值模拟方法设计了冷热一次风混流及均流装置,可以使冷、热一次风混合均匀,流场和温度场均匀性得到大幅度提高,从而实现磨煤机入口一次风量的精确测量。图4为磨煤机入口一次风道优化改造后模型图。

图4磨煤机入口一次风道优化改造后模型图
结合了以往对燃煤电厂磨煤机入口矩形一次风道的改造经验,为了使冷一次风与热一次风有更大的接触面积,对原冷一次风道进行了优化改造,增加了冷一次风箱。冷一次风箱结构为上端开口小,下端开口大的渐扩结构,冷一次风箱上端开口与冷一次风道对接,下端开口与热一次风道外壁面连接,热一次风道外壁面被冷一次风箱包围的部分开有引风孔,引风孔将冷一次风分成3股引入混合整流器的内部空腔,再通过出风孔射入热一次风道内。
图5为冷热一次风混流及均流装置。其中图5(a)为混合整流器,由3个等间距的混合整流组件构成,混合整流组件由5 mm 普通钢板制成,呈薄壁空腔结构。每个混合整流组件包括两个相对平行设置的矩形壁面,壁面与热一次风道的水平壁面平行,这种设置可以调整热一次风的流动方向,消除部分由热风调节门引起的漩涡,起到部分整流作用。为减小风阻,将混合整流组件的迎流和背流位置设计成三角形。混合整流组件内部空腔还设置了水平分隔片和竖直分隔片,把空腔分隔成几个独立的通风区域,每个通风区域都有独立的进风口和出风口,进风口都单独和冷一次风箱相通。进风口的流通面积是按总流通面积均匀划分,使得每个通风区域的进风口的风量大致相等。为减小混合整流组件对冷一次风造成的压力损失,每个混合整流组件的所有出风孔的总面积大于进风口的总面积。每个通风区域等间距设置了一定数量的长条状出风孔,保证了冷一次风能较为均匀地混入热一次风中。上述的水平和竖直分隔片除了能够均匀划分每个独立的流通区域,还能够起到固定矩形壁面、稳定结构的作用。
图5(b)设计的导流板采用5 mm 普通钢板制成的同心变径弧形板内密外疏布置在上弯头处,可以有效缓解气流在弯头处因惯性而出现偏向。

表3优化改造后工况1和工况2下各测量截面速度和温度分布均匀性指标
图5(c)设计的矩形栅格整流器采用壁厚2 mm 普通钢板制成,单元孔为边长40 mm 的正方形,长度为200 mm。矩形栅格布置在竖直管段内风量测量装置上游。矩形栅格能够调整气流的偏向,消除风道内形成的漩涡,减小矩形风道内气流的旋转对风速测量的影响。

图5冷热一次风混流及均流装置
图6为优化改造后工况1下磨煤机入口一次风道内流线图。可以看出,气流经混合整流器、导流板和矩形栅格整流后,混合风道内气流的扭转现象得到有效的改善,风量测量截面处来流方向正对测风元件,大大提高了风量测量的准确度。
优化改造后工况1和工况2下各测量截面速度和温度分布均匀性指标如表3所示。由表3可见:增加冷热一次风混流及均流装置后风道内各测量截面速度和温度相对标准偏差都有所减小,测点速度范围和温度范围进一步缩小;上弯头上游截面速度相对标准偏差由优化改造前的18.59%~30.06%减小至16.40%~22.12%,相应温度相对标准偏差由优化改造前的5.52%~10.48%减小至2.42%~2.53%,说明混合整流器确实能够实现冷热风均匀混合,还能够对气流起到整流的作用;风量测量截面速度相对偏差由优化改造前的28.53%~29.26%减小至3.56%~7.03%,相应温度相对标准偏差由优化改造前的2.81%~8.17%减小至1.50%~1.56%,测点速度范围和温度范围大幅度缩小,提高了风量测量截面处流场和温度场的均匀性,完全能够满足风量测量元件对流场和温度场均匀性的要求;此外,工况2下温度测量截面温度相对标准偏差由优化改造前的5.18%减小至1.24%,测点温度范围由优化改造前的497~593 K 缩小为547~571。与优化改造前相比,工况1下一次风总压损增大了148 Pa,工况2下一次风总压损增大了434 Pa。
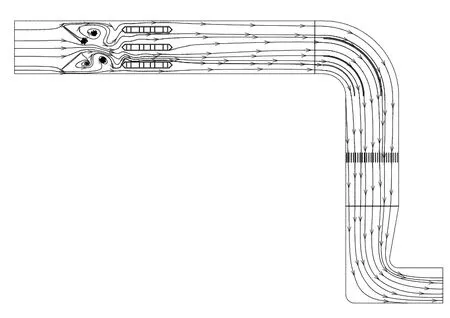
图6优化改造后工况1下磨煤机入口一次风道内流线图
4 结束语
1)中速磨煤机入口一次风道内由于各种阻流件的扰动,气流易发生扭转,在风量测量截面处的速度方向出现很大的偏转,无法正对着风量测量元件,从而导致磨煤机入口一次风量测量不准及动态特性差等问题。另外冷、热风掺混不均也是绝大多数火电厂磨煤机入口一次风量测量不准的另一个重要原因。
2)通过对特殊设计的混合整流器、导流板和矩形栅格的组合布置,能够实现磨煤机入口冷、热一次风完全充分混合,还能调整气流的偏向,使得气流的来流方向正对风量测量元件;使风量测量截面速度相对偏差降低在7%以内,温度相对偏差降低为2%以内,完全能够满足风量测量元件对测量截面处流场和温度场均匀性的要求,从而使磨煤机入口一次风量测量的准确性和稳定性得到大幅度提高。与优化改造前相比,一次风总压损增大了148Pa 和434 Pa。
