刍议盾构机螺旋输送系统技术改造
2020-05-12张涛
张涛
(中铁二十局集团第三工程有限公司,重庆 400065)
盾构机螺旋输送系统包含螺旋筒、螺旋轴、出碴闸门、驱动单元、液压及控制系统等组成部分,将螺旋器伸入土仓内促进土体连续排出,在此过程中,使机内土体形成密封土塞,保持土仓内土压的动态平衡。然而,受施工环境变化的影响,易导致螺旋输送系统出现磨损、卡滞等问题,对其技术改造提出了迫切要求。
1 盾构机螺旋输送系统不适用情况分析
1.1 螺旋轴断裂
以某地铁工程隧道盾构项目为例,在项目施工过程中,发生螺旋轴断裂问题,且螺旋轴叶片单边磨损约为100mm。针对其螺旋轴断裂原因进行分析,大体包含以下四点:其一,是材料问题,工程选用的盾构机螺旋器轴尺寸为φ244.5×30,选取20#钢材料制造,设备运转的最大驱动转矩为120kN·m,结合20#钢的抗拉强度、剪切强度数值,可得出该螺旋器轴的最大剪切力为62MPa,其设计强度有待提升;其二,是磨损问题,由于叶片单边磨损较为严重,易因刀具碎块进入叶片与筒体间的间隙导致螺杆卡死,进而增大传输转矩;其三,是焊接问题,螺旋轴断裂后通常会采用焊接方式进行补修,焊接后,产生的残余应力未得到有效释放,易引发螺旋轴多次断裂问题;其四,是碴土性能,为满足盾构机开挖需求,通常会选取发泡剂进行碴土性能改良,而发泡剂系统供给量不足将导致设备处于超负载运行状态,引发螺旋轴多次断裂问题。
1.2 后闸门磨损
以某电缆隧道工程土建项目为例,该项目盾构区间长度为3966m 左右,其中,SJ2-SJ3 井区间总长度为983.4m。工程选用的盾构机刀盘直径为4850mm,由于在该工程中涉及不良地层与空间条件的限制,因此,其螺旋输送系统的后闸门采用单闸门形式,开口方向与掘进方向相反,后闸门采用Q345B 材料制成,其上面板与下部支撑框架为焊接结构,如图1 所示。
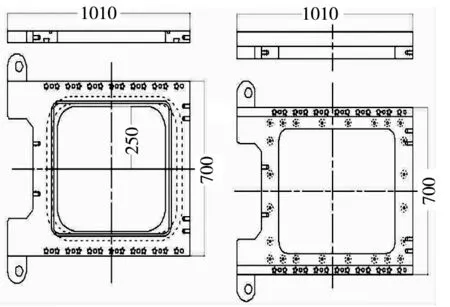
图1 上面板与下部支撑框结构示意图
该工程中,SJ2-SJ3 井的埋深为9.2 ~12.7m,盾构掘进过程中的具体参数设置如表1 所示,致力于将砾质黏性土层改良为流塑状态。由于掘进作业区的地下水、地表水较为丰富,导致螺旋输送系统难以形成土塞效应,其后部压力始终保持在0.8bar 左右,在长期作业过程中,砾质黏性土中的石英颗粒反复冲刷后闸门,导致后闸门产生严重磨损。
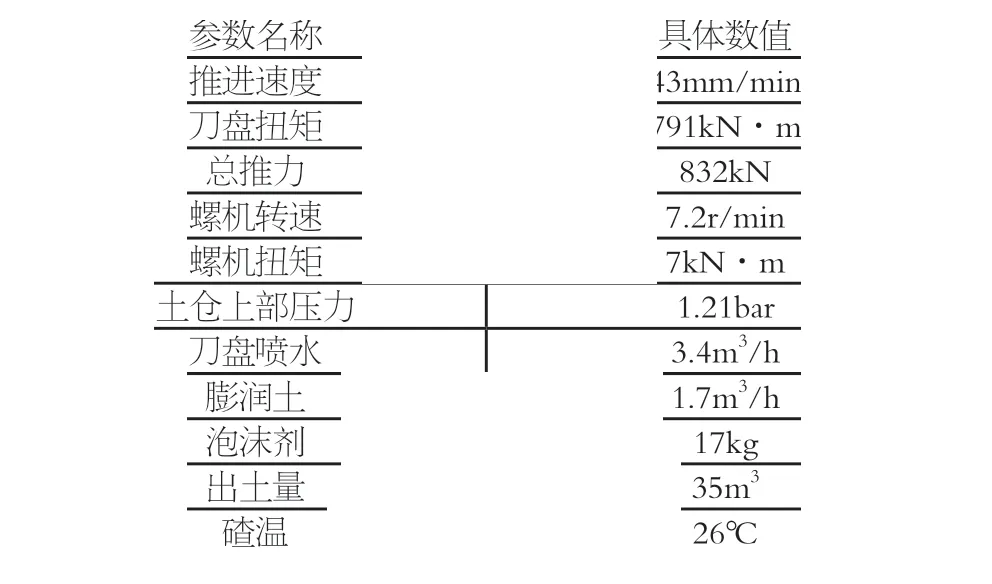
表1 盾构掘进过程中的参数设置情况
1.3 螺旋输送系统无法伸缩
部分螺旋输送机未设有伸缩功能,在复杂地质条件下,开展掘进作业经常面临以下两项问题:其一,是由于螺旋输送机无法伸缩,导致其前端缺少闸门,在紧急情况下无法顺利收回螺旋输送机、关闭进土口;其二,是无法灵活移动螺旋轴,易引发卡滞问题,并且还会增大检修作业环节的安全风险。
2 盾构机螺旋输送系统的技术改造思路探讨
2.1 螺旋器改造技术
2.1.1 材料选取与尺寸计算
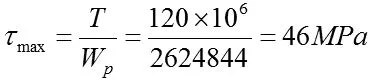
为解决螺旋器多次断裂问题,需针对螺旋器制造工艺进行改进,选用规格为φ250×48 的20#钢管作为原材料,其抗扭截面系数为:

在保持最大转矩120kN·m 恒定的情况下,圆轴的最大剪切应力为:
2.1.2 螺旋叶片改造
为解决叶片磨损问题,拟在保留叶片原外圆节距、叶片厚度等参数的基础上,选取厚20mm 的硬质合金板条焊接在叶片外圆处,以此提高叶片的耐磨性。
2.1.3 螺旋轴制造
在螺旋轴制造工艺改进方面,首先,将螺旋轴轴头拆下,依照φ154×10 的尺寸完成止口加工,将焊接后螺旋轴与轴头的总长度控制为9171mm;随后调直钢管,将其直线度控制在5mm 左右;选用模具将叶片压制成型。在焊接过程中,注意控制螺距,并完成耐磨板的焊接;接下来将轴头装回,调平、固定轴承座,将螺旋轴的另一端焊接工艺轴,利用托轮作为支承,并完成螺旋轴与轴头的焊接处理,将同轴度设为6mm。在此过程中,还需加强对技术要点的把控。例如,确保叶片与螺旋轴执行分段对称施焊,在焊接耐磨板前,需对其进行高温烘烤,待完成焊接处理后,需校正螺旋轴的直线度,并且在焊接新旧螺旋轴前,需做好同轴度的校对处理。
2.2 后闸门结构改良
2.2.1 新闸板材料选取
为克服后闸门的磨损问题,选取Hardox400 板作为闸板材料,该材料的布氏硬度为400HB,可选用气割加工工艺进行焊接,且具备良好的冷弯性能,可借助冷加工成型,适用于抗磨损工况,具备较高的耐磨强度。
2.2.2 上面板与下部支撑框安装
由于后闸门采用单闸门形式设置,通过针对其受力部位进行分析,拟选定后闸门长期受泥沙冲刷部位,选用Hardox400 板进行可更换式部件设计。在尺寸设计上,将上面板的长、宽、厚度设为300×45×12mm,选取沉头螺栓进行固定处理;将下部支撑框的长、宽、厚度设为330×47×12mm,并选取沉头螺栓进行固定(如图2 所示)。在完成板材选取与结构设计的基础上,保持地层、掘进参数不变,选定在700mm 位置进行部件更换。试验结果显示,在盾构掘进1200m 的条件下,新后闸门板磨损约60mm、上面板与下部支撑结构沿厚度方向约磨损6mm,由此证明,改进后可有效解决后闸门磨损问题,为盾构施工安全提供有力保障。
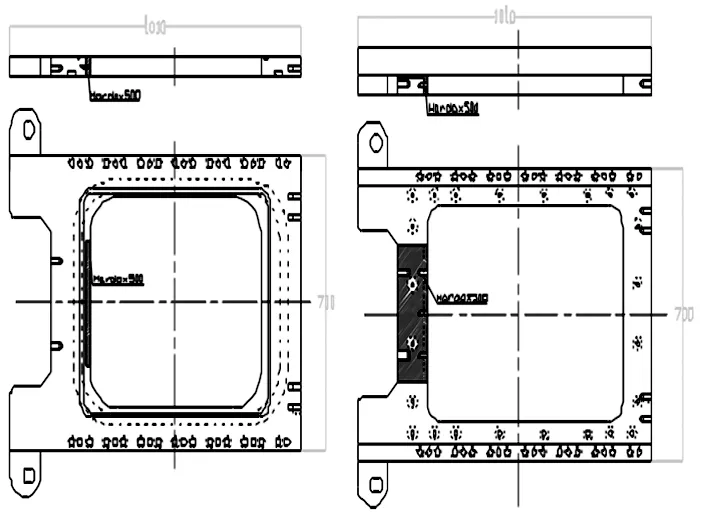
图2 安装Hardox400 板后的上面板与下部支撑框结构示意图
2.3 增设伸缩功能
为满足复杂地质环境下的作业需求,拟针对螺旋输送系统结构进行改造。
首先,针对套筒部位进行改造,将套筒部分节段变更为内外套筒双层结构,分别安装伸缩油缸。
其次,是沿伸缩方向增设导向装置,保障螺旋机作轴向上的相对运动。
再次,是围绕伸缩套筒间增设密封装置与润滑点,优化其密封性能,且减少摩擦系数;最后,是选取螺旋机前端口部位增设一组闸门,便于在螺旋机收缩时有效关闭土仓。
3 结语
材料选取、结构设计与施工环境等因素都将对盾构机螺旋输送系统的运行效能产生一定影响,对此还需结合实际作业需求进行螺旋输送系统的技术改造,基于工程环境针对盾构机进行适应性改造与升级,保障其出土、维持土压平衡等核心功能的有效发挥,以此为工程实践提供参考。
