关于电动机优先控制方式的探讨
2020-05-11西安建筑科技大学陕西西安710055
曹 宇(西安建筑科技大学,陕西 西安 710055)
0 引言
在水泥、矿渣等工业生产线长期以来采用电力拖动机械设备,这些机械设备目前普遍采用工业自动化控制系统(主要是机旁优先控制方式)实现工艺环节的控制。近些年,随着产能置换等政策调控影响下,工业生产线规模越来越大,主要工艺环节核心机械设备的保护和联锁也越来越复杂和重要,为了保证设备运转率,对工艺设备电力拖动和自动化控制系统的可靠性要求也越来越高。在这种情况下,很多核心机械设备均要求采用中控优先的控制方式。
1 电动机优先控制方式简介
首先,我们需要来界定“优先”是相对于什么参照物或参照系。在PLC、DCS等计算机控制系统应用以前,工业自动化控制主要采用继电接触器控制线路(简称继电器控制系统)来实现,由于接线回路复杂、维护工作量大、可靠性低等原因,目前已很少采用这种方式。虽然继电器控制系统已经很少使用,但是其中有些名词概念对当前的计算机控制系统仍具有指导意义。与本文有关的两个名词如下:(1)当同时按下起动和停止两个按钮时,电动机被起动,称为“起动优先”线路;(2)当同时按下起动和停止两个按钮时,电动机被停止,则称之为“停止优先”线路[1]。
根据这两个名词定义,我们可以得知,在机旁和中控室两地的操作信号,谁首先实现起停电动机,说明谁具有“优先权”。即存在4种控制方式:机旁起动优先、机旁停止优先、中控起动优先、中控停止优先。由于工业环境为了巡视和检修安全,更多的是采用机旁停止优先,那我们也就重点讨论:在机旁停止优先的前提下,机旁起动优先(以下简称机旁优先)和中控起动优先(以下简称中控优先)的实现方法和特点。
目前工业自动化控制系统下,每台电力拖动的机械设备有三种起停工况:调试或检修时的现场单机起停操作、调试或检修时的中控单机起停操作、正常投运后中控根据工艺流程组起组停操作。前两种起停工况对于“机旁优先”或“中控优先”有比较明显的用途区别,后一种工况只能在中控进行操作,这个阶段是优先权选择后的结果,所以我们主要在前两种工况下进行讨论。
本文以最简单的鼠笼电动机单向直接起动控制回路[1](抽屉柜回路)为例,对目前常用的几种电动机控制方式进行简单分析。
2.1 电动机机旁优先控制方式
图1是最常见的电动机机旁优先控制原理图。其主回路(也称一次回路)为笼型电动机典型接线[2],二次回路中SA为现场按钮盒,安装于机旁附近,现场按钮盒上布置有3个按钮开关:1个起动按钮S1,1个停机按钮S2,1个带钥匙选择开关S3,用于选择“机旁”(或称为“就地”,用字母L表示)、“0”(检修位置,即检修时选择此位,机旁和中控均不能起停操作)、“中控”(或称为“远程”,用字母C表示)。

图1 电动机机旁优先控制原理图
这种控制方式的选择权限在现场,且现场按钮盒上的停机按钮S2在“机旁”或“中控”均可以操作停止电动机(即前文所讲的“停止优先”)。当选择开关选择“机旁”时,机旁起动按钮S1可以直接起动电动机,中控信号此时无效;当选择开关选择“中控”时,中控驱动信号可以直接起、停电动机,起动按钮S1此时无效,但是现场停机按钮S2和转换开关S3的操作不受中控室限制,仍具有优先操作权。
图2是电动机机旁优先控制方式下,与计算机控制系统之间的IO信号,共3个。

图2 电动机机旁优先控制方式IO信号
2.2 电动机手动中控优先控制方式
图3是早前论文和具体工程中最常见的电动机中控优先控制原理图。从图3可以看到,一次回路接线与机旁优先控制方式完全相同,而二次回路的现场按钮盒没有转换开关,只有起动按钮S1和停机开关S2,也就是现场没有选择权,也就无法通过硬件设备实现选择,仍具备停机优先。现场起动按钮S1接进计算机控制系统,通过中控允许或授权后操作才能起作用。
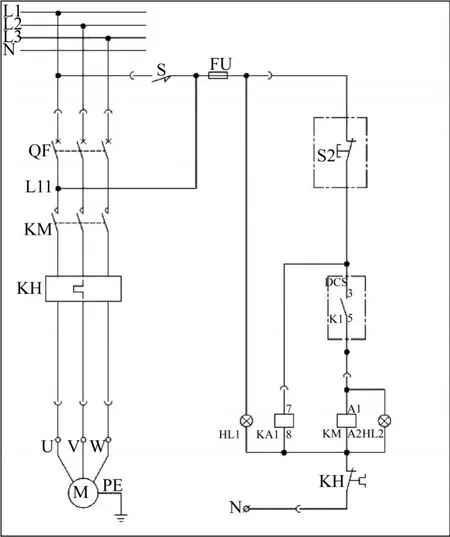
图3 电动机手动中控优先控制原理图
这种控制方式有两点须注意。一是现场按钮盒上停机开关S2必须是旋转开关或带自锁功能的按钮开关,才可以实现停机。若是普通按钮,按下后开始停机,松开后复位,中控显示因备妥信号丢失而出现报警提示(有时按下和复位太快,备妥信号也不丢失),同时因为中控驱动信号仍保持,电动机继续起动运行,给现场人员和设备带来很多隐患和危险;第二是必须在中控操作画面上给每台设备增加“机旁”和“中控”选择(或叫授权,或叫解锁)。只有中控设置手动权限选择,才不会在单机调试或检修时,中控和现场的操作产生混乱,这也是笔者把这种控制方式称作“手动”中控优先的原因。
图4所示为电动机手动中控优先控制方式下,与计算机控制系统之间的IO信号,共4个。类似这种控制方式,也有设计人员在现场按钮盒增设带钥匙选择开关,并将选择开关的2个信号均接入计算机控制系统,硬件选择设备在机旁,但是实际选择权限仍在中控室,仍需中控手动选择或授权,控制效果基本相同,并增加了2个IO信号,使得控制系统重复和累赘。

图4 电动机手动中控优先控制方式IO信号
还有一种是在图3的一次回路增加现场可视断路器,并带有起动按钮和停止按钮[3],这两个按钮信号都接入中控,使现场具有彻底并直观的断开点而保证机旁安全。这种控制方式使电气投资大幅度增加,也增加了故障点,只有较少外资工业生产线会选择此控制方式。
2.3 电动机自动中控优先控制方式
图5是笔者设计并在多个工程已经应用的电动机自动中控优先控制原理图。显而易见,图5更接近于图1,一次回路完全相同,二次回路中也有现场按钮盒SA,现场按钮盒上布置按钮开关的数量、形式和作用均相同,也同样是“停止优先”。选择权限硬件同样在机旁,选择开关的“0”位、“中控”位和机旁优先控制方式的效果相同,不同的是“机旁”位置增加了一个中控“起动的条件”,也就是说现场起动按钮S1必须在控制程序里该电动机的“起动条件”满足后才能有效操作。起动的优先权仍然是在中控,和第2种控制方式不同之处是不需要中控手动授权或解锁,由程序自动完成判断,若条件满足,则自动允许现场起动,反之,说明该电动机的某个或某些起动条件不满足,比如轴承润滑油温度不满足、所拖动机械设备的减速机仪表监测信号有异常等,不允许被起动,强制起动可能会造成设备损害或危险。
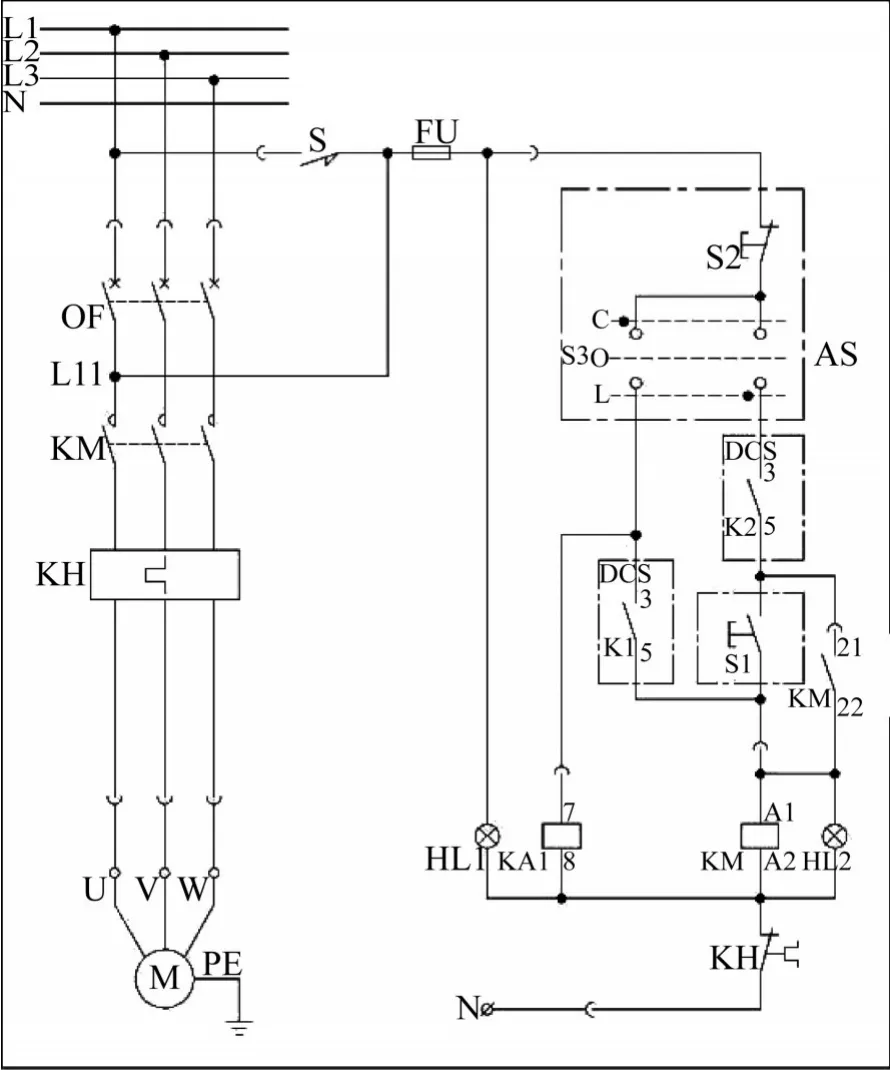
图5 电动机自动中控优先控制原理图
图6为电动机自动中控优先控制方式下,与计算机控制系统之间的IO信号,共4个。与第2种控制方式相比,少了1个现场起动的DI点,多了一个允许起动的DO点,IO信号总数相同。
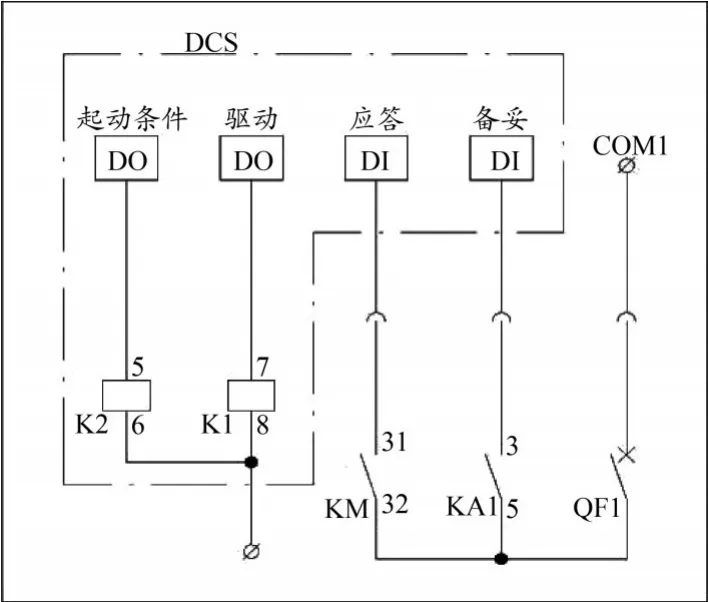
图6 电动机自动中控优先控制方式IO信号
3 三种优先控制方式的特点
从上文中三种优先控制方式的简介基本已经能看出它们之间的异同。概述如下:
机旁优先侧重点是现场操作的便利和安全,对设备机旁起动所需要的必要条件没有限制,只能靠操作人员的经验来把握。
手动中控优先侧重点是中控的操作权限,严格保证了设备起动的必要条件,而导致机旁无法直接操作起动(PLC程序里强制给定属于非正常操作,不属于本文讨论议题),也无法直观确定电动机是否不会被中控起动,如果现场和中控沟通出现障碍(没听见或听错)或中控对现场状况误判,给现场调试或检修时的人员带来安全隐患。
自动中控优先正好弥补了以上两种控制方式的不足之处,既能保证现场有安全和直观的检修选项“0”位,也能保证设备起动条件不足时不会被机旁误起动
在机旁优先已普遍使用后,之所以要采用中控优先的原因:在实现工艺流程和工业生产需要的前提下,核心问题是为了保证人员安全和设备安全。
图7基本可以反映出三种优先控制方式对人员安全和设备安全的侧重点。

图7 三种优先控制方式对人员安全和设备安全的侧重点
当前在大力发展工业4.0,计算机控制技术也已经越来越成熟和可靠,与工业生产也越来越联系紧密。即使在工厂建设安装阶段,PLC或DCS均需具备调试需求,否则大型设备不允许、也无法安全开展调试工作。
这里需要澄清一点,有些电气工程师说第2种中控优先“更适合环境恶劣、粉尘含量大”的水泥厂,因为“现场按钮盒容易进灰,造成开关触点接触不良”[3],电气设备的防护等级或选型不满足现场使用环境,并不是某种控制方式的优点或缺点。而且,现在的水泥、矿渣等工业企业,粉尘排放等环保要求越来越严格,很多老厂也在改造治理,厂区环境也已明显改善。
4 结论
笔者根据多个工程项目的实践、对比,结合上文的分析可看出,自动中控优先控制是目前对工业生产线人员安全和设备安全兼顾最平衡的一种控制方式。由于配置和接线很接近,这种控制方式也最适合用于一条工业生产线上部分电动机机旁优先、另一部分电动机要求中控优先这两种控制方式共存的工程。当然,自动中控优先控制方式并不是适用所有工业生产线。实际工程中,需要根据不同场合、不同设备的要求、投资成本等因素,来综合选择适合工艺控制环节并安全、可靠、经济的控制方式。
