高强度钢管道环焊缝隐患治理措施研究
2020-05-11戴联双考青鹏胡亚博
戴联双,考青鹏,杨 辉,胡亚博
(1.中石油管道有限责任公司 北京 100029;2.中国石油管道科技研究中心 河北 廊坊 065000)
0 引 言
在过去的40年里,我国油气管道经历了从无到有再到迅速发展的过程,建设速度从每年1 000 km增长到10 000 km,尤其是2012年施工完成的焊口数量达到了顶峰,管材的等级也从X42提升至X80[1],铺设完成了长度为1.2×105km的长输油气管道。新材料和新技术的应用,尤其是X70和X80等钢级的大口径、高强度、高压力管道的建设和发展,是科技进步和能源需求快速增长的必然结果,在促进国家经济发展方面发挥了极其重要的作用[2-4],也为建立和健全我国油气管网基础设施奠定了坚实的基础。根据国家发展改革委和国家能源局2017年发布的《中长期油气管网规划》[5],到2025年全国油气管网规模达到2.4×105km,未来几年还将迎来管道大建设的时期。
自西气东输一线管道采用X70钢管建设以来,开启了我国长输油气管道全面应用高强钢管道的序幕。2006年冀宁联络线建设了7.71 km的X80钢管道试验段,成功验证了X80钢管材、焊接等关键技术的适用性,自西气东输二线管道建设开始,在大口径、高压力管道中大量使用了X80钢管道。目前,我国已投产的在役X80钢管道已超过1.3×105km,总里程几乎是全世界其他国家已投产的X80钢管道的总里程之和[6-7]。
国内管道大建设的同时,也带来了诸多的问题,如建设过程中的施工单位违规返修、检测单位漏评错评底片、监理单位监管缺失等管理问题,其核心主要集中在高强钢管道环焊缝的脆弱性方面。据石油管工程技术研究院统计,近年来发生了7起X70和7起X80管道环焊缝失效事故,尤其是中缅天然气管道“7.2”、“6.10”和泰青威管道“3.20”管道环焊缝失效事故,使管道运营企业分析当前高强钢管道焊接结构面临的问题,并开展了相关隐患排查和技术研究工作。本文将针对高强钢管道环焊缝在运营过程中发现的问题,分析这些问题的原因,探讨解决这些问题的措施,以预防管道失效事故的发生。
1 管道环焊缝失效形式分析
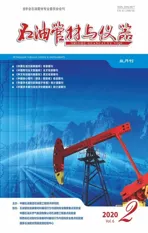
在高强钢管道(主要为X70和X80钢级)应用之前,国内油气管道在役运行期间发生环焊缝开裂的事故非常少,即使发生环焊缝失效事故,失效形式基本都是因存在严重的超标缺陷导致[8]的泄漏失效,失效形貌如图1所示。
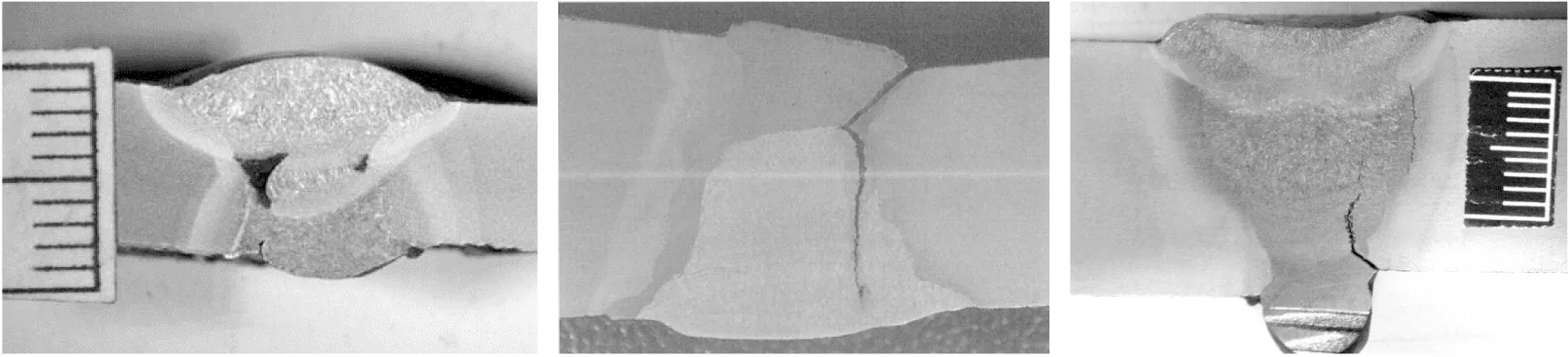
图1 X65及以下钢级管道环焊缝因含较大的缺陷发生失效的焊缝形貌
以大庆原油外输的庆铁双线为例,这两条管道的缺陷类型和分布情况能够充分说明技术发展和社会环境因素对管道结构完整性的影响[9]。其中庆铁老线是我国第一条建设的长距离X52管道,主要采用的是进口钢板,当时的油气管道制管厂都是从原锅炉制造厂转产而来,因此在卷板技术方面不太成熟,所以该条管道存在的螺旋焊缝缺陷比较多、且复杂多样;但该条管道建设施工的环焊缝缺陷相对较少,主要因为当时集中力量办大事的社会环境比较好,作业人员的心态和敬业精神达到顶峰时期。相较于庆铁老线,庆铁复线在制管技术有较大的提升,因此钢管中存在的螺旋焊缝缺陷相对较少,但是管道环焊缝中存在较多的缺陷,这主要是因为在建设庆铁复线的时间为20世纪60年代,现场焊接的技术工人责任心和安全意识下降,导致焊接施工质量下降。后期在运行过程中也因腐蚀、第三方损坏发生多起泄漏事故,基本符合了事故的浴盆曲线规律,如图2所示。在20世纪90年代后期庆铁双线进入浴盆曲线的“耗损故障期”,但因中国石油管道公司开展了东北管网大改造和实施管道完整性管理,修复了大量的缺陷,从而降低了管道的失效率。
以前X65及以下钢级管道的焊接结构均因为存在超标的缺陷导致管道环焊缝开裂或泄漏失效,而近年来发生的几起高强钢管道环焊缝开裂均不存在较大的焊接缺陷,且断口呈剪切断裂或超过80%断面呈脆性断裂特征,其断裂失效部位形貌如图3所示,而且高强钢等壁厚焊接的焊缝和变壁厚焊接的焊缝失效的形式发生了改变。
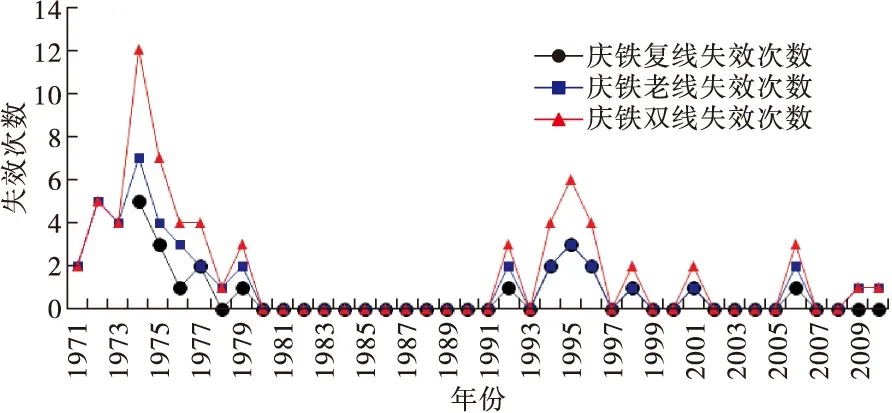
图2 庆铁双线失效次数与投产使用年份关系图
国外公司运营管理的SSGP输气管道(X70钢级、钢管外径914 mm)在2014年6月和2018年1月发生了两次环焊缝开裂事故,经调查发现环焊缝强度存在低匹配的现象,降低了管道系统在地质灾害活动频繁区域的应变能力,尤其是环焊缝的性能不能承受附加的轴向应变载荷,从而导致了两次失效事故都在环焊缝的位置发生了开裂[10]。结合当前国内高强钢管道环焊缝的失效特征,高强钢焊接结构完整性方面的问题主要包括:
1)高强钢等壁厚焊接结构
(1)焊缝与钢管管体的抗拉强度达到等强或较高匹配时,如果存在极限外载或位移载荷,管体材料会先发生屈服,产生一定的塑性强化后,焊缝才开始屈服。这种情况下发生失效的形式为管体开裂泄漏(焊缝开裂的可能性降低),并呈现韧性断裂的形貌。同时,因为管体发生屈服,增强了管道抗应变的能力。当前国际上通用的评价标准,如BS 7910、API 579和EPRG,也都是在基于等强或较高匹配的基础上形成的计算公式[11]。DNV OS F101要求在设计阶段应使焊缝的屈服强度比钢管管体材料的屈服强度高120~150 MPa[12]。

图3 X70和X80钢管道环焊缝失效形貌
(2)焊缝与钢管管体的抗拉强度处于低匹配时,如果存在附加的极限轴向应力或轴向应变载荷,焊缝会先发生屈服,因焊缝的宽度小于管体长度,焊缝应变增长速率较快,另外焊缝内表面可能存在的成型不佳、几何形貌不规则等引起的应力集中,极易使管体材料还未发生屈服时就发生了环焊缝开裂失效,焊缝部位断口呈现剪切断裂形貌,并在断口能明显观察到韧窝形貌。WAN Abdullah WAN Hamat等人[10]为了评估环焊缝与钢管管体的匹配性对管道系统承受外载引起的位移应变的能力,进行了两次全尺寸弯曲对比试验:一种是采用原管道线路焊接工艺,焊缝、热影响区和钢管管体的冲击功分别为62.7、127.3和262.7 J,试验结果显示全尺寸弯曲试验失效发生在环焊缝位置,失效时的拉伸应变小于0.5%(在根部预制了深3.0 mm、长190 mm的缺陷,并有2 mm的错边);另一个试验是采用实心低氢焊条(E7016-H4根焊,E9045-P2 H4R填充盖面),焊缝、热影响区和钢管管体的冲击功分别为160、281和298 J,试验结果显示全尺寸弯曲试验失效发生在钢管管体位置,失效时的拉伸应变大于3%(在根部预制了深2.9 mm、长190 mm、宽0.7 mm的缺陷,并有2 mm的错边),如图4所示。试验结果表明,改进焊接工艺可使环焊缝具有高应变的能力,即钢管管体具有较高强度但未过度匹配的情况下,系统性地提高了管道整体结构的抗外部位移载荷的能力,即提高了管道的应变承受能力。
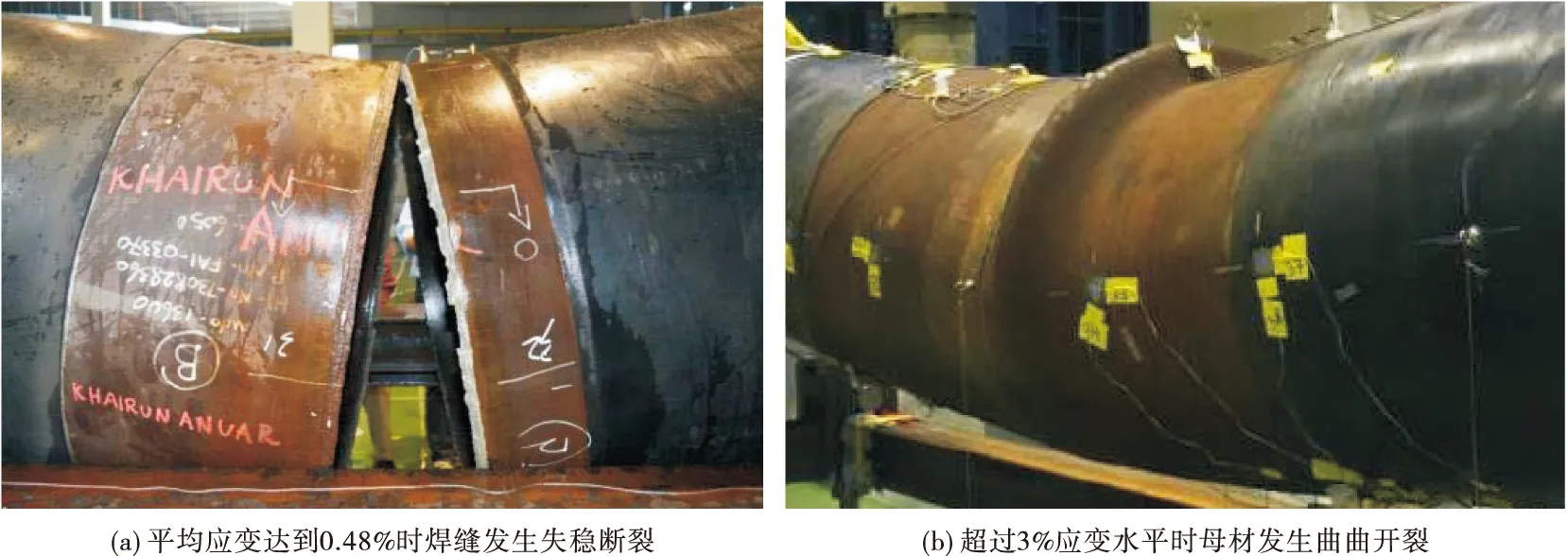
图4 对SSGP输气管道失效样品进行的两次全尺寸弯曲试验结果
2)高强度钢变壁厚焊接结构
高强度钢管道变壁厚焊接结构由于焊缝几何形状不规则和变壁厚等叠加形成的缺口效应,极易引起应力集中,如果钢管材料韧性较差,在极限外载和内压(当壁厚超过25 mm时,壁厚方向的应力会发生明显的增长)的作用下,缺口的位置会成为裂纹源,随后裂纹会失稳快速扩展,从而导致钢管断裂失效。目前,已经发生的在役高强度钢管道的环焊缝开裂失效80%以上位于变壁厚的位置,且焊缝的韧性值均不符合标准要求。
2 在役高强度钢管道环焊缝失效分析
2.1 失效分析基本原理
事故致因理论是认知事故、预防再次发生类似事故的理论基础[13-16]。对于长输油气管道运输行业,社会环境和自然环境对管道事故的发生有潜在的影响,同时对管道全生命周期内的科研、设计、施工和运行等各个阶段是否会存在缺欠、可能会存在什么类型的缺欠、以及如何处理这些缺欠等方面都有非常重要的影响,冯庆善[13]采用“树生”的模型形象表述事故致因因素之间的逻辑关系,并从事故的表象出发,逐层深入分析事故原因,查找事故与社会环境、自然环境、全生命周期各个阶段的关系,挖掘事故经验教训,发现社会和自然规律的理论,涵盖了事故与社会发展变化、自然环境因素、以及全生命周期各个阶段之间的相互作用关系,特别对管道事故分析更加适用。
2.2 国外高强度钢环焊缝失效情况
美国在2008年和2009年集中建设了一批高强度合金钢管道(每年大约建设6 400 km管道),在管道试压过程中发现了管材和环焊缝质量问题,出现了管道压力试验中的鼓胀变形、开裂和环焊缝的泄漏,随后在役管道也出现了环焊缝的开裂事故[17]。为此,美国政府为应对高强度钢管道出现的事故情况,在2009年和2010年就对当时发现的高强度钢管道施工试压过程中和运行中出现的环焊缝开裂、管材开裂鼓胀等质量问题,向各管道公司发出公告,要求各管道公司对2008年和2009年建设的外径大于508 mm、管道材料钢级大于X70的管道进行全面的排查,并于2010年3月18日由交通运输部下属的管道和危险材料安全管理局(PHMSA)发布PHMSA-2010-0078号公告《管道安全:针对大口径管道由于变壁厚、错边和焊接不当造成的环焊缝质量问题》,事故分析表明这些失效都是由于变壁厚环焊缝焊接不当、错边、管道内部焊接不当、管道支撑不当和附属物等原因造成的,大多数待焊接管端条件并没有达到设计和施工要求,即钢管坡口形状不符合标准要求。
2008年至2009年期间,Enbridge公司建设了全长504 km、钢管外径508 mm、钢级为X70和X80、标称壁厚6.4 mm的LSr管道[18]。LSr管道从加拿大曼尼托巴省Cromer至美国明尼苏达州Clearbrook。在加拿大境内敷设管道长度为288 km,包括长度为278 km的X70管道和长度为10 km的X80管道;在美国境内敷设的管道长度为216 km,全部为X70管道。钢管均由加拿大的Evraz Inc.提供,采用电阻焊(ERW)工艺制造。Enbridge公司在LSr管道建设过程中除遵守CSA Z662-07第7.11条环焊缝无损检测要求外,施工队伍对所有环焊缝进行了100%射线检测,并建立了延迟无损检测方案,将大多数环焊缝纳入到延迟无损检测计划中。延迟无损检测的主要目的是为了检测环焊缝是否会出现延迟氢致裂纹,在加拿大境内共发现21处环焊缝裂纹,并进行了割口和换管作业。环焊缝裂纹产生的主要原因为在大风和严寒天气条件下施工,预热不充分、层间温度不符合标准要求和焊后保温措施不当致使环焊缝出现裂纹。Enbridge公司为了检测发现管道环焊缝中存在的裂纹,对大部分(58%)的环焊缝进行了延迟无损检测,尤其是对2018年11月份以后施工的环焊缝(主要为第9标段和第11标段)进行了约100%的延迟无损检测。
2.3 国内高强度钢管道环焊缝失效情况
2017年7月2日发生中缅天然气管道爆燃事故后,对于在役高强度钢管道环焊缝失效的根本原因可分为三个阶段进行分析:
1)第一个阶段为中缅天然气管道“7.2”失效事故发生后,结合当时周边道路边缘塌陷和事故发生前的连续降雨等环境特征,初步认为滑坡、塌陷等土体移动带来的外载是导致环焊缝断裂失效发生的主要原因,失效分析报告和后续的治理措施都是紧紧围绕地质灾害中土体移动诱发的外载的因素进行。但是这种认知存在一定的局限性,国内长输油气管道采用弹性埋地敷设,穿越各类地质不稳定区域,如地震带、湿陷性黄土区等,管道承受土体移动等外力载荷影响的区域非常普遍。每年管道周边发生的滑坡、水毁、沉陷等地质灾害上千处,且地质灾害具有突发性和随机性,如果各种类型的潜在地质灾害区域都要全部进行治理才能保障高强度钢管道安全运行,这也相当于管道环焊缝断裂失效这个威胁是“不可控”的状态。
2)第二个阶段为中缅天然气管道“6.10”失效事故发生后,结合周边的建设施工和地面排水情况,初步认为焊缝屈服强度与钢管管体屈服强度弱匹配导致了管道环焊缝的承载能力下降,在超过0.5%的应变时,管道环焊缝首先发生断裂失效。当前管道的焊接设计都是按照API 1104标准的要求,抗应变的能力为不超过0.5%,因此当土体移动或其它外载导致管道发生位移变形的时候,因焊缝与钢管管体之间弱匹配,焊缝首先发生屈服,当焊缝应变量超过0.5%的时候就发生了焊缝断裂,这时钢管管体还没有发生变形,因此对于管道结构,所有的应变作用集中在焊缝处,从而导致管道结构承受外载等引起的位移变形能力降低。而这些钢级的管道在地质灾害等外载作用下很少出现焊缝断裂失效。同时,我们现在有约1.3×104km的在役X80管道,如果匹配是导致失效的主要因素,那么只有治理了这些低匹配的焊缝才能保障管道的安全运行,但现有的无损检测方法无法全面有效地检测出存在低匹配的焊接结构中的缺陷,这种情况给运营管理者带来的风险是“不可知”的状态。
3)第三个阶段是泰青威管道“3.20”失效事故发生后,发现这几次X70和X80管道环焊缝失效的断口都是脆性断裂,而匹配的前提是焊缝材料韧性符合标准要求,初步认为环焊缝材料的韧性不符合标准要求是管道环焊缝呈脆性断裂失效的主要原因。文献[10]中试验测试结果表明,如果是因为弱匹配导致的管道环焊缝失效,那么失效的环焊缝断口应该有屈服形成的明显的韧窝特征。目前,结合失效和裂纹缺陷的统计分析,很多焊缝材料韧性不符合标准要求,消除结构性应力集中是保障管道环焊缝结构完整性的有效方法,特别是针对变壁厚、错边等易导致缺口效应的位置进行排查,采用几何内检测、中心线内检测和漏磁内检测持续监控管道的状态。在这种情况下,对于运营管理者来说,要深入认识当前的威胁、当前的能力、当前真正能做的和能做到的,持续不断地“以统计数据为依据、以基础研究为支撑、以管理提升为契机”分阶段、有步骤地解决问题。
3 在役高强度钢管道焊接结构完整性保障技术
当X80管道系统管道结构及性能符合要求时,才能保障管道可靠、安全输送地高压天然气。通过近期的失效事件分析和相关钢管材料性能测试发现焊缝存在缺欠或缺陷、冲击韧性值不符合要求、焊接层数不足等现象,因此进行了焊缝建设期施工底片排查、数据对齐、内检测数据挖掘等工作,解决了X80管道部分威胁管道安全运行的问题,但仍有很多问题亟待解决:
1)控制管材性能分散性。当前国内的管材性能分散性较大,从而导致焊缝强度不能匹配,国内X80钢抗拉强度波动范围为200 MPa、屈服强度波动范围为150 MPa,相比文献[19]中提到的“API 5L和 EN 10208-2(ISO 3183-2)规定,X80钢屈服强度的允许波动范围应为120 MPa”,文献[20]中提到了“德国X80钢管道Megal II的管材屈服强度和抗拉强度波动范围控制为100 MPa”,分散性越小焊缝金属就能够更好地与管材匹配。
2)开展X80钢缺陷敏感性分析,提高焊接缺陷验收标准。X80钢对于缺陷的敏感性,即容限缺陷的承载能力应进行进一步的研究,当前不能仅按照SY/T 4109—2013《石油天然气钢质管道无损检测》进行验收,由于焊缝金属强度的提高,其对于缺陷更加敏感,更容易在应力集中位置导致缺欠扩展失稳,对于含咬边、未熔合等平面性缺欠的II射线底片应判定为不合格。
3)改进焊接工艺规程,改善现场焊接适用性。由于焊接工艺评定在实验室完成,评定通过的焊接工艺要求的焊接环境条件比较高,如预热温度、风速、温度等,导致了现场焊接窗口比较狭窄,出现焊接缺陷的概率大幅增加。
4)根据管材性能确定焊接工艺。焊接工艺评定是根据规定的管材最小屈服强度和抗拉强度下的匹配,而未能根据实际订购管材的性能进行焊接结构性能的匹配,从而降低了整体结构的抗位移应变的能力。
5)进一步进行针对环焊缝缺陷的内检测技术。当前管道内检测技术对于环焊缝缺陷、裂纹及开口较小的类裂纹的检测与识别还存在一定的局限性,需要进行研究,提高环焊缝缺陷检出率、识别率和尺寸量化的能力,以便更好地保障管道的安全运行。
6)分析研究高强度管道焊缝与钢管管体的低强匹配问题。低强匹配焊缝易成为应力集中部位,出现应变累积。WANG等人[21-22]针对某低匹配X70管道的试验测试结果显示,当钢管管体的应变量只有0.4%~0.5%时,焊缝应变量就达到约7%,即使不存在缺陷也极有可能发生失效,因此应周期性进行IMU检测,识别高应变的位置。
为了保障高强度钢管道的焊接结构完整性,应分析各个阶段存在的问题,确保各个阶段之间达到无缝衔接,从而保障系统的功能和安全达到最优化,如图5所示。
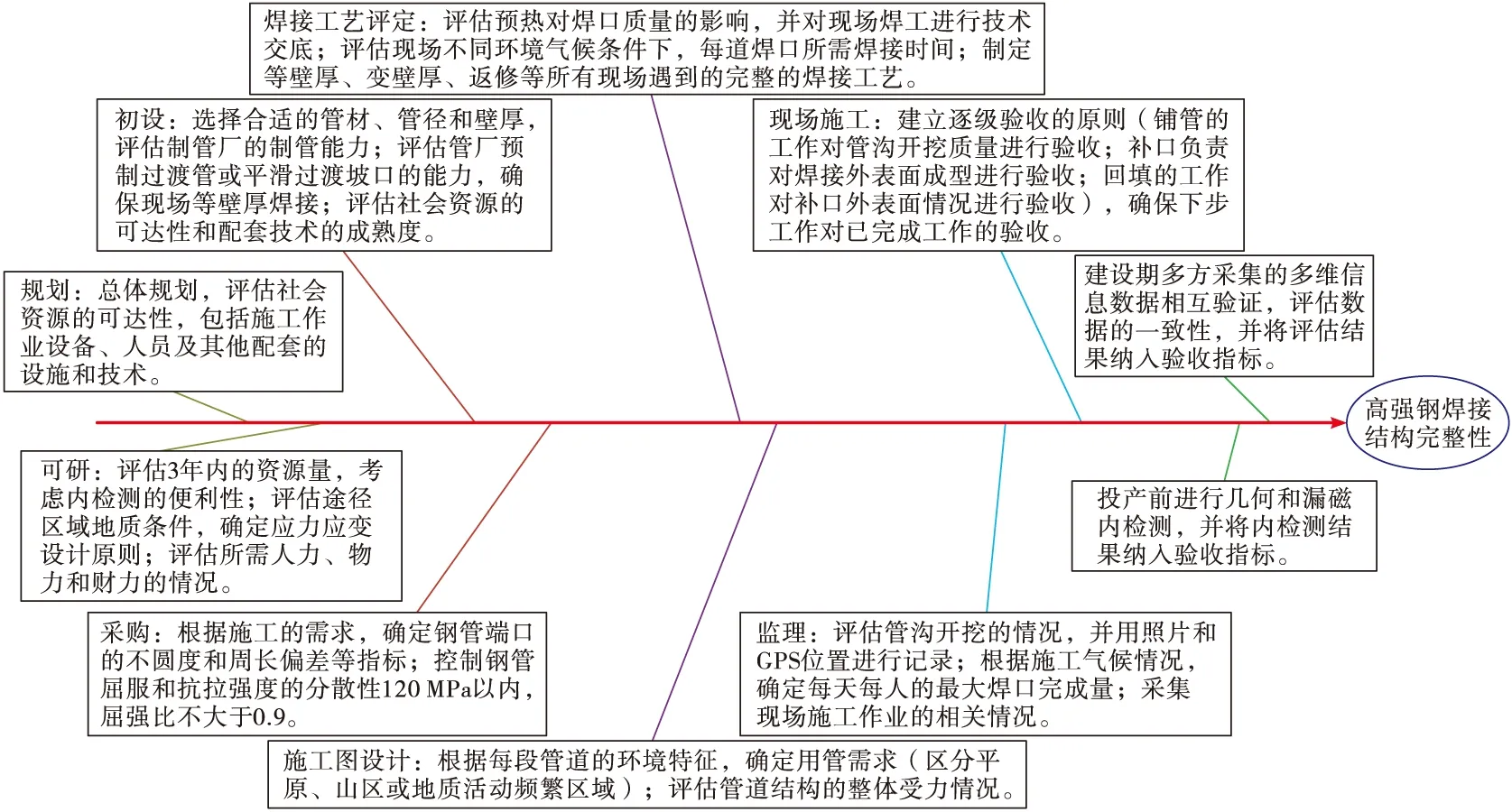
图5 高强度钢焊接结构完整性关键问题控制流程鱼骨图
4 总结与展望
综上所述,当前高强度钢管道焊接结构失效面临的关键问题可归结为对高强度钢管道焊接结构完整性和系统可靠性方面的认知还存在一定的局限性,有待进一步进行相关研究工作。基于当前的认知,通过系统的试验来验证发生失效的原因,加强环焊缝排查和试验测试数据的统计分析,系统收集和整理缺陷或异常所对应的外部环境特征,建立识别危害性焊接缺陷和结构的方法,并通过持续的开挖验证及其数据信息的采集来完善危害性焊口的识别方法,提高其识别准确性和精度是保障在役高强度钢管道长期安全和平稳运行的有效手段。
同时,提高管道系统结构完整性,保障管道安全运行,在以后的管道建设规划和决策中,应首先排查人力资源是否满足要求、配套资源是否充足、应用技术是否成熟等多方面的因素,评估科研、设计、施工、投产和运行的系统衔接性。同时建议从以下几个方面进行改进:
1)设计与监理一体化,进行设计的技术人员应进行监理工作,并且监理项目要根据具体情况进行量化,如在什么样的外部环境条件(如温度、湿度等)焊接一道焊口所需的时间,提高现场监理工作的可操作性。
2)焊接工艺评定应由施工单位结合所施工标段管道所处的环境制定,增加制定焊接工艺评定的专业人员与现场实施焊接作业人员的技术水平程序,同时,业主可委托专业焊接专业队伍对施工单位出具的焊接工艺评定进行监督和审核。