基于主成分分析和灰色关联度的铝合金铣削参数优化
2020-05-08李维亮田海东国凯孙杰俞鸿均
李维亮, 田海东, 国凯, 孙杰, 俞鸿均
(1.成都飞机工业(集团)有限责任公司,成都610092;2.山东大学a.高效洁净机械制造教育部重点实验室;b.机械工程学院;c.航空构件制造技术及装备研究中心,济南250061)
0 引 言
7050-T7451铝合金具有较高的强度、较好的断裂韧性、较好的抗应力腐蚀性能和良好的淬透性,成为大飞机制造业通用的结构材料,广泛应用于飞机框架、壁板、接头类零件等结构件[1]。
加工参数是影响零件表面粗糙度、材料去除率、切削力、残余应力等的重要因素。近年来,许多学者在加工参数优化方面做了研究。王冬[2]以加工表面粗糙度为指标优化了铝合金叶轮切削参数,并对相应优化系统进行了开发;赵新等[3]以去除效率为优化目标,根据机床功率、表面质量、刀具变形和刀具强度等约束条件对铝合金高速切削参数进行了优化;金建国等[4]针对钢件加工的进给速度、切削模式和冷却方式对表面粗糙度的影响,采用极差分析确定了表面粗糙度最小的参数组合;邓清伟等[5]研究了壳体类铝合金零件的数控铣削加工,建立了基于BP神经网络的参数优化模型;向颖等[6]基于铣削加工动力学原理的参数分析测试和动力学仿真软件,对7075铝合金高速铣削加工的工艺参数进行了优化,提高了单位时间内金属的去除率;黄晓明等[7]研究了高速铣削加工参数对7050-T7451铝合金加工表面粗糙度的影响;丛靖梅等[8]在通过有限元对残余应力变形预测的基础上,采用遗传算法,以残余应力变形为约束、最大加工效率为目标对薄壁件的加工参数进行了优化;刘翘楚等[9]基于颤振稳定性叶瓣图理论获得了安全切深的解析表达式,提出了最大稳定切削面积的切削参数优化方法。
本文通过设计正交试验,研究分析了7050-T7451铝合金加工中铣削加工参数对表面质量及材料去除率的影响,结合灰色关联理论和主成分分析法,以表面粗糙度和材料去除率为约束进行多目标优化,得到最佳的铣削参数组合,为飞机接头类零件的实际生产加工提供一定的理论依据和参考。
1 试验方法
1.1 试验材料与设备
试验材料选用德国Aleris公司生产的7050-T7451预拉伸板材,主要力学性能如表1所示。

表1 7050-T7451铝合金材料性能
试验设备选用杭州友佳精密机械有限公司生产的三轴立式加工中心VB-825(A),该加工中心的最高转速为8000 r/min,最大功率为15 kW,最大进给速度为15 m/min。试验用刀具选用整体硬质合金平头立铣刀,刀具直径为10 mm,刀刃齿数为2。铣削方式为顺铣,试验过程中采用切削液润滑、冷却。
试验完成后采用手持式粗糙度测量仪TR200S测量加工后的表面粗糙度值,取样长度为0.8 mm,评定长度为4 mm,为了减小测量误差取4个测量点的平均值作为最终试验值。
1.2 试验参数的设置
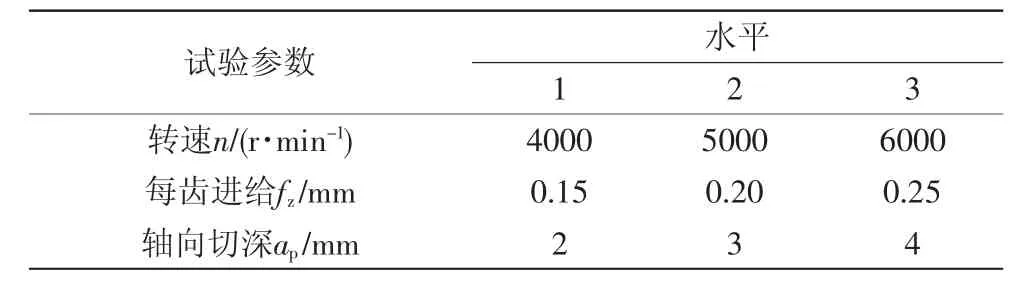
表2 参数水平设置
2 结果与分析
2.1 试验结果
加工过程中材料去除率可表示为

式中:MRR为材料去除率,cm3/min;fz为每齿进给量,mm;n为主轴转速,r/min;Z为刀齿个数;ap为轴向切削深度,mm;ae为径向切削宽度,mm。
对加工完成后的工件进行超声波清洗,清除工件表面残留的切削液和其他杂质,提高表面粗糙度值测量的准确性。根据式(1)计算每组参数对应的材料去除率,最终的表面粗糙度和材料去除率结果如表3所示。

表3 试验结果
2.2 铝合金铣削多目标优化
为了兼顾多个方面的效果并选取比较合理的加工参数组合,采用多目标函数对加工参数进行优化[10]。输入主轴转速、每齿进给量和轴向切削深度3个试验变量,以表面粗糙度和材料去除率为目标,结合灰色关联理论和主成分分析法进行飞机耳片槽铣削加工参数的多目标优化。
田口方法是一种有效的稳健性优化设计方法,利用信噪比(SNR)来衡量输出特性稳健性的指标。信噪比表示随机变量中数学期望μ和方差σ2的关系,可表示为

输出特性的稳定性与η值成正比,由于信噪比为无量纲数据,因此为了考虑方差和均值对输出特性稳健性产生的影响,在使用时会把信噪比转换成dB值[11]。
望大特性的SNR(dB)值可以表示为
夏天想说:晓晓,你有什么都可以跟我说,你可以信任我,但是他终究不敢说出口。在叶晓晓面前,他的自卑更深更深,他的缺陷像一把剑一样刺在他的心口。“那好吧,你好就好。这是我的手机号,你有事可以给我打电话。有什么事情,可以想办法沟通啊……”

望小特性的SNR(dB)值可以表示为

由于表面粗糙度具有望小特性,根据式(4)计算其输出特性的信噪比,材料去除率具有望大特性,根据式(3)计算其输出特性的信噪比,结果如表4所示。
灰色系统理论是Deng[12]在1982 年提出的,该理论适用于处理各种信息贫乏、不充分、模糊的问题。基于该理论的灰色关联分析(GRA)可以有效地解决多目标优化问题。为了保证数据的等效性和同序性,在灰色关联分析之前需要对原始数据进行无量纲预处理,对数据规范化[13],根据质量特性的类型,这个规范化过程使用了3个不同的方程。如果实际的数据序列具有“越大越好”的质量特征,可采用公式(5)对其进行预处理[14]。

表4 试验结果及信噪比


为了衡量各个参数对试验结果影响的大小,运用灰色关联理论从偏差序列求出各个参数的灰色关联系数(GRC),计算关系式如下:

式中:ζ为分辨系数,取值在0到1之间,一般取0.5较为合适。
为了更加客观地反映出表面粗糙度和材料去除率在灰色关联分析中的相对重要性,利用主成分分析法计算出各输出特性指标的权重系数。由表5中的灰色关联系数,利用minitab软件进行主成分分析,主成分对应的特征值和贡献率如表6所示[15]。

表5 灰色关联系数和灰色关联度

表6 主成分对应特征值及方差贡献率
将方差贡献率作为主成分的权重得到灰色关联度(GRG),结果如表5所示。灰色关联度反映比较序列对参考序列的影响程度,其值越大则表示影响越显著。从表中可以看出,灰色关联度最大一组是第9组,也就是该试验参数是这组试验的一个较优解。
2.3 灰色关联度的极差分析
为了比较直观地找出影响试验结果的主次因素,并找出最优水平组合,对灰色关联度进行极差分析。加工变量对灰色关联度均值响应的结果如表7所示。
在极差分析中,可以根据极差R值的大小比较直观地判断出自变量对因变量的影响程度,R值越大说明该自变量对因变量的影响越显著。从表7可以看出,铣削参数对表面粗糙度和材料去除率的影响显著性顺序为fz>ap>n。根据表7的灰色关联度均值响应数据画出了灰色关联度主效应图,如图1所示。
基于灰色关联度信噪比越大,输出特性越好的原则。从图1中可以看出,铝合金7050-T7451铣削的最优加工参数组合为:主轴转速为5000 r/min,每齿进给量为0.25 mm,轴向切削深度为4 mm。
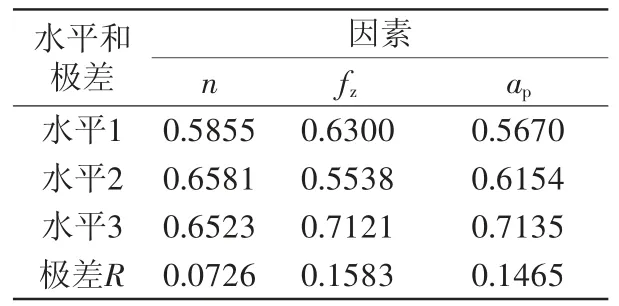
表7 灰色关联度均值响应
3 结 论
1)采用田口法设计了铝合金铣削正交试验,计算出了试验结果信噪比,并结合灰色关联分析和主成分分析,以不同加工参数下工件表面粗糙度和材料去除率为输出特性指标进行多目标优化,灰色关联分析中的权重系数通过主成分分析计算得出。
2)通过对灰色关联度进行极差分析,利用各加工参数对灰色关联度信噪比的响应优化出最佳的加工参数为:主轴转速为5000 r/min,每齿进给量为0.25 mm,轴向切深为4 mm,径向切削宽度为0.5 mm。

图1 灰色关联度主效应图