在用起重天车吊钩的磁粉检测
2020-05-06王玲玲张元华赵江招张莉
王玲玲 张元华 赵江招 张莉
摘 要:天车是各个厂矿、各种仓库广泛使用的一种起重设备,它的技术状态和安全状况的好坏直接关系到人身安全、设备安全及产品质量和生产效率。起重天车在使用过程中最易出现的危险缺陷之一是疲劳裂纹,可直接造成吊钩断裂。对其进行定期检查是防止其断裂,保证安全最可行有效的措施。该文考虑吊钩的形状和尺寸等原因,选择触头法和绕电缆法对某单位在用起重天车吊钩进行了磁粉检测,确保吊钩使用的安全性和可靠性。
关键词:在用起重天车 吊钩 磁粉检测 疲劳裂纹
吊钩是起重机械中最常见的一种吊具,有着较大的安全隐患[1]。如果不定期地进行安全性能检验,可能带来吊钩吊物坠落的严重后果。因此在用起重天车吊钩的质量检验对保证天车的安全运行有着非常重要的意义。
1 吊钩的技术条件及受力情况
1.1 技术条件
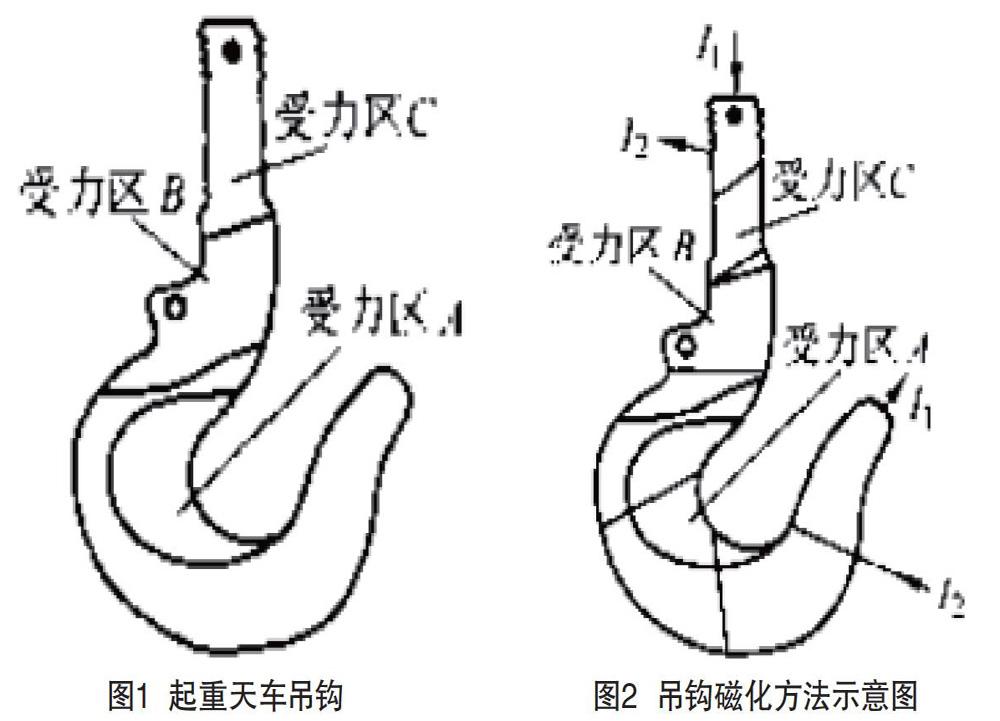
吊钩材质为30CrMnSiA,规格为φ80×400,吊钩表面涂漆,如图1所示。热处理条件为880℃油淬,220℃回火。剩磁Br=0.98T,矫顽力Hc=2712A/m。
1.2 受力情况
如图2所示,受力区A为吊钩弯曲部位,受力区B为柄,受力区C为螺纹部位,受力区不允许任何缺陷存在。根据吊钩结构和受力状况,一般认为存在如图1所示的受力区A、B和C均存在危险截面[2,3]。吊钩在重力负荷下受拉伸应力作用,其曲变部位受倾斜拉应力负荷[4]。
1.3 吊钩的定期检验
起重天车在使用过程中最易出现的危险缺陷之一是疲劳裂纹,可直接造成吊钩断裂[5]。对其进行定期检查是防止其断裂,保证安全最可行有效的措施[1]。因此吊钩的检验重点是疲劳裂纹,要定期检测所有表面(不包括端面)疲劳裂纹。检测方法标准按照NB/T 47013.4-2015标准,质量验收等级按Ⅰ级合格进行。
2 检测工艺的制定
2.1 磁化方法的选择
为了有效地检测出吊钩所有表面(除端面)的疲劳裂纹,须在其内部分别产生一个与轴线方向垂直的周向磁场和一个与轴线方向平行的纵向磁场。考虑吊钩的形状和尺寸等原因,因而选择触头法产生的周向磁场(电流为I1)和电缆法产生的纵向磁场(其电流为I1)来对其进行磁化,如图2所示。
2.2 磁化规范
如图2所示,周向磁化触头法:用连续法检测,电流I1=15D=1200A。受力区A和B用连续法检测,纵向绕电缆法,电缆匝数N=5,吊钩长径比L/D=5,充填系数Y<2,因此使用高充填因数公式计算,安匝数IN=35000/(L/D+2),通电电流I2≈1000A。
受力区C螺纹部分用剩磁法检测,因剩磁Br=0.98T,矫顽力Hc=2712A/m,用纵向磁化,L/D=5,工件表面磁场强度应达到28kA/m。吊钩退磁后剩磁Br≤0.3mT。
2.3 工件的实际检测
检测步骤如下。
(1)预处理。
由于吊钩在使用前经喷漆处理,故在进行检测前应先去除漆层,使其露出金属光泽。
(2)先周向磁化,后纵向分两段磁化。
①周向磁化用触头从吊钩两端通电,并安装接触垫,以防打火烧伤。用连续法检测,电流I1=15D=1200A。
②受力区A和B用连续法检测,纵向绕电缆法,通电电流I2≈1000A。
③受力区C螺纹部分用剩磁法检测,用纵向磁化,工件表面磁场强度应达到28kA/m。
(3)退磁。
吊钩退磁后剩磁Br≤0.3mT。
吊钩危险性较大,故应选择高灵敏度试片。且由于尺寸关系,A1型试片使用不便,因此选用C1-8/50试片。
检测中,发现其中一个吊钩上C区有一明显的磁粉堆积物。擦去磁痕,重新操作,仍有磁痕显示,因而判断它是缺陷显示,从而预防了事故的发生。
3 结语
在用起重天車吊钩疲劳裂纹为其典型缺陷,应用磁粉检测进行定期检验,预期防范是可行的,应进行推广应用。
参考文献
[1] 李建成.在役起重机吊钩的磁粉检测[J].无损检测, 2001,23(12):541,544.
[2] 唐建群,张礼敬,巩建鸣,等.吊钩断裂原因分析[J].理化检验-物理分册,2004,40(3):138-141.
[3] Vasudevan AK,Petrovic JJ.A Comparative Overview of Molybdenum Disilicide Composites[J].Materials Science and Engineering,1992,155(1-2):1-17.
[4] 王文杰.吊钩的危险断面及安全检验[J].大众标准化,2004(5):21-22.
[5] 果新华,安立军,石晓龙.磁粉探伤技术在门座起重机疲劳裂纹检测的应用[J].中国船检,2013(12):101-103.
