印染行业碱减量废水治理现状与对策研究
2020-04-30陈成广骆阿明宋江平黄洛佳
陈成广 骆阿明 宋江平 黄洛佳
(1. 绍兴文理学院元培学院,浙江 绍兴 312000;2. 绍兴众聚环保科技有限公司,浙江 绍兴 312000)
0 引言
纺织行业中常利用高温和较浓的烧碱液来处理涤纶织物以提高其柔软性和舒适性,称之为碱减量工艺,然而这种工艺易产生污染严重的废水,其特征污染物主要是对苯二甲酸的钠盐[1]。碱减量废水往往存在高pH 值(>12)和高CODcr 值(>8000mg/L)的特点,其对废水CODcr 总量的贡献率在45%以上,并且含有的高浓度对苯二甲酸和聚酯低聚物给生物处理带来了困难[2]。此外,碱减量废水中还含有过量游离碱,乙二醇,减量过程加入的助剂及织物所夹带的各类油污及杂质等。因此,探寻适宜的碱减量废水治理措施势在必行,且具有环境和经济双重效益。
1 碱减量废水处理的现行技术
基于治理费用与实施成效考虑,碱减量废水现行处理技术通常是采用物化和生化组合的处理工艺,即先对其进行物化预处理,加强酸使废水pH 值至3~5时将其中的对苯二甲酸钠反应为对苯二甲酸并滤除,这不仅降低了废水CODcr 值,也提高了可生化性,滤液再与印染过程中其他工艺产生的废水混合进行后续生化处理。整个处理工艺的关键在于选择合理的物化预处理方法,因为附带产生的粗对苯二甲酸是制造增塑剂、合成聚酯树脂、合成纤维等的化工原料,对其进行资源化回收,不仅能实现碱减量废水的生化处理,也是企业实现循环经济的重要途径。目前物化预处理方法主要为直接酸析法、混凝酸析法、膜滤酸析法等。
1.1 直接酸析法
直接酸析法操作流程简单、条件易于控制,往碱减量废水中直接加酸调节pH 值使其降至5以下,便开始有对苯二甲酸白色不溶物产生,但反应时间、搅拌速度、酸投加量等均会影响析出速率[3],而且形成的对苯二甲酸粒径较小,难以沉淀,工业上常用板框压滤方式加以分离,如图1所示。
直接酸析法用酸中和了碱减量废水中大量存在的碱,其缺点也是明显的,没有科学的对碱进行回收再利用,造成较大的碱水资源浪费。此外,得到的对苯二甲酸一般纯度较低,产品附加值不高,并且酸析时投加大量廉价或添钱的工业废硫酸,甚至使用废盐酸和硝酸,一些易燃易爆的化合物随之带入了印染厂内,这既造成了新的污染及后续废水处理难度的增加,又存在着安全生产事故的隐患。

图1 对苯二甲酸不溶物
1.2 混凝酸析法
混凝酸析法预先通过投加特定的化学药剂,如铝盐、镁盐等无机盐类或聚丙烯酰胺等高分子物质,利用吸附电中和、网捕及架桥等作用,聚集碱减量废水中微粒杂质,结团形成较大絮体颗粒后可采用重力沉淀、溶气气浮或离心等方式脱除,清夜再进行酸析法处理,如图2所示。
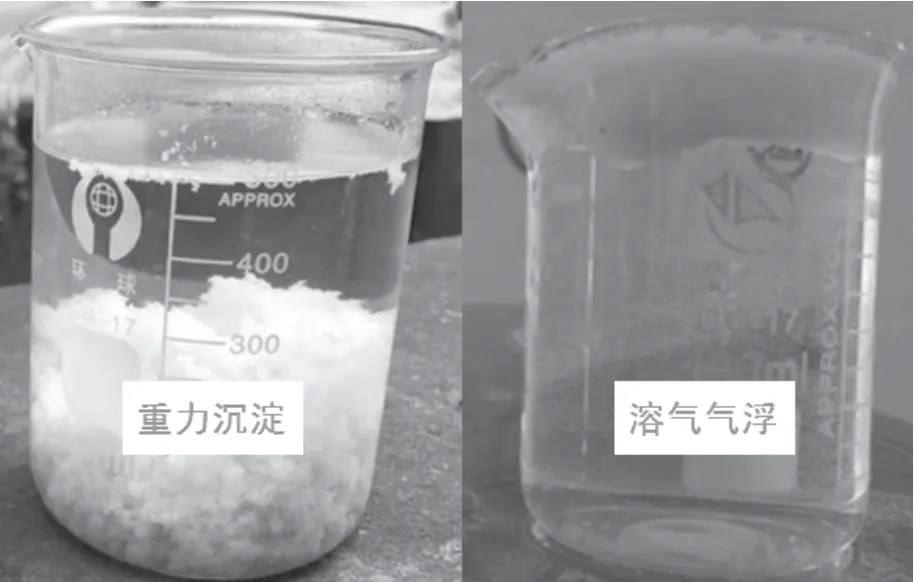
图2 絮体重力沉淀与溶气气浮的脱除方式
混凝对碱减量废水具有脱色和去除悬浮物的作用,并且一定程度上调节废水pH 值,这既能提高后续酸析法处理获得的对苯二甲酸的纯度,也可进一步降低废水CODcr 值。经本文作者研究发现,混凝酸析法处理后对苯二甲酸纯度最高可达95%,废水CODcr 值下降75%以上,减轻了末端生化处理的负荷,最终实现废水稳定达标排放。因此,混凝酸析法可作为碱减量废水物化预处理的一种有效技术,但需综合考虑混凝药剂的实施效果及投加成本,如使用硫酸铝混凝后形成的氢氧化铝会部分溶解并悬浮于强碱溶液中,沉降困难。
1.3 膜滤酸析法
膜滤技术主要基于不同物质的分子尺寸差异,使用相应孔径的膜实现选择性的截留,其具有能耗低、无二次污染、废水可回用等优点。根据操作压力及膜平均孔径的不同,可用于碱减量废水处理的膜滤方式通常包括微滤、超滤、纳滤和反渗透等,其中纳滤截留对苯二甲酸钠的能力要明显优于超滤,但两者均不能有效截留乙二醇[4]。因此,膜滤酸析法是先利用不同孔径膜的组合工艺将碱减量废水中聚酯低聚物和悬浮杂质等除去,截留形成对苯二甲酸钠浓缩液,再进行酸析法处理。
膜滤酸析法能有效降低碱减量废水CODcr 值,并实现粗对苯二甲酸的进一步提纯,但在实际应用中也存在诸多问题,如随预处理时间延长,废水中污染物易堵塞孔道,致使膜通量变小,造成过滤效果变差,这也增加了膜清洗的难度及成本。此外,膜材质影响其使用寿命,目前在碱减量废水处理中较多采用耐酸碱、耐高温的无机陶瓷膜,但其价格贵并存在膜污染问题,故可考虑将膜处理与其他化学处理技术相结合以解决技术经济难题。
2 碱减量废水处理中存在问题
2.1 企业的节能减排措施不全面
碱减量废水占印染废水总排放量的比例一般不超过10%,企业普遍对这类废水处理重视力度不足,在厂区整体废水处理工程规划设计时未单独铺设管路对其进行收集,有的与退浆水相混合,这增加了治理的难度,也不利于从中进行对苯二甲酸的回收利用,同时,在染整的前处理中烧碱和水的使用量较大,而在碱减量废水处理时又无实施碱水回用,资源浪费严重,不利于节能减排。此外,部分印染企业对废水处理采用粗放的管理方式,完全委托给第三方进行运营,且未准确掌握其运行条件,存在着纺织产品更换及染料、助剂等投配与废水处理能力相脱节的现象,容易导致出水水质超标。
2.2 物化预处理方式选择不合理
印染产品因纤维种类不同,所用染料和助剂类别亦会不同,产生的碱减量废水中污染成分随之发生变化,然而各种物化预处理方法都有其适用条件,一些印染企业未合理选择预处理方法,导致治理效果较差。此外,部分企业能接受的废水回用成本仅为0.5元/m3,但当前膜分离处理技术成本高于这一水平[5],因而粗暴地采用直接酸析法,现场操作环境简陋且未使用正品酸,甚至有企业未进行物化预处理而直接生化的,曝气池活性污泥对聚酯低聚物和对苯二甲酸的驯化、适应较难,进而影响其生物降解能力。
2.3 政府监管与制度引导不完善
目前我国尚无有关碱减量废水中回收利用对苯二甲酸技术的国家标准,仅为工业和信息部于2012年7月实施的《FZ/T 01108—2011 回收利用的对苯二甲酸技术要求》纺织染整行业标准,但各地至今仍未统一参照执行,政府对碱减量废水处理技术的推广力度也不够。纺织印染企业主要集中在江浙区域,但地区间在碱减量废水处理过程的监管及其副产品处置方式的制度引导等方面差异较大,如浙江绍兴在粗对苯二甲酸的资源回收利用属性界定上仍存在争议,暂允许按可回收再利用资源进行处置但缺乏对其回收质量的有效监控;江苏吴江则要求按一般污泥固废进行处置管理,这与以粗对苯二甲酸为化工原料的生产企业的环评资质要求不匹配,无法实现资源化再利用,因此当地企业通常将其直接掺混进印染污泥中锅炉焚烧或外运处置。
3 相应的解决对策
3.1 提高企业的资源回收意识
节能减排、循环利用是企业实现可持续发展的有效途径,政府可以通过财政补助或税收优惠等手段鼓励企业开展相关技术研究,提高废水资源回收意识,使企业自觉进行排污管路改造与优化,分流收集碱减量废水,并开发碱水回用工艺,利用治污获得一定经济效益。通常,碱减量废水中含碱量至少为1.2%,按目前液碱价格约1200元/吨来计算,如果碱水能直接回收利用,则可节约40元/吨的成本。另外,产生的粗对苯二甲酸价值也能抵消成本投入,而且还有较好的利润,酸析压滤后的出水还可考虑再用,为企业补给部分用水提高其生产量。
3.2 规范废水预处理工艺应用
实现碱减量废水的资源回收利用,需要选择适宜的预处理工艺。直接酸析法适用于废水中对苯二甲酸钠含量高而其他污染成分少的情况,否则应采用混凝或膜滤的前置工艺以预先去除杂质并提高酸析后对苯二甲酸的纯度。酸析时建议使用正品酸并采取管道计量加酸或智能加药方式以保障生产安全和环境卫生,现场操作人员应具备较高的综合素质且熟练掌握工艺运行条件;混凝处理时应选择投加成本低、反应时间短、絮凝沉降性能好的药剂;针对膜处理工艺设备价格较高问题,可考虑采用设备租赁运营以减轻治理经济压力。
3.3 强化政府的技术政策支持
鼓励环保产业组织深入开展碱减量废水治理现状及其相关技术的调研,筛选并推荐先进工艺技术,积极收集粗对苯二甲酸回收利用的下游产业链信息。地方政府应落实现行技术标准并制定相应政策,鼓励企业采取合理措施对碱减量废水进行资源回收,引导其规范开展粗对苯二甲酸的市场销售,并对回收质量实施全面监控,加大违法处置的处罚力度。同时,扶植以废水资源回收再利用为主的下游产业,规范环评审批手续,积极搭建交易平台,把循环经济作为企业解决污染的突破口和赢利点。
4 结语
纺织染整工业是江浙地区的传统支柱产业,尤其绍兴及周边区域分布着近200家印染企业,其中有30%左右在涤纶面料前处理时采用了强碱刻蚀部分涤纶纤维的工艺,产生的碱减量废水污染问题日益受到各级政府和人们的高度关注,如果不解决好这类废水,印染厂的废水很难达标排放,甚至有被整顿或淘汰的风险。当前碱减量废水治理仍存在诸多问题,加强处理技术研究,开展资源回收利用,完善监督管理机制,这对印染企业可持续发展及地区生态环境质量提升具有较好的推动作用。
