分压法结合气相色谱法配置三组分混合气体
2020-04-24王建让
王建让
(河北钢铁股份有限公司邯郸分公司气体厂,河北邯郸 056015)
引言
测试铁矿石的性能是保证高炉顺行必不可少的辅助手段,而铁矿石性能的测试需要用到还原气体,使用量大,市场价值较高。
国家标准《高炉用铁球团矿自由膨胀指数的测定》(GB/T13240)、《铁矿石还原性的测定方法》(GB/T13241)要求还原气体应包括CO(体积分数30.0%±0.5%,纯度99.9%)和N2(体积分数30.0%±0.5%,纯度99.99%),《铁矿石低温粉化试验静态还原后使用冷转鼓的方法》(GB/T13242)要求还原气体应包括CO(体积分数20.0%±0.5%,纯度99.9%)、CO2(体积分数20.0%±0.5%,纯度99.7%)和N2(体积分数60.0%±0.5%,纯度99.99%)。
还原气体充装与比较成熟的工业氧、工业氮的充装不同,属于混合气的充装,要求有专用的配气及分析设备,对于配比和纯度均有较高的技术要求。本文以配置过程相对复杂的三元气(即以上所述CO~CO2~N2)制备方法为例进行阐述。
1 还原性混合气的制备
1.1 制备原理
根据《气体分析 标准用混合气体的制备 压力法》(GB/T 14070-1993),混合气体采用压力法配制,组分CO、CO2和稀释气N2依次充入恒定且密封的40L 钢瓶中,主要依据道尔顿定律,在给定的容积下,混合气体的总压力等于混合气体各组分的分压之和。由此可知各组分的分压(PCO、PCO2、PN2)与总压P之比,即为各组分的含量(XCO、XCO、XN2)。道尔顿分压定律在本例混合气中表示为:
道尔顿定律适应于理想气体,由于理想气体和实际气体并不完全相同,只有少数气体在较低压力下可以直接用理想气体定律来计算。对于大多数气体特别是在本项目中用到的CO 和CO2,需充压至10.0MPa,用理想气体定律计算会造成较大配制误差。因此,对于实际气体需要用压缩系数来修正,而用压缩系数修正计算比较麻烦,我们的做法是采用高精度分析方法——气相色谱法分析定值,保证混合气各个组分的含量误差控制在±0.5%以下。
1.2 主要设备
(1)混合气生产装置:配有真空泵和0~16 MPa,-0.1~0 MPa、0~1.0 MPa、0~2.5 MPa四块高精度压力表以及Swagelok 波纹管调节阀、Rotarex 隔膜阀等,生产装置系统图如图1。
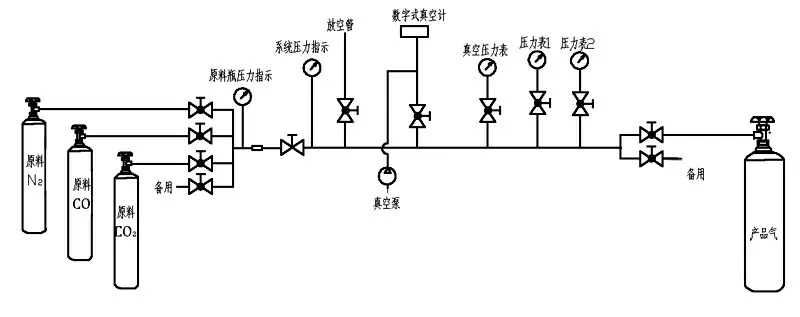
图1 试验所用混合气生产装置系统图
(2)Agilent7890 气相色谱仪:配有FID 检测器、TCD 检测器、填充柱、毛细管进口等,气路配置图如图2。
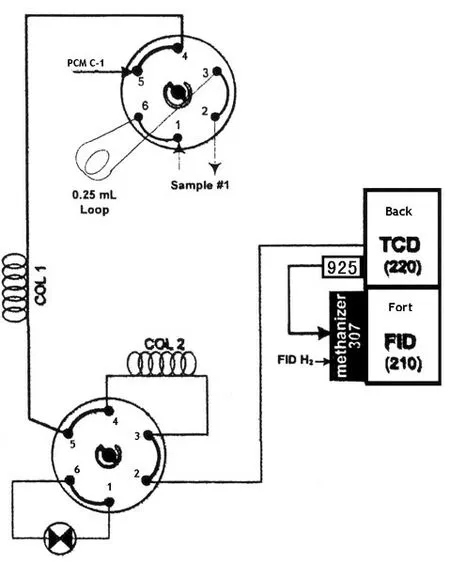
图2 Agilent7890气相色谱仪配置图
1.3 制备前的准备
(1)控制好原料气纯度。采用化学工业部气体质量监督检验中心提供的原料气,保证纯度符合要求,CO 的纯度要求99.95%以上,对其它各杂质组分含量无具体要求。CO2纯度要求为99.999%以上,各杂质组分含量要求:H2:≤0.5×10-6,O2≤1×10-6,N2≤3×10-6,CO≤0.5×10-6,THC(总烃)≤2×10-6,H2O≤3×10-6。底气N2要求纯度大于99.99%,各杂质组分含量要求:H2:≤15×10-6,O2≤50×10-6,CO2≤10×10-6,CO≤5×10-6,CH4≤5×10-6,H2O≤15×10-6。
(2)按照有关气瓶规范挑选符合安全标准的钢瓶做产品混合气待充瓶。钢瓶应在检验期限或规定使用期限之内,钢印清晰可辨,安全附件齐全,无明显伤痕,并确认是氮气瓶,最好是专瓶专用。不能随便使用其它气瓶,如果错误的使用氧气瓶且未进行充分置换等处理就充入CO 将有可能引发爆炸事故。
(3)待充钢瓶的处理。将钢瓶置于120℃烘箱,接好真空泵,边加热边启动真空泵进行抽空,待抽至0.1 MPa 后用氮气置换3 次,最后充入1.0 MPa氮气。待冷却后用露点仪进行分析,含水量小于5×10-6即符合要求。
1.4 制备过程
(1)基本过程。将待充钢瓶接入配气装置,放掉余气。在确认系统没有泄漏后将待充瓶抽真空至2×10-2Pa 以下,关闭瓶阀,按照配气柜压力指示依次充入氮底气、CO2、CO、平衡氮气。每种气体进气完毕要静止5~10 min,待瓶壁温度和室温相近时,测量钢瓶内压力,混合气的含量之比以压力比表示。充时先打开原料瓶阀,用原料气反复置换系统2~3次。
(2)CO的充装。向待充瓶中充入2.0 MPa的CO,待压力和温度平衡后即可关闭CO 瓶阀及待充瓶阀,进行系统置换。由于CO 有较大毒性,放空口周围20 m 内不能有人逗留,配制过程中操作人员随时注意CO 报警器显示的周围空气中CO 浓度,发现异常立即关闭相关瓶阀。
(3)CO2量的控制。因原料气CO2在瓶中是以液态形式存在,其压力低于配制后的瓶压,实践经验表明,根据环境温度的不同充入CO2的量可以稍多点,如分析结果表明CO2含量稍大,可以用补氮气的方式再稀释以调节二氧化碳浓度到规定值。
(4)气体的均匀混合。由于各组分气的分子量有差异,在配制时,先后充装入气瓶内的各组分气分布存在不均匀,有可能出现层析现象。可以将气瓶在滚瓶机上旋转滚动45 min,确保气瓶内混合气的均匀性,以保证其混合均匀[1]。
2 还原性混合气的分析
还原性混合气各个组分的含量必须符合要求,以保证其产品质量。由于分压法配制无法准确定量,故必须对其各个组分含量进行分析,以判定其是否符合要求。
2.1 分析方法的设计
方法包括分析仪的选型及配置,最佳工作参数的设定,进样方式和进样量的选择等等。通过大量分析数据的试验,分析仪的选型及配置见表1。

表1 分析仪的选型及配置
2.2 仪器稳定性验证和校正因子的计算
如前所述,因用压缩系数修正计算各个组分含量比较麻烦,故本方法采用气相色谱法对各个组分量值进行定值。首先使用标准混合气进行仪器稳定性的验证,使用的标准混合气已知其组分准确含量,具体为,N2:56.2%,CO:19.1%,CO2:24.7%。将标准混合气接入色谱仪,进多个平行样,得到图3 的N2、CO和CO2标准混合气色谱图。
表2是标准混合气的分析数据。
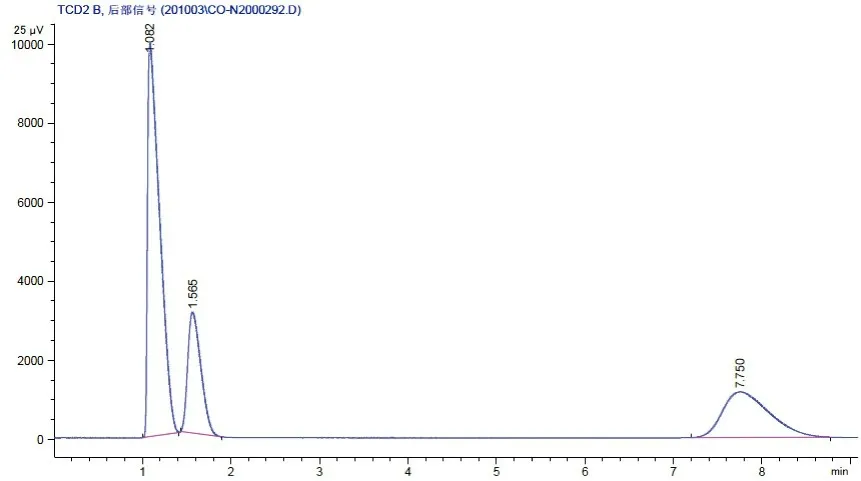
图3 氮中CO和CO2标准混合气色谱图
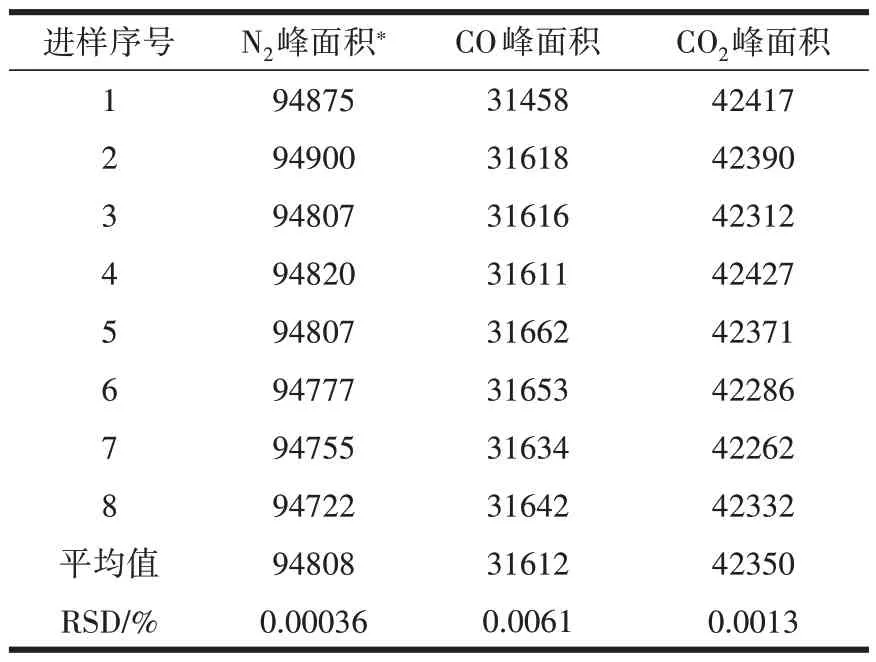
表2 标准混合气响应值(峰面积)数据
由RSD(相对标准偏差)值可以看出本方法数据重复性较高,稳定性较好。
然后根据标准混合气浓度及校正因子(即单位色谱峰面积所代表的组分浓度)计算公式:f=C÷A,计算得校正因子如下:

式中,f-校正因子;
C-标准混合气浓度;
A-峰面积。
2.3 样品气组分含量的分析
将所配制好的钢瓶接入色谱仪对其含量进行分析。表3是某一瓶气分析结果。
根据公式:C=f×A知:
样品气浓度:
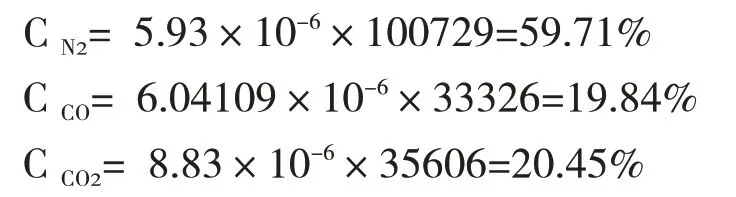
由上述数据可以看出,所配制的混合气符合《铁矿石 低温粉化试验 静态还原后使用冷转鼓的方法》(GB/T13242)的要求。
如果分析量结果CO、CO2含量超出±20.5%可以进行适当的调整以满足含量要求。
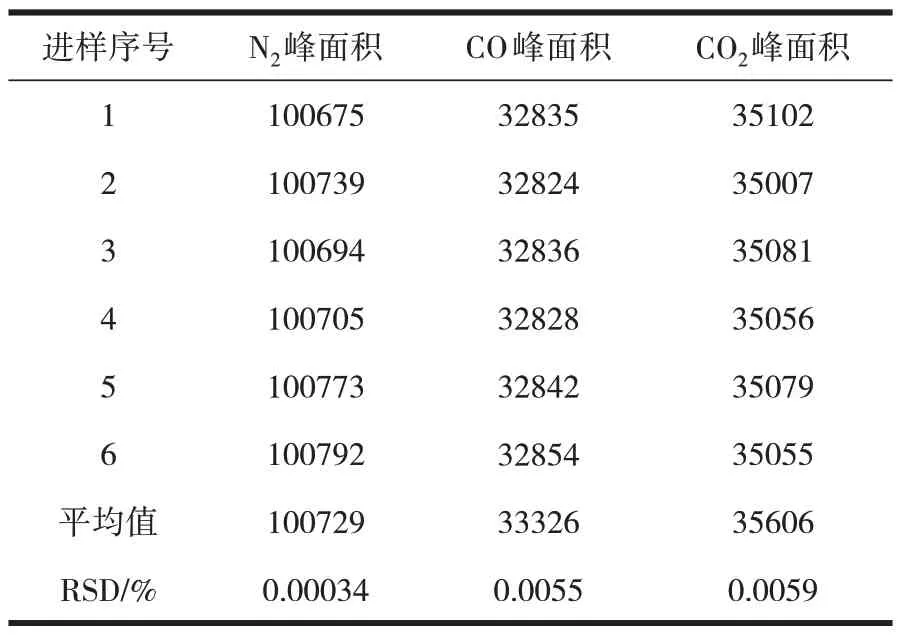
表3 配置好的还原气色谱分析面积数据
3 结束语
本例在分压法制备三组分混合气体的基础上采用了气相色谱法对其进行校准定值,避免了单独使用分压法制备时造成的较大误差,也避免了压缩系数修正的繁杂计算,又能保证各组分量值的准确性,与重量法相比,具有不使用高精度、大量程电子天平,不存在40L大钢瓶在天平上挪动的难题,操作简单,产品质量可靠。此方法还可以在其他类似的混合气生产中使用。