铁基粉末冶金材料表面渗硫工艺技术研究
2020-04-23陈学文
陈学文
(1. 广东工程职业技术学院,广东 广州 510520,2. 广州市金属学会,广东 广州 510520)
铁基粉末冶金是指采用压制、烧结等工序,将以铁为主要成分的金属粉末混合物或金属粉末与非金属粉末的混合物制成工业制品的工艺技术。和铸造、机加工等传统的制造工艺技术相比,铁基粉末冶金技术具有节约原材料、制造精度高和能够制备复杂结构制品的优点,而且,由于其采用了将粉末混合物压制成型的工艺方法,在材料内部会形成大量密集分布的孔隙结构,且孔隙之间相互交错、连通,这些孔隙成为储存润滑介质最好的场所,经过浸油处理后,密集、疏松的孔隙内就会储存一定量的润滑油,如果将铁基粉末冶金材料制成轴承或齿轮的摩擦副,当摩擦副参与摩擦运转时,随着温度升高储存在孔隙内的润滑油就会析出,实现摩擦副的“自润滑”,达到减少零部件本体磨损的目的,当机械设备停止运转后,摩擦副工作温度降低,析出的润滑油就会被摩擦副中疏松的孔隙重新吸纳,而且在温升析出和降温吸纳的整个过程中,润滑油的损耗量很小,因此,可以说铁基粉末冶金材料具有良好的自润滑性能。
然而,随着工业技术的更新换代,机械设备的运转工况越来越复杂化,机械零件的运转工况向高温、高速和大载荷的方向发展,在这种越来越复杂的运行工况下,铁基粉末冶金材料的自润滑性能会发生劣化,由其制造的零部件会出现大量过度磨损、咬合和撕裂等问题,导致机械设备中摩擦副的传递效率下降,甚至导摩擦副零部件失效。因此,如何增强铁基粉末冶金材料在高速、高温和大载荷运行工况下的摩擦性能,成为粉末冶金领域面临的重要课题。而大量的研究表明,通过在铁基粉末冶金材料的表面进行渗硫处理,能够在其表面形成一层固体润滑剂,这种固体润滑剂和高温条件下从铁基粉末冶金材料疏松孔隙中析出的润滑油联合作用,能够使高温、高速和大载荷工况下运转的粉末冶金零部件的摩擦系数显著降低,从而提高机械设备的使用寿命和保证系统的可靠性。
1 铁基粉末冶金材料表面渗硫工艺技术
1.1 渗硫工艺概述
渗硫(又称硫化)系指在金属表面通过化学热处理的方法渗入硫化物,使其表现附着微米级厚度的硫化物或混合物渗层的工艺过程,该渗层能够显著减小金属工件的摩擦系数,且具有良好的抗粘着磨损(咬合)性能。目前,工业领域应用较多主要有固体渗硫(又称粉末渗硫)、气体渗硫(又称离子渗硫)和液体渗硫等渗硫方法。其中液体渗硫方法与气体和固体渗硫相比,虽然存在一定的环境污染问题,但因具有成本相对低廉、有利于实现量化作业等优势,再加上近年来对其工艺流程的改良,改善了其环境影响程度,因而在粉末冶金材料的处理方面得到了较为广泛的应用。
1.2 制备铁基粉末冶金材料试样
为了获得铁基粉末冶金材料并对其摩擦性能进行试验验证,首先需要制备铁基粉末冶金试样,本文初步确定的材料配方如表 1所示。

表1 铁基粉末冶金材料元素配方及含量一览表
按表 1 所示的含量将各元素粉末混合均匀后,放置于压制容器中,在液压机上施加 50t 左右的压力,将混合粉末压制成直径35.4mm、厚度 4.4mm 的圆片,然后将该圆片试样放置于网带式烧结炉中,在 1080℃~ 1150℃温度下烧结 3.5h,为防止试样被污染,烧结过程中往炉中通入分解氨气氛,烧结完毕后,用磨床对试样上在烧结时形成的凸起进行打磨处理,磨平后的试样就具备了表面渗硫的条件。
1.3 表面渗硫试剂配备
本文拟采用液体渗硫方法对铁基粉末冶金材料进行渗硫处理,渗硫液主要由亚硫酸钠()、五水硫代硫酸钠()、酒石酸()、七水硫酸亚铁()和硫脲()等5种物质混合而成,各渗硫剂成分的浓度值如表2所示。

表2 渗硫液中各渗剂的浓度值一览表
1.4 铁基粉末冶金材料表面渗硫工艺原理
铁基粉末冶金材料表面渗硫工艺的化学反应原理和微观腐蚀电池的化学反应过程相类似,即在阳极区发生Fe的氧化反应,在阴极区发生的分解反应,具体的化学反应式如下:

随着以上化学反应发生,铁基粉末冶金材料试样表面附着区域溶液中的离子浓度会持续升高,当两者浓度趋近其沉淀阈值时,就会结合形成硫化亚铁()沉淀,并紧密的包裹在铁基粉末冶金材料表面,形成一层致密的保护膜。

同时,Fe2+也容易和O2被发生如下的氧化反应:

(3)、(4)两个氧化反应的发生会抑制FeS的生成,导致FeS保护膜厚度达不到预期的要求。为了抑制(3)、(4)氧化反应的发生,一般需要在渗硫液中加入酒石酸,酒石酸一种抗氧化剂,通过实验证明,提高渗硫液中酒石酸的浓度,能够有效抑制以上两个氧化反应的发生。但是,酒石酸又是一种有机羧酸,在表面渗硫反应中会电离出H+,会发生如下的化学反应:

导致已经生成的FeS溶解,为了尽可能阻止FeS在酸性条件下溶解,一般需要在渗硫液中加入亚硫酸钠(),亚硫酸钠在水溶液中不稳定,易发生水解反应:

1.5 铁基粉末冶金材料表面渗硫工艺流程
1.5.1 配制渗硫液
根据铁基粉末冶金材料表面渗硫工艺原理,渗硫液中各试剂间会发生化学反应,有些反应会对渗硫效果产生影响,为了尽可能减少对生成渗硫层的消极影响,在渗硫液配备时,要遵循如下顺序和要求:首先,确定所需渗硫液的总容积,并按照表2所示的浓度比例值,计算、量取或称量定量的五种试剂,放置于不同的容器中,然后,在烧杯(烧杯要清洗干净)中量取一定量的蒸馏水,并依次加入量取或称量好的亚硫酸钠、五水硫代硫酸钠、酒石酸、七水硫酸亚铁、硫脲等试剂,每加入一种试剂,都要用玻璃棒充分搅拌,使其完全溶解后,再加入下一种试剂,待所有试剂添加完成后,用蒸馏水冲洗搅拌用的玻璃棒,并将冲洗液加入烧杯中,直至烧杯中的渗硫剂达到预先确定的总容积。
1.5.2 渗硫工艺步骤
渗硫工艺、工序步骤如表3所示。
2 铁基粉末冶金材料表面渗硫层物相即成分分析
2.1 渗硫层物相组成检测
对经渗硫处理的铁基粉末冶金材料表面进行物相检测分析,能够得到如图1所示的表面渗硫层X-射线衍射图谱,从图中能够看出,经渗硫处理形成的渗硫层存在明显的a:衍射峰,由此可知渗硫层的主要物相成分为,除了明显的衍射峰外,还存在b:和e:的衍射峰,说明渗硫层中除了主要成分之外,还存在少量的和等物相,其中是渗硫处理时硫原子过饱和生成的,而是由于渗硫后的试样在烘干过程中发生氧化生成的,从图1还能够看出渗硫层中还存在这少量的。从以上对渗硫层物相的检测分析结果可知,采用低温条件下的液体渗硫方法,能够在铁基粉末冶金材料表面形成一层主要成分为保护膜。
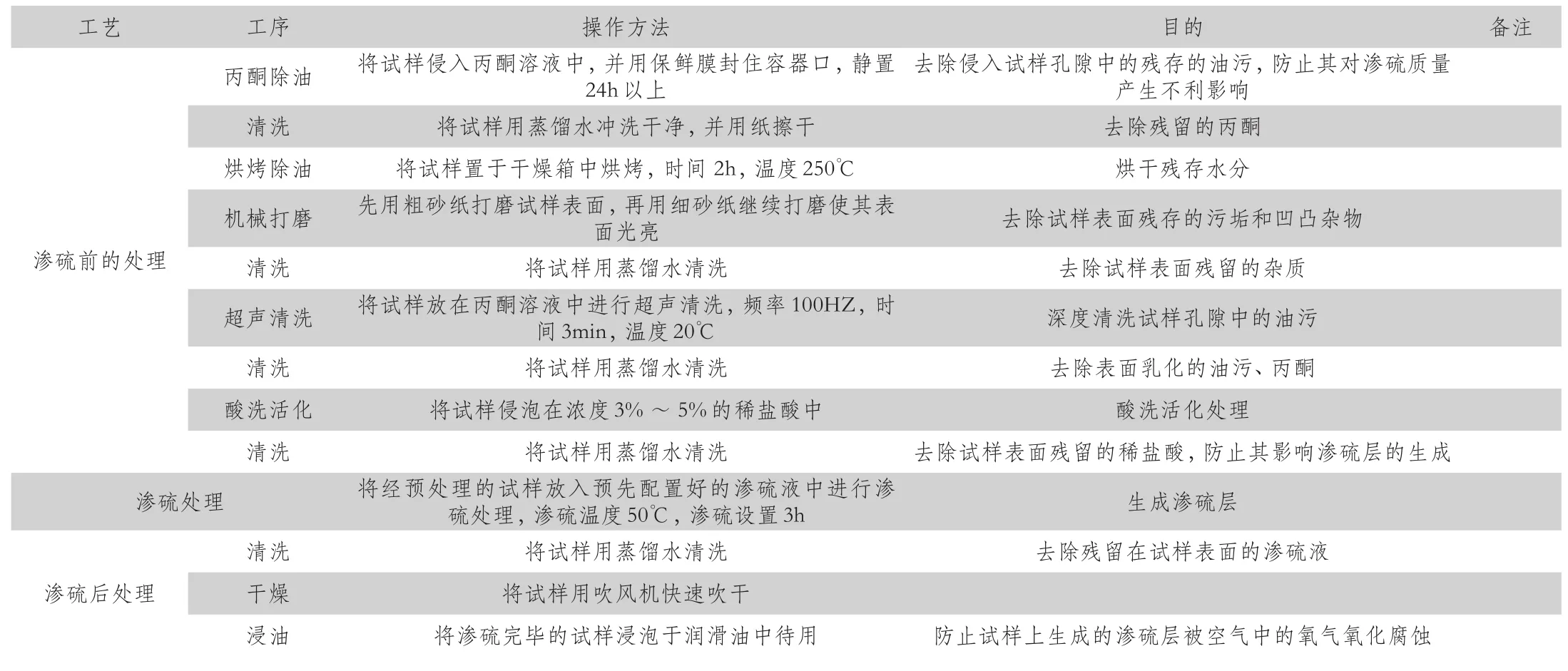
表3 铁基粉末冶金材料表面渗硫工艺、工序步骤一览表
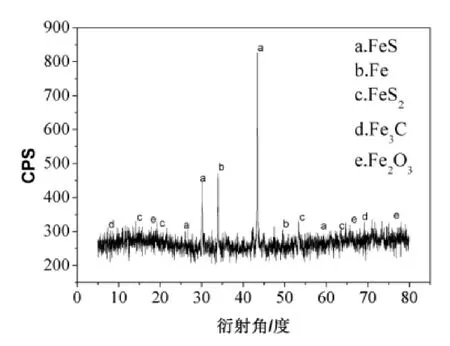
图1 铁基粉末冶金材料表面渗硫层X-射线衍射图谱
2.2 渗硫层成分分析
在对渗硫层进行物相检测分析的基础上,对表面渗硫层的形貌采用扫描电子显微镜进行观察分析,能够得到如图2所示的SEM图。从渗硫层SEM图可知,主要成分为的渗硫层所呈形貌为菊花状的细小颗粒,且颗粒之间呈疏松堆积,形成多孔结构,大量细密孔隙具备存储润滑油的能力。

图2 铁基粉末冶金材料表面渗硫层SEM图
3 铁基粉末冶金材料表面渗硫配方及工艺优化
3.1 渗硫液配方优化
为了提高铁基粉末冶金材料表面渗硫层的质量,提升其摩擦性能,本文在初始渗硫液配方的基础上,采用对比实验法对渗硫液配方进行优化设计。具体做法是将五种渗硫剂中的四种的浓度值及其它试验因素保持不变,依次只对其中一种渗硫剂的浓度值做调整,并对配方调整后生成的渗硫层的摩擦性能进行检测,通过对各种浓度值下的摩擦性能进行对比分析,确定最优的渗硫剂浓度值,依此类推,最终获得最优的渗硫液配方。
经过以上的对比实验,最终得到渗硫液的优化配方为:酒石酸、硫脲、亚硫酸钠、硫酸亚铁和硫代硫酸钠的浓度值分别为6g/L、5g/L、40g/L、5g/L、12g/L。
3.2 渗硫工艺参数优化
在得到最优渗硫液配方的基础上,继续采用对比实验法,对影响铁基粉末冶金材料表面渗硫层摩擦性能的工艺因素进行优化。具体做法是针对渗硫前的机械打磨光洁度和酸洗活化时间、渗硫过程中的渗硫温度、渗硫时间等四项工艺参数,保持其中三项不变,调整其中一项,然后对获得的渗硫层质量、性能等参数进行对比分析,确定该工艺参数的最佳值,依次类推,最终获得最优的工艺参数值。本文经过多次实验,得到最佳的工艺参数为:在机械打磨工序选用目数为640的砂纸对试样进行打磨抛光、在酸化活化工序选择时间为90s、在渗硫处理工序选择渗硫时间为3h、渗硫温度为50℃时,获得的渗硫层质量和摩擦性能相对最佳。
4 结束语
本文在对铁基粉末冶金材料表面渗硫工艺原理、渗硫液初始配方和初始工艺参数介绍的基础上,通过对比实验方法,对渗硫液配方和渗硫工艺参数进行了优化,获得了最佳的渗硫液配方和最优的工艺参数组合。研究表明:渗硫液配方和主要工艺参数对渗硫层的摩擦性能有着重要的影响,采用优化的渗硫液配方和工艺参数对铁基粉末冶金材料进行低温化学渗硫处理,能够在其表面形成摩擦耐磨效果较好的渗硫层。
在与润滑油协同作用下,该渗硫层能发挥较好的液固协同润滑作用,比干磨工况下的摩擦性能提升明显;在对渗硫试样施加载荷的情况下,当所加载荷在2400N定载以下时,该渗硫层能发挥较好的减摩耐磨效果,在小于2400N的逐级加载条件下,对渗硫层的减摩耐磨效果影响较小,但不管是定载荷还是动载荷,当所加载荷超过3200N时,渗硫层摩擦系数会发生较大的波动,且很快发生严重的磨损;另外,适当的增加试样的摩擦速度会有助于在渗硫层表面形成一层润滑油膜,能够有效提高渗硫层的减摩耐磨性能,但太快的运转速度下,一旦润滑油膜被破坏,渗硫层就会快速磨损。
由此可知,对铁基粉末冶金材料进行低温化学表面渗硫处理,能够获得具有较好减摩耐磨效果的渗硫层,且该渗硫层能够应对一定高温、高速、大载荷工况,在一定程度上能够满足工业技术发展的需求。同时,对铁基粉末冶金材料渗硫工艺开展更为深入的研究,对提高铁基粉末冶金材料的减摩耐磨性能和推广应用范围都会起到较好的推动作用。
