基于PLC的瓦楞纸箱自动化生产线控制系统设计
2020-04-22曹洋洋何文雪张凌志
曹洋洋,何文雪,张凌志
(青岛大学 自动化学院,山东 青岛 266071)
0 引言
迄今为止,国内多数包装企业的瓦楞纸板生产线比较先进,生产出的瓦楞纸板质量很高,但瓦楞纸箱的生产还是有一定局限性[1]。目前市面上生产外包装纸箱主要是采用模切压痕技术进行加工,但是无法快速、高效地满足现在市场小批量灵活定制的需求。滞后的技术手段和设备设施已经严重影响瓦楞纸箱灵活定制的生产效率和生产精度[2]。
针对以上瓦楞纸箱生产行业状况,从提高生产质量和生产效率的角度出发,设计了一种主要用于小批量灵活瓦楞纸箱尺寸的自动化生产设备。该设备主要由机械、伺服及控制系统等组成。在机械电气控制装置中使用可编程逻辑控制器(programmable logic controller, PLC)[3]技术可以实现自动控制功能,取消人工控制,实现对整个系统的实时监控和保护,保证生产过程能够安全有序地运行,并且使机械响应效率和控制精度得到提高[4]。通过人机交互界面实现整个生产过程的自动控制,采用Profinet网络通信实现实时监控,实现对整个自动化生产线控制系统安全有效的运行和管理。
1 生产线的总体设计
传统的模切压痕瓦楞纸箱控制系统中主要存在以下几个缺点:以固定尺寸纸板为主进行生产加工成纸箱,不可以灵活加工不同尺寸纸箱;生产时压力不稳定导致模切压痕不均匀,有误差;生产效率低等。为解决上述问题需要在生产线总体结构和控制方面进行系统地改造。
1.1 生产线总体结构
传统的瓦楞纸箱生产线是加工非连续的瓦楞纸板,会造成不必要的材料浪费。因此本次生产线设计了6个仓,放置不同尺寸的待加工连续瓦楞纸板。不同尺寸的瓦楞纸箱选用不同尺寸的瓦楞纸板进行加工。该生产线设计为台式结构,其总体结构示意图如图1所示。
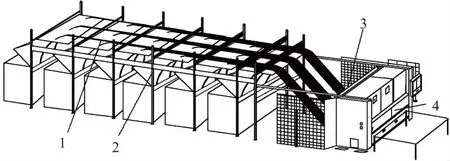
1—引导皮带;2—支架;3—升降装置;4—传送装置和瓦楞纸板加工装置。图1 总体结构示意图
瓦楞纸箱自动化生产过程线的基本机械结构包括:机架部分、升降机构、送料机构、瓦楞纸板切割压痕加工机构、检测装置以及安全保护等。机架是生产线的承载构件,必须有良好的强度和刚性,以保证生产线的稳定性。升降机构作用是将最优先待加工的瓦楞纸板所在的层提升或下降到加工入口位置,并通过气缸将纸板夹紧送至加工入口处。它由电机、紧凑型单作用气缸、拉杆式型气缸、电磁阀、行程开关等组成。送料机构作用是控制纸板沿水平方向的运行速度,由电机、压纸棍、输送棍、传送皮带等组成。瓦楞纸板加工机构是对纸板按所需的纸箱尺寸进行切割和压痕加工,主要由电机、横刀、纵刀、气缸、电磁阀、接近开关、皮带等组成。
1.2 生产线系统的设计思路
为解决加工误差和生产效率问题,并提高生产线控制系统工作的可靠性、数据传输的稳定性和控制精度,实现简单安全的操作方式,选用可靠性高、寿命长、易于维护、接线少、编程简单、功能强大的PLC作为系统的控制器,以弥补控制手段不足问题[5]。基于PLC的瓦楞纸箱自动化生产线系统设计主要包括PLC技术、气动技术以及传感技术等。
瓦楞纸箱自动化生产线系统包括纸板自动提取、纸板传送及自动加工等3个主要模块,涉及升降功能、传送功能和切割压痕功能和其他辅助功能等。
1) 升降功能。升降是指将6层纸板固定机架中待加工的纸板进行提升或下降至加工入口高度的过程。具体流程为:启动自动化生产系统,通过程序判断最优先的纸板尺寸,PLC控制器通过伺服控制升降电机带动6层纸板固定机架上升或下降运动使待加工纸板处于加工入口高度,延时2s。该层2个紧凑型单作用气缸通过电磁阀控制将待加工的纸板夹紧,等待传送至加工入口。
2) 传送功能。传送是在纸板到达加工入口高度后进行的。具体流程为:通过电磁阀控制拉杆式气缸收缩将待加工层的纸板送入口处;入口处安装传感器以检测纸板宽度,并反馈给PLC,通过电磁阀控制气缸将压纸棍按下,通过电机控制输送棍运动带动纸板向前运行,进入加工区。
3) 切割压痕功能。切割压痕是对待加工纸板进行加工,图2为切割压痕装置。具体流程为:纸板进入加工区,当接收到切割信号时,PLC给电磁阀信号,以控制切割气缸使其处于冲压状态,并将切割锯齿钢刀压下进行切割操作[6]。当接收到压痕信号,PLC给电磁阀控制压痕气缸的指令,使其处于冲压状态并将压痕圆盘压下进行压痕操作。同一组切割压痕装置,切割与压痕工作不同时进行。
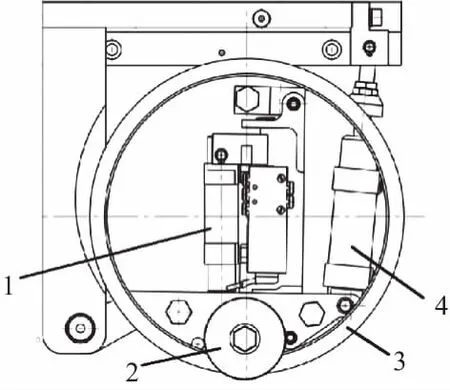
1—切割气缸;2—切割锯齿钢刀;3—压痕圆盘;4—压痕气缸。图2 切割压痕装置
4) 其他辅助功能。主要包括系统启动、照明、停止、复位以及报警等功能。具体流程为:在工作或非工作状态均可照明;系统启动时,进行复位操作,目的是将所有动作恢复初始动作,便于完成新的工作;启动后,设置相应的警示灯,保证设备正常工作,防止系统工作运行时的人为干扰;当所有工作完成后,点击“停止”按钮,所有部件停止运作。
2 控制系统总体设计方案
西门子PLC接收到工控机设定的待加工瓦楞纸箱尺寸,通过西门子伺服驱动控制升降机构、传送机构和横切机构的运转。由电机自带的绝对值编码器检测3台电机的转速信息和位置信息并传送给伺服机构,通过伺服反馈给 PLC 进行处理,从而实现了整体的闭环控制。根据预定的方案和功能需求,其工作原理图如图3所示。通过 380V/220V 变压为伺服机构提供工作电源和控制电源,同时配置24V DC的工作电源,为 PLC、继电器、电磁阀等设备提供工作电源。

图3 工作原理图
控制单元由伺服控制系统进行精确控制。通过精确控制电机速度与位置,保证设备在工作过程中各部分机构精确定位,高效精准。电机的伺服控制选用1个西门子V90伺服驱动系统,其功率为0.75kW,2个西门子S120伺服驱动系统,其控制单元为CU310-2 PN。升降电机选用带有绝对值编码器的永磁同步电机,送料电机和横切电机选用带有绝对值编码器的同步伺服电机。
3 控制系统设计
3.1 控制系统的硬件设计
基于PLC的瓦楞纸箱自动化生产线系统主要是完成纸板的自动提取、传送以及加工,从硬件角度考虑,主要涉及控制器选择和外部扩展模块选择。
1) 控制器的选型
观察组、对照组ASO患者组间护理满意度结果见表2。经统计学计算,观察组护理工作满意度92%,明显高于对照组护理工作满意度68%。
所设计的瓦楞纸箱自动化生产线系统复杂,开关量与模拟量的输入输出较多,系统控制精度要求高,因此选用西门子新一代PLC控制器即S7-1500作为控制核心,其处理速度更快,联网能力更强,诊断能力和安全性更高,不仅可节省成本,提高生产效率,而且安全可靠,维护简单方便[7]。CPU选择CPU1515-2PN具有大容量程序及数据存储器,主/从接口型号PROFINET PN,2个RI45连接器,其外部存储卡为256MB。
2) 外部扩展模块选型
以CPU1515-2PN为核心的瓦楞纸箱自动化生产系统较为复杂,为保证接线简洁、整齐,选用IM155-5PN HF分布式I/O添加扩展模块;输入模块选用1个西门子SM521系列的DI 32×24VDC BA,包括急停、气压监测信号、故障确认按钮、6个仓纸板有无监测、进料入口有无纸板监测信号、送纸气缸伸缩到位信号、升降台上/下限位信号、出料口有无纸板监测信号等21个输入信号;因工艺要求横刀运行速度非常快,并保持高速输入输出,为达到系统等时同步的功能选用了工艺模块TM Timer DIDQ 16x24V;输出模块选用2个西门子SM522系列DQ 32x24VDC/0.5A BA,包括各部分气缸的电磁阀信号、报警灯信号输出、伺服电机接触器信号、照明信号等47个输出信号。
3.2 系统软件设计
a) 系统组态
控制系统主要包括:主控制单元、人机交互单元、输入输出处理单元和伺服驱动单元等4大模块[8]。控制系统由V15软件对硬件系统进行组态,如图4所示。
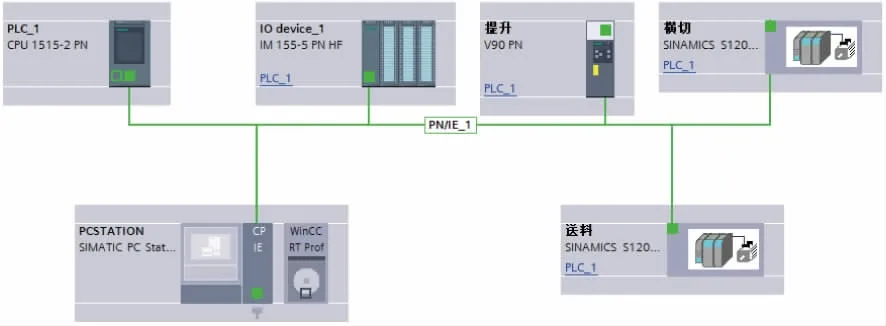
图4 控制系统组态画面
b) 程序流程图
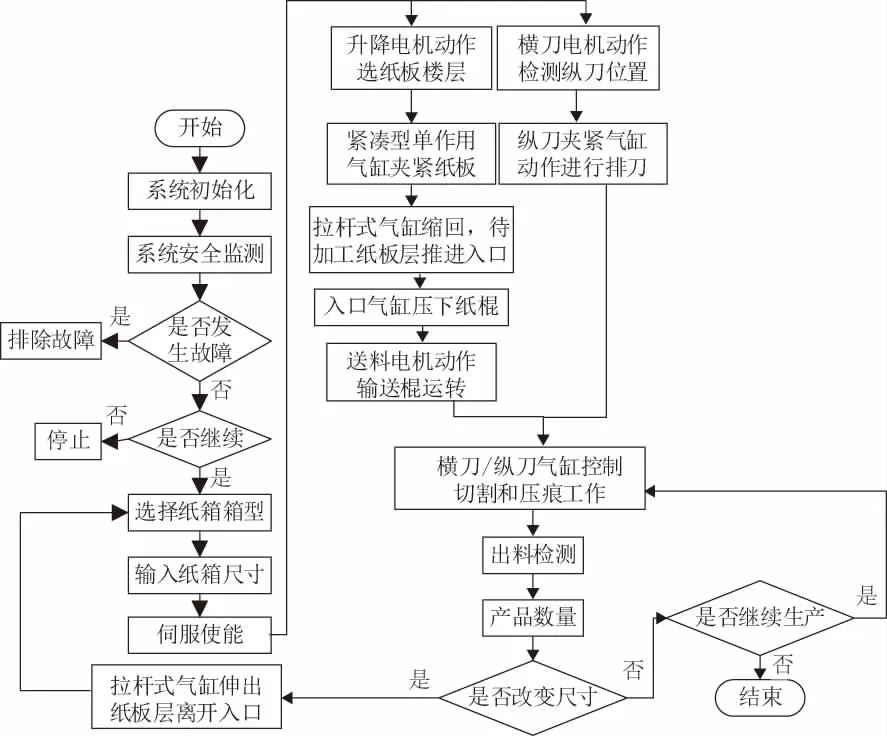
图5 程序流程图
该系统是以气缸作为执行机构,采用气动控制方式,利用PLC控制器控制电磁阀的通断实现自动化排刀与切割、压痕[9]。
1) 自动选纸控制原理
首先选择纸箱箱型,输入对应纸箱尺寸:纸箱高度H、纸箱宽度B,得到纸箱展开宽度W=2H+2B+20,其中20mm为预留尺寸。判定纸箱展开宽度接近6层纸板宽度中那一目标层,以第6层为0点,确定目标楼层位置与第6层距离,得到目标层坐标。由提升电机控制提升轴到达目标坐标位置,完成自动选纸工作。图6 为箱型和纸箱尺寸设置界面,选择不同箱型对应不同箱型图片。

图6 箱型和纸箱尺寸设置界面
2) 纵刀排刀控制原理
纵刀排刀先初始定位,再排刀。初始定位:横切电机编码器安装在电机轴上,设定左侧为编码器零基础点,从左到右编码器数递增。横刀通过气缸夹紧皮带行走一次,其中皮带是由横切电机带动运行。通过横刀上安装的传感器接收到每个纵刀上传感器的信号,判定每一个纵刀当前位置传送给PLC。确定纵刀位置后,控制横刀夹紧气缸信号释放,横刀停止运动。排刀:纵刀是通过皮带带动运动的,所有纵刀在皮带上均安装有独立的气缸夹紧装置。工作时PLC接收到纸箱尺寸后,首先系统判定需要纵刀的个数,通过控制电磁阀来控制夹紧气缸动作,将所有纵刀夹紧在皮带上;当第1个纵刀达到应到位置后,控制其对应的气缸信号释放,该纵刀不跟随皮带运动,其他纵刀保持夹紧状态,再排第2个纵刀直到最后一个纵刀到达位置。将多余纵刀送至不工作区域。
3) 切割、压痕控制原理
排刀结束后,进行切割、压痕工作时电磁阀控制横刀气缸夹紧皮带,横刀跟随皮带运动。输入尺寸后由PLC判定切割和压痕工作状态。切割时通过电磁阀控制压线气缸压下,同时控制切割气缸动作将切割锯齿钢刀压下,进行切割工作。当压痕时,由电磁阀控制压线气缸动作将压线装置压下,同时如上个动作为切割时则将锯齿钢刀收回。
4 结语
瓦楞纸箱自动化生产线是基于西门子S7-1500系列PLC和人机交互界面技术为核心的自动化设备。该设备可生产多种尺寸纸箱,应用广泛。设备各执行机构紧凑,自动化程度高,安全性高,经过生产运行,功能稳定。解决了灵活定制纸箱的难题,有效减少了劳动力投入,提高了生产效率。设备投入生产使用后,运行稳定,生产出的纸箱质量高。各项指标均符合生产需求,实现了灵活生产瓦楞纸箱的自动化,同时该设备可以对接后续的自动打包相关设备,其经济效益和社会效益显著。