高硬度合金铣削力预测研究进展
2020-04-22钟萍林有希左俊彦
钟萍, 林有希,左俊彦
(福州大学 机械工程及自动化学院,福建 福州 350116)
0 引言
高硬度合金材料因高强度、高耐热性广泛应用于航空工业中,但在铣削加工时,因切削力大、切削温度高、加工硬化倾向大、刀具磨损量大等特点,降低了切削效率,缩短了实际刀具使用寿命,一度成为国内外铣削加工的难点。铣削力的预测对改善高硬度合金材料的被加工表面质量和提高刀具使用寿命至关重要[1]。国内外学者通过对铣削力的本质进行了大量研究,使得铣削力预测模型在近几十年来取得了诸多进展。
在实际加工过程中,由于零件和刀具挠度以及刀具剪切角的变化,对高强度薄壁件铣削切削力的建模具有很大的挑战性,而铣削力的产生是所有加工误差的重要来源之一。微铣作为一种新出现的微加工技术,由于其设备简单、加工效率高、成本低廉、环境要求低等特点,是一种多功能材料和复杂三维表面最普遍、最有效的微加工工艺[2]。
M.E.Martellotti[3]通过分析平面铣削过程从而得出未变形切屑厚度的计算式,并在此基础上建立铣削力预测模型,开拓了铣削过程分析及铣削力预测的研究领域。M.E.Merchant[4]通过对正交切削时切屑的几何形状和力进行系统的分析,建立了著名的正交切削模型,使从基本机械量的角度研究实际加工操作成为可能。
本文依据铣削加工条件的变化情况,将铣削力研究的文献划分为宏观铣削力预测模型和微铣削力预测模型两大类,总结了铣削力预测的相关研究成果,探讨了目前高硬度合金材料铣削力预测中的热点与存在的问题。
1 宏观铣削力预测
自切削加工存在以来,切削力因具有测量简便,对加工影响较大,不确定性等因素,一度成为研究切削加工的重要手段。现有的铣削力模型研究可以分为两类:理论刚性力模型和在加工时考虑刀具或工件偏转影响的柔性力模型[5]。
1.1 高硬度合金材料的刚性力模型
理论刚性力模型中的刀具和工件均视作刚体,在加工过程中不考虑刀具和工件的挠性变形、刀具跳动以及连续改变的铣削力和刀具剪切角与切屑厚度之间的非线性关系。其中铣削力系数的确定和铣削速度变化的影响是高硬度合金材料铣削力建模的两大难题。
铣削系数是铣削力模型中铣削力与未变形切屑厚度之间的比例关系,直接影响铣削力模型的精确度。铣削力系数的确定方法主要有两种:一种是利用切削力学和刀具几何参数得出的间接法,另一种是从实验数据中确定比系数的间接法。间接法是由BUDAK[6]等人提出的“正交变换法”:从正交切削数据库和一般性切削分析中,预测不同刀具铣削力系数的通用方法。该方法无需对每种铣刀几何形状进行实验标定,可应用于复杂的刀具建模。对于从实验数据中获取铣削系数,最常用的即在槽铣试验中以平均切削力为前提测得[7],另外还提出了一些基于仿真和瞬时铣削力的预测方法[8]。在瞬时法中,采用逆向法对时间域中的模拟力和实测力进行拟合,从而确定铣削力系数,其精度较高,仅适用于试验中的同种刀具材质。考虑到铣削过程中切屑形成机理随切削速度的变化而变化,铣削力系数随之改变。故该方法的主要缺点是在不同主轴转速下的铣削中采用了同一系数。
切削力可由3个分量(切向、径向和轴向)和6个不同的系数表示,如式(1)所示:
(1)
其中:dl是刀刃单位长度;H是未变形切屑厚度;db是切屑宽度。
铣削速度是高速铣削最重要的特性。以往对铣削力模型的建立较少涉及到铣削速度的变化。针对铣削速度对铣削力系数的影响,有学者对其进行了研究。结果显示,低速区的系数较高,在高速区则呈先减小后再增大的趋势;提出了铣削系数随速度的变化而变化的观点,且这一趋势与切向力有关[9]。相反,WANG[10]等人认为,铣削系数随铣削速度的变化而不断变化。
目前,高速铣削在加工Inconel 718、c17200铍铜、Ti6Al4V等高硬度合金材料时具有明显的优越性,因铣削量小,铣削速度是影响铣削力的主要因素之一。遗憾的是,在高速铣削力的建模过程中,对于铣削速度并没有提出可行性较高的方法,而高铣削速度尤为重要。为进一步提高Inconel 718的生产效率,迫切需要对难加工曲面高速铣削力建模方法进行深入研究。
1.2 高硬度合金材料的柔性力模型
高硬度合金材料的弹性模量小,故其刚性较差、易发生变形,制作细长杆和薄壁件时,切削表面回弹量大,造成刀具后刀面的剧烈摩擦、粘附、粘着磨损。图1所示为柔性工件在铣削加工时的受力。薄壁零件[11]通常具有形状复杂、加工易变形、失稳和振动等问题,使得零件加工时易发生形变,精度难以控制,严重影响产品的性能。为此学者对加工误差的预测研究,其关键技术在于铣削力的合理建模,而低刚度工艺系统的形变预测则是铣削力建模的基础。大量的铣削力模型中形变预测研究多集中在两方面:一是将刀具等效为悬臂梁结构;二是采用有限元建模。
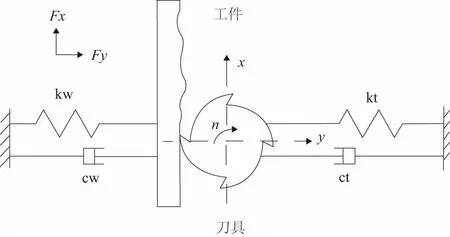
图1 柔性工件
在文献[12]中,假设工件为刚体时,将刀具等效为悬臂梁,建立了铣削力模型来计算由铣削力引起的刀具挠度,该类模型仅考虑了刀具的静挠度。XU[13]等人提出的动态铣削力模型同时考虑了刀具的静挠度和动挠度。该类模型不适用于预测低刚度曲面工件的铣削力。
针对低刚度零件,S.Ratchev[14]等人提出了一种柔性力解析模型,该模型基于理想塑性层模型和有限元模型相结合的方法来预测零件的挠度。对其预测模型的准确性,仅运用了一组铣削试验数据进行验证,且只考虑了工件的挠度,而对刀具和其他条件理想化,故仍需对其模型进行改进。ZHANG[15]等人将刀具、工件挠度和啮合角变化同时纳入瞬时未切削厚度和铣削力的计算中,并未考虑工件的复杂形状,仅适用于平面加工。为预测高速铣削低刚度薄壁曲面工件的铣削力,QI Houjun[16]等人考虑了铣削力水平分量引起的刀具、工件的挠度和工件曲率的变化,建立了柔性铣削力模型,而忽略了刀具、工件的轴向偏转。
实际加工中,不仅工件动力学的变化影响铣削过程的稳定性,铣削过程的啮合和进给方向也影响其稳定性。PRATIK Khandagale[17]等人建立了在任意时间和空间变化的外荷载作用下,矩形薄悬臂板的时域强迫振动挠度响应的数学模型;并在数控铣床上对Ti6Al4V薄矩形悬臂板进行了铣削试验,进一步验证了模型的准确性。目前,机械加工振动的研究主要依靠实验,实验成本高,难以实现,而有限元仿真方法计算繁琐,因此,该模型为今后的模型建立提供了新思路。但该模型仅考虑了矩形悬臂薄板,将工件材料和刀具的线性力输入到模型中,对于曲面加工的适用性不强。因此,对于柔性力模型的建立仍需进行不断地研究与拓展。
2 微铣削力预测
随着微构件和系统对复杂微尺度零件制造要求的不断提高,高硬度合金材料加工技术的开发尤为重要。由于微铣削具有很大的加工灵活性,已成为复杂零件精确加工的主要技术。材料的尺寸效应使得其在微尺度上的切削力比宏观尺度上大得多,从而导致高硬度合金材料的微铣削更加困难。微铣削加工与传统铣削加工存在的差异,主要来源于刀尖圆弧半径与刀具跳动和挠性变形。
2.1 刀尖圆弧半径对高硬度合金铣削力的影响
刀具切削刃加工时,始终存在一圆弧半径,即刀尖圆弧半径。如图2所示,r即为刀尖圆弧半径。在传统铣削加工中,由于瞬时切削厚度h相对刀尖圆弧半径r非常大,一般假设r≈0,而在微铣削加工中,刀具直径较小,为保证其强度、刚度和寿命等,进给量通常较小,进而使得瞬时切削厚度h减小。然而刀具圆弧半径r并未与之相应缩小,瞬时切削厚度h和刀尖圆弧半径r处于同一数量级,从而造成了最小切削厚度、尺寸效应和有效前角等现象[18]。
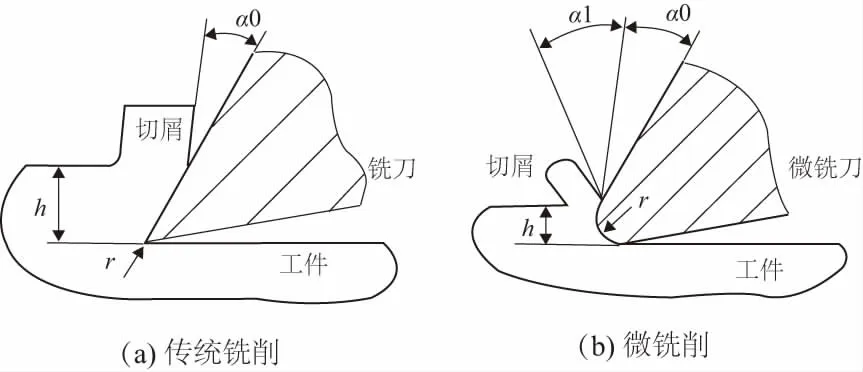
图2 刀尖圆弧半径的影响
微铣削时,单位铣削力随瞬时铣削厚度减少而增大的现象即为尺寸效应,其对刀具寿命和加工质量等都会产生极大的影响。由于近年来精密成形技术不断的发展需求,国内外学者对尺寸效应进行了大量的研究。G. Bissacco[19]对微铣削加工过程中的尺寸效应进行了研究,其研究结果表明微铣削加工时的进给力和法向力随着瞬时切削厚度与刀刃半径比值的增大而增大。在以往的研究中通常将刀尖圆弧半径认为是引起尺寸效应的主要原因,但是在K. Liu[20]等人的研究中,通过对刀刃半径对尺寸效应的影响进行探索,得出结论:刀尖圆弧半径只是引起尺寸效应的部分原因,而尺寸效应的确切来源仍需进行探索。
在微铣削加工时,未必会产生切屑。当瞬时切削厚度减小到一定值时,切屑不会产生,这个值即为最小切削厚度[21]。图3为最小切削厚度与切屑形成元间的关系。最小切削厚度是预测微铣削力的重要参数,LEE等人[22]阐述了不同切削条件下微铣削力模型对切削力系数的影响。切削力系数反映了最小切削厚度和尺寸效应对加工过程的影响。然而直接测量最小切削厚度十分困难,通常在研究过程中利用实验或者数值仿真得到。
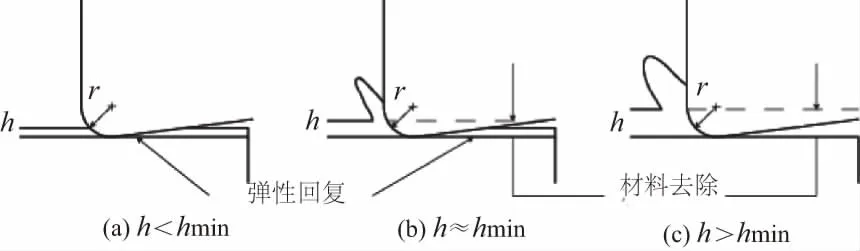
图3 最小切削厚度hmin对切屑形成的影响
在微铣削加工中,由于瞬时切削厚度与刀刃半径的比值较大,对于微铣削过程的研究应使用刀具有效前角。当切屑厚度等于或小于刀刃半径时,实际前角比名义前角要小。LI Kexuan等[23]提出了一个平均有效前角模型来考虑负前角的影响。该模型计算了与未加工材料接触的前刀面倾斜角的平均值。然而无法根据有效前角的平均值来确定切屑流动方向。JING Xiubing[24]等人在局部有效前角的基础上建立了铣削力模型,从而确定法向切削力和摩擦切削力的分量。
尽管有诸多学者通过实验和模拟仿真对刀尖圆弧半径对微铣削力的影响进行研究探讨,但是对其深入的诸多问题仍亟待解决。关于尺寸效应产生的具体原因,刀刃半径与最小切削厚度的关系等仍需要进行深入探讨与验证。
2.2 刀具跳动对高硬度合金铣削力的影响
微铣削加工中主轴转速通常较高,以保证其加工效率。高速加工时通常存在主轴跳动,而主轴转速越高则主轴跳动的影响越大。在微铣削加工中,刀具跳动与刀具直径的比值是传统铣削加工的十几倍到几十倍[25]。
在微铣削过程中,刀具的尺寸特性和切削厚度在同一数量级,这与传统的铣削工艺有很大的不同。以往的研究大多集中在未变形切屑厚度、铣削参数和刀具跳动对微铣削力的影响上,且多采用单因素法。LI[26]等人从刀具跳动和等效前角等重要因素出发,分析了刀具跳动对钛合金微铣削的影响。
P. Rodríguez和J. E. Labarga[27]考虑了刀具跳动及挠性变形、不对称铣削和尺寸效应等因素,建立了两齿微铣削加工的瞬时未变形切屑厚度模型。该模型仅限于两齿微铣削,在确定瞬时未变形切屑厚度时忽略了许多因素。只考虑了当前刀刃加工的工件,而不考虑多刃时前一个刀刃产生的影响。这就导致了单刃铣削的不精确性,这是微铣削加工中普遍存在的一种现象。文献[28]推导了微铣削加工中的实际切削面积,并在此基础上提出了一种通用的瞬时未变形切屑厚度模型,从几何关系出发,导出了确定多刃微铣削中单刃铣削现象的判断依据。
铣削力系数的计算是建立铣削力模型的另一个关键问题。在实际中,铣削力系数与刀具的切屑厚度、切削速度和刀刃半径有关。JING[29]等人采用未变形切屑厚度和切削刃半径的非线性函数拟合,通过有限元模拟确定了铣削力系数。在确定铣削力系数时,只考虑了部分因素。因此,目前还没有一种综合的铣削力系数模型,可以方便地对切削力进行高效、准确地建模。
上述微铣削力的研究都是在槽铣上进行的,没有考虑微铣薄壁件挠度的影响。在刀具跳动和材料强化效应的基础上,YI[30]等人考虑到刀具和工件在侧铣薄壁零件时的挠度对铣削力的影响,建立了钛合金[31]薄壁件的微铣削力预测模型。
关于微铣削力预测模型的建立,国内外学者已经对其进行了大量的研究,但目前仍有许多问题需要进一步探讨。例如,建立统一可行的瞬时切削厚度模型;剪切角模型的完善;铣削力系数确定的简化;仿真建模时材料本构模型的改进等。同时,微铣削力模型的建模过程中对很多影响因素进行了理想化假设,使得模型仅适用于特定的加工条件下。这些局限性将成为学者们未来突破的目标之一。对铣削力的建模并不仅限于现有的计算方式,仍有新的计算方式函待探索。
3 结语
针对高硬度合金材料的铣削加工,本文依据其加工时切削条件的变化情况,将铣削力研究的文献划分为常规铣削力预测模型和微铣削力预测模型两大类,总结了国内外在铣削力建模的相关研究进展,分析比较了各种铣削力建模方法。目前关于高硬度合金铣削力研究的难点、热点可以总结为:
1) 对于高硬度合金材料的铣削加工,研究热点包括刀尖圆弧半径、刀具跳动、刀具以及工件的挠性变形对加工精度和刀具失效的影响。然而由于材料特性和试验条件等限制,其加工机理的研究仍需进一步完善。
2) 对于高硬度合金材料铣削力的预测,研究热点包括建立精准有效的瞬时切削厚度模型、考虑刀具跳动和挠性变形、确定切削力系数等。然而目前仍有许多问题亟待解决,如缺少较为通用的瞬时切削厚度模型;铣削系数的获取途径并未完善;对于其仿真建模,材料本构模型尚未完善等。
针对高硬度合金铣削力,今后的研究应加强对铣削加工中现象的本质研究,探索其深层次机理,如刀具磨损;加强其铣削力建模仿真技术,完善仿真所需材料本构模型。