MTBE纯度分析方法的建立
2020-04-22刘梅花兰州石化三叶公司质检部甘肃兰州730060
刘梅花(兰州石化三叶公司质检部, 甘肃 兰州 730060)
目前MTBE纯度分析使用色谱仪是我公司异丁烯装置投资建立时购买的,由于使用时间比较长,热导检测器灵敏度下降,分析准确率特别低。即使更换新色谱柱、清洗检测器,用该仪器分析MTBE样品,纯度基本都是100%。这样分析出的数据没有任何意义,对异丁烯产品的生产和成品质量的提高起不到任何指导作用。
为此,公司为质检部配置了三台新色谱仪(SP-3420A 色谱),质检部安排专人负责对色谱仪的汽化室温度、检测器温度、柱温、载气流速等主要参数进行了多次调试。确定了MTBE纯度分析的最佳条件,建立了MTBE 纯度分析方法。为异丁烯装置生产提供了可靠数据,为下一步提高异丁烯产品质量提供了基础数据。
目前我国丁基橡胶的使用量越来越多,从2000年的4.24万t 增加到2005 年的15.46 万t,增长速率很高。好多发达国家轮胎丁基化率已经是80%左右。但是当下我国的丁基化率相比很低。所以,我国在丁基橡胶的使用率上还有很大潜能和发展空间潜力。有科学预估,在N 年以后我国将会大力发展子午胎,所以未来丁基橡胶及卤化丁基橡胶需求量也是不可预估的。因为庞大的丁基橡胶市场,多以对聚合级异丁烯的纯度有了更高的要求,也正因此有前所未有的挑战。我公司内部将现有的异丁烯装置生产规模改扩建为6万多吨/年,对产品的要求也是很高,而对于我们实验室也提出了要对异丁烯纯度进行精确分析。
1 实验部分
1.1 仪器与材料:
色谱柱:SP-3420A型气相色谱仪,热导检测器。
数据处理仪:色谱数据工作站;
色谱柱:不锈钢填充柱;∮3mm.
微量注射器:1ul。
载气:氢气;纯度≥99.99%。
1.2 色谱主要参数的设计:
色谱参数主要由5 个主要参数因素控制:A:汽化室温度;B:柱温;C:热丝温度;D:进样量;E:载气压力;
1.2.1汽化室温度的选择
目标值既是设定值,为了整个过程的形成及反应,须使其形成一个闭循环。这就是诸多事物反应及进化的潜在规则。一氧二青组成了水,给万物提供了生命;一氧化碳组成了有毒气体,影响着生命;每个组合是特定的,从反应过程到裂变到结果。已然,色谱它的整个过程也是需要循规蹈矩的。
汽化室的功能是将从进样口进入汽化室的样品瞬间汽化。所以汽化室内温度将样品中所有组分瞬间汽化就可以,MTBE样品主要的组份是甲醇、MTBE、甲醚、叔丁醇、混合碳四、戊烯等,因为以上MTBE 样品主组份沸点低,因此,我们先将汽化室温度设为125℃、150℃、185℃。
1.2.2柱温的选择
柱温决定样品的分离程度和分析速度,色谱柱温实际操作温度不得高于柱子最高使用温度。但柱温太低,分析速度慢,分析时间长。
1.2.3 热丝温度的要求
在符合分析要求的情况时,经过多次试验得知,热丝温度不能高,最好热丝温度控制在1.5ⅹ100℃,这样才能满足试验分析。
1.2.4 进样量的选择
进样量的选择和直接影响最终的分析结果,如果进样量大,色谱峰会高于检测上限,准确率会受到很大影响。若进样量太小,这样就低于检测下限,不能被检测。因此,为了得出准确的分析率,在选择进样量时就得选用最为合适的。所以我们通过下表来选择进样量。
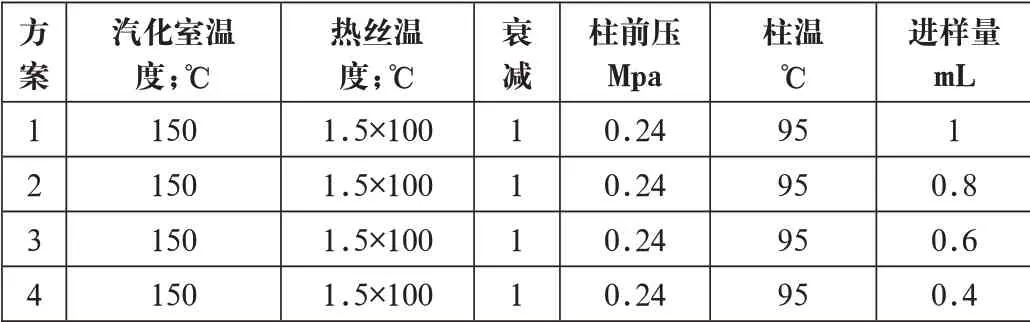
表-1 进样量调试结果统计情况
通过以上4 个方案的反复试验,进样量为0.6 mL 时各主要组分峰形较为理想。
1.2.5柱前压的调试
通过对色谱柱温的调试,需适当调整柱前压(载气流速)。如下表进行试验。

表-3 柱前压的调试结果统计情况
按上述各方案进行重复试验,结果表明方案5条件下,碳四峰与异丁烯峰可完全分离,因此,柱前压应选择为0.06 Mpa,载气流速为20ml/min。
2 调试结果
从以上五组分析数据可看出在当前色谱条件下,分析异丁烯样品中异丁烯含量相对误差的绝对值都小于0.5%,说明分析重复性较好。
色谱仪调试后的参数见下表-4,调试后样品分析色谱图见图1

表-4 调试后色谱仪参数

图1 色谱仪参数调试后的色谱图
3 精密度和准确度
3.1 精密度试验

表-5 样品分析的精密度
从以上四组分析数据可看出在当前色谱条件下,分析异丁烯样品中异丁烯含量相对误差的绝对值都小于0.5%,说明分析重复性较好。
3.2 准确度试验

表-6 样品分析的准确度
通过上表中2 组分析,MTBE 样品分析再现性小于0.5%,说明样品分析再现性较好。因此,目前调试的色谱参数基本满足MTBE样品分析要求。
4 结语
MTBE 色谱仪通过调试,新更换的柱子对样品各组分离效果较佳,分析重复性也较好。但是由于柱前压较低,载气流速较低,因此,MTBE 出峰时间为32分钟左右,一个MTBE 样品顺利分析结束约需40分钟,整个分析过程耗时长,所以接下来的主要工作就是如何缩短时间,提高工作效率。
