钢铁企业原料进厂调度信息系统智能化设计与研究
2020-04-21王艳龙李玉光阎孟虹丛培勇吴龙
王艳龙 李玉光 阎孟虹 丛培勇 吴龙
摘要:为了解决运输车辆进厂效率低、排队压车、厂内道路拥堵等问题,东华钢铁集团运用信息化技术构建了一套智能化的原料进厂调度系统,实现车辆高效有序进厂,系统分析指定卸货地点,灵活调度运输车辆。
关键词:钢铁企业;车辆调度;信息系统
中图分类号:F406.5 文献标识码:A 文章编号:1007-9416(2020)01-0135-02
0 引言
原料运输车辆进厂是钢铁企业物流中的重要环节,随着企业生产效率的提高,原有的人工指派模式已无法满足企业精益化生产的需求,由于进厂效率低经常发生厂区门口车辆排队压车,车辆进厂后人工引导不及时造成道路拥堵。需要设计一套智能化调度管理系统对车辆进行调度指引。
1 需求分析
为了保障物流畅通,提高车辆进厂效率,防止进厂车辆压车以及厂内道路拥堵,在在车辆进厂前完成门岗制卡。
原料运输车辆卸料地点分为封闭料场和料棚两个储存场地。封闭料场汽车受料槽受料规则为:烧结区汽车受料槽下皮带负责运送铁粉,高炉区汽车受料槽下皮带负责运送焦炭、块矿、焦粉、球团、煤,煤区汽车受料槽下皮带负责运送煤,熔剂区汽车受料槽下皮带负责运送石灰石、白云石。如果有特殊情况不能在封闭料场卸料时去料棚卸料[1]。
车型分为:非后卸车、非自卸车、自卸车。其中非后卸车只能进入料棚区域卸料,非自卸车需在有翻车机的汽车受料槽卸料,自卸车需在无翻车机的汽车受料槽卸料。
为保证企业生产顺利进行,系统运行时应结合车辆类型、物料等信息,根据相应的处理规则对进厂车辆进行分流。确保运输车辆在门口不发生压车,能够灵活调配来料车辆卸料,提高汽车受料槽的卸料能力,争取吸收全部来料。
2 方案设计
依托信息化手段从MES系统和远程计量系统获取车辆及货物信息(车号,车型,订单号,物料,原发毛重,卡号),通过与主控PLC做接口从底层硬件实时获取当前料仓料位情况,对各方面信息进行逻辑分析为车辆指定卸料仓口。
若符合进入环保料场的条件,提示所去区域和指定汽车受料槽信息。若不符合进入环保料场条件,提示不可进入环保料场的原因,修改去向为料棚,并重新按照相关逻辑判断是否可以制卡。与计量系统做接口,将生成的指令传递给计量系统,通过信息交互自动为车辆指定卸料仓口。
3 方案详细设计
3.1 业务流程描述
为进厂车辆指定卸料仓口。在车辆进厂前进行门禁制卡,根据制卡的物料信息指定该车到合适受料区卸料。
跟据对仓容监测和汽车原发重量的判断,以及对卸货仓所处的状态来驱动车辆调度系统作出相应指令。自动为进厂车辆指定卸料口,在不混料的前提下遵循汽车卸料最快,并保障皮带运输效率最大化。
依据环保料场中的物料情况及判断该物料在料仓或料条中是否有规划区域,若有规划区域,并且当前规划区域能承受该车物料,允许该车制卡进厂。
如果出现特殊情况如:车型不对(无法后卸)、车卡损坏无法刷卡验证车辆、制卡超过指定时间未到达指定区域车辆(时间可配置)、制卡时找不到相同物料的汽车受料槽或空闲受料槽、排队车辆过多需进行人工指挥时系统提示去料棚卸料。
3.2 对不同受料区的处理逻辑
(1)煤粉受料区:第一,确定车辆是否可以卸货。根据对煤粉受料槽的仓位监测,当其仓容为低料位时,可以卸料;当仓容为高料位时,不可以向汽车受料槽卸料[2]。第二,确定煤粉的卸料仓口(往哪里卸)。煤粉受料槽有两个,仓容分别为96吨和52吨。第三,判断煤粉受料槽是否为检修状态。如果正在检修,则去往没有进行检修的仓口;如果两仓都没有检修,根据仓容量和原发重量判断是否可以存放整车煤粉。如果可以卸料,那么确定仓口是否有车辆排队,没有排队的情况下优先选取仓容最大的受料仓。如果有车排队,优先选取排队车辆最少的仓口卸料。
(2)熔剂的受料仓只有一个仓,上料时不允许混料。在换料时需要皮带拉空,同时保证物料小车到达卸料位置。通过监测受料仓和预配料仓的仓位,当都处于高仓位时,不可以卸料。
(3)对于烧结受料区和高炉受料区而言,其实现逻辑如下:第一,在烧结/高炉汽车受料区要考虑汽车是否具有自卸能力。如果是自卸车,可根据汽车所卸物料种类分配到相应的自卸区域。分配料仓时,优先考虑选取空仓,如果没有空仓,在有车辆排队情况下优先选择排队车辆最少的队列(同料同订单);第二,若为非自卸车,必须选择具有液压卸车能力的仓口进行卸车。分配料仓时,优先考虑空仓,如果没有空仓,在有车辆排队情况下优先选择排队车辆最少的队列(同料同订单)。
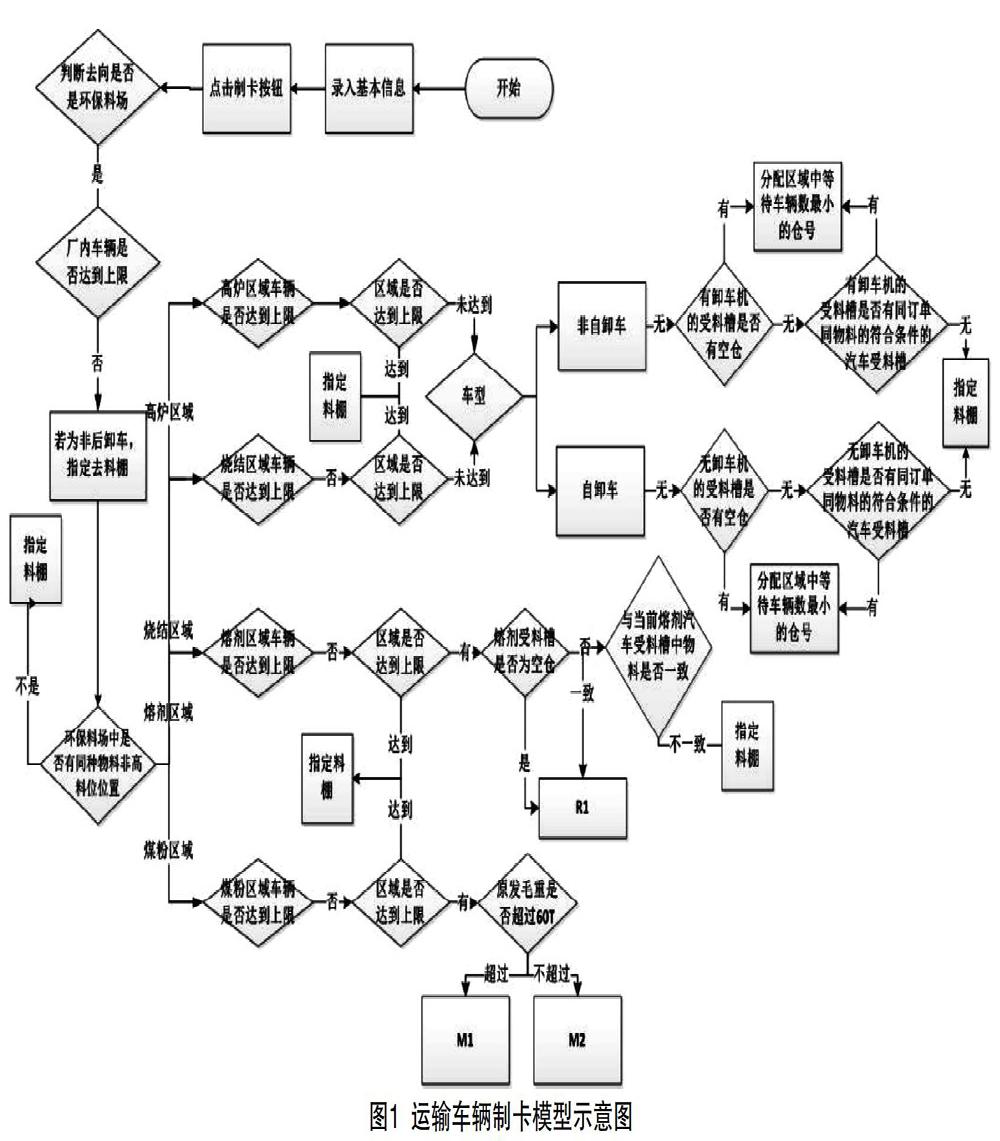
3.3 运输车辆制卡流程
判断是否可以制卡条件依次为:
制卡前提条件是如果车辆去向不是封闭料场,则不进入以下判断,反之则进入1。
(1)厂内(环保料场)总车辆数是否达到上限。未达到,进入2;已达到,不制卡;(2)判断录入车型是否为后卸车,若是,指定去料棚;不是,则进入3;(3)根据环保料场中实际存放的物料及其料位情况判断车载物料是否可以进入环保料场中卸料,若有对应物料并且其料位不处于高料位,则进入4;其他情况则指定区域为料棚;(4)根据物料区域对应表判断车载物料卸货区域为高炉区域、烧结区域、煤粉区、熔剂区。若为高炉烧结则进入卸料条件判断1,若为煤区,则进入卸料条件判断2,若为熔剂区则进入卸料条件判断3。
判断是否可以卸料条件依次为:
(1)判断对应区域的是否达到车辆上限值,若未达到进入a;若超出,不制卡。
查看车型,若为自卸车,则进入b;若车型为非自卸车,则进入c;
查看对应区域的无翻车机且状态符合条件的汽车受料槽是否有空仓,若为空仓,则指定并返回对应区域和仓号;若无空仓,查找对应区域的无翻车机的汽车受料槽的当前物料是否有与车载物料同订单同物料且状态符合条件的受料槽,若有返回所有符合条件的最小仓号和区域[3];若未找到,则返回指定区域为料棚;
查看对应区域的有翻车机且状态符合条件的汽车受料槽是否有空仓,若为空仓,则指定并返回对应区域和仓号;若无空仓,查找对应区域的有翻车机的汽车受料槽的当前物料是否有与车载物料同订单同物料且状态符合条件的受料槽,若有返回所有符合条件的最小仓号和区域;若未找到,则返回指定区域为料棚。
(2)判断煤区车辆是否达到上限值,若未达到进入d,若达到,不制卡。
查看车辆原发毛重,若大于60吨并且M1(a仓号)状态符合条件,则返回M1(a仓号);若小于等于60吨并且M2(a仓号)状态符合条件,则返回M2(b仓号)。
(3)判断熔剂区车辆是否达到上限值,若未达到进入e,若达到,不制卡。
查看当前熔剂汽车受料槽中物料是否与车载物料一致,若汽车受料槽为空仓并且R1(a仓号)状态符合条件,则指定仓号为R1(a仓号),反之指定区域为料棚;若汽车受料槽的物料与车载物料一致并且R1(a仓号)状态符合条件,则返回仓号为R1(a仓号);若不一致,則指定区域为料棚。具体如图1所示。
4 结语
通过系统的实施可以缩短车辆进厂时间,提高车辆卸货效率,避免门口压车和厂内道路拥堵,提升物流效率,提高企业管理水平。
参考文献
[1] 丛昊,王旭,蒋传文,等.基于联盟博弈的综合能源系统优化运行方法[J].电力系统自动化,2018,42(14):14-22.
[2] 黄学文,张晓彤,艾亚晴,等.基于蚁群算法的多加工路线柔性车间调度问题[J].计算机集成制造系统,2018,24(03):558-569.
[3] 郭朝晖.钢铁行业与工业4.0[J].冶金自动化,2015,39(04):7-11+44.
