VARTM成型聚氨酯复合材料的除湿工艺研究
2020-04-17梁自禄喻雄黄明富马倩倩陈煌刘海洋
梁自禄 喻雄 黄明富 马倩倩 陈煌 刘海洋
(株洲时代新材料科技股份有限公司 湖南株洲 412000)
风机叶片行业竞争激烈,要求研发人员能快速响应客户需求并持续降低成本,同时提供更加可靠且性能优良的产品。目前国内叶片主要采用真空辅助树脂传递模塑(VARTM)成型工艺制造。作为基体材料的灌注树脂,除了要满足设计要求的力学性能,同时必须具有良好的工艺操作性[1-2]。与环氧树脂相比,用于聚氨酯(PU)VARTM成型工艺的树脂具有黏度低、浸润性好、放热峰低、流动性和制品机械性能更强等优势,固化过程从模具加热开始,可缩短生产成型周期,降低叶片生产成本,同时明显提高了材料的拉伸性能、弯曲性能以及压缩模量。
由于聚氨酯树脂中含有大量异氰酸酯基团[3],该基团对水敏感,在聚氨酯树脂反应过程中容易受到增强体(玻璃纤维)或真空灌注辅材中微量水分影响,产生气泡,最终导致材料力学性能下降[4-11]。因此,灌注前对增强体和辅材进行除湿工序是聚氨酯树脂应用VARTM成型工艺的关键步骤。
除湿工艺的设计将对产品的最终质量和生产效率造成影响。除湿时间太短对材料性能有影响,除湿时间过长影响PU复合材料VARTM工艺成型效率;除湿温度过高,不但影响能耗,且在PU树脂灌注前需要降温,同样导致效率下降。目前主要采用试错法对PU复合材料VARTM工艺除湿是否合格进行判断,即通过灌注完成后对产品的外观进行判断,无法进行量化。因此,判断除湿终点对于PU VARTM工艺非常关键。
本研究重点讨论除湿温度及时间对聚氨酯材料性能的影响,优化出适合于聚氨酯VARTM关键工艺参数的除湿终点。
1 实验部分
1.1 主要原料
双组分聚氨酯树脂(Baydur 78BD085/Desmodur 44CP20),科思创聚合物(中国)有限公司;单轴向玻纤布(EKU1150(0)PU),重庆国际复合材料股份有限公司。
1.2 实验过程
在模块化控制试验平台上铺设0°单轴向玻纤布4层,并进行真空密封及保温,保持真空度在2 kPa。研究VARTM工艺对体系温度的要求,分别在30 ℃、50 ℃和80 ℃加热条件下进行不同时间的除湿操作。
在30 ℃条件下采用VARTM工艺制备聚氨酯单向织物复合材料,然后按照4个阶段进行后固化,第一阶段在0.5 h内温度从30 ℃提升到50 ℃;第二阶段在50 ℃保持2 h;第三阶段在0.5 h内温度从50 ℃提升到80 ℃;第四阶段在80 ℃保持6 h。
以80 ℃、24 h作为完全除湿终点,对不同除湿时间及温度条件下的材料力学性能进行对比,并通过红外光谱图对材料进行分析,选择合理的除湿工艺。
1.3 分析与测试
3382型电子万能试验机,美国Instron公司,按照GB/T 1447—2005标准测试材料的力学性能;IS10型Nicolet傅里叶红外光谱仪(FTIR),美国Thermo Fisher Scientific公司。
2 结果与讨论
2.1 除湿时间及温度对材料力学性能的影响
聚氨酯树脂应用于真空辅助成型VARTM工艺制备聚氨酯复合材料的主要反应方程式如下:
R1-NCO+R2-OH → R1NH-COOR2
该工艺中主要的副反应为:
R-NCO+H2O→R-NHCOOH→R-NH2+CO2↑
R1-NCO+R-NH2→ R1NH-CONH-R (其中氨基来自副反应的产物)
微量水分的存在,将会产生一定的气泡针孔,降低材料的力学性能。显然对辅助材料除湿是制备性能优异的聚氨酯复合材料的关键步骤。
在温度为30 ℃条件下,制作不同除湿时间的单向玻璃纤维增强聚氨酯试样,对比样品外观如图1所示。

图1 30 ℃下除湿时间对聚氨酯试样外观影响
由图1可知,除湿时间0 h的样品外观较差,表面存在明显的白斑。这是由于玻璃纤维中存在的少量水与聚氨酯树脂发生反应,产生气体并生成脲键。气泡的产生导致样品表面缺陷,进而降低了复合材料的力学性能。除湿1 h、2 h与除湿4 h复合材料外观较好,无明显气泡。
不同除湿时间及温度对材料垂直纤维方向拉伸性能的影响见表1。

表1 不同除湿条件得到的复合材料力学性能
从表1可知,随着除湿时间延长,材料的力学性能逐步提升,在30 ℃条件下,与未除湿复合材料进行比较,除湿1 h、2 h和4 h复合材料拉伸强度分别提高22.5%、28.0%和34.5%。在除湿温度30 ℃及50 ℃条件下,除湿4 h的材料拉伸强度与除湿终点80 ℃/24 h的拉伸强度相当。说明在除湿4 h时体系内残留的微量水已经基本排除,材料力学性能与除湿终点力学性能相近。继续延长除湿时间,材料力学性能并未出现显著提升。
根据水的沸点与真空度的关系表(见表2)可知,在真空度为2 kPa时,水的沸点为17 ℃。根据道尔顿蒸发定律,水分挥发速率与空气的饱和差、气压、风速等有关。在远超体系内水沸点温度时,温度对水分挥发速率的影响较小。同时从表1可看出,在除湿时间相同时,30 ℃和50 ℃除湿条件的材料力学性能相当。故恒压除湿,在除湿温度远高于水沸点的情况下,影响除湿效率的主要因素为除湿时间。

表2 水的沸点与压力的关系表
2.2 除湿时间及温度对聚氨酯红外光谱图的影响
在温度为30 ℃、50 ℃、80 ℃除湿条件下,对不同除湿时间后得到的聚氨酯复合材料样条进行傅立叶红外光谱(FT-IR)分析,结果见图2至图6。

图2 50 ℃除湿1 h制备的聚氨酯的红外光谱
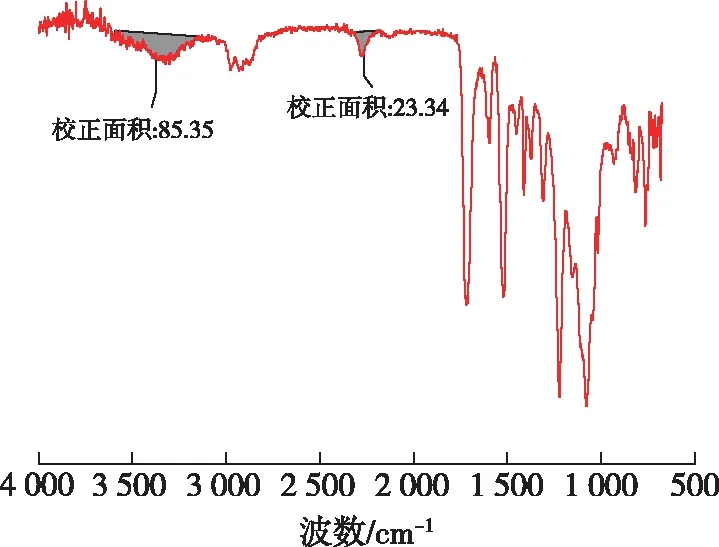
图3 50 ℃除湿2 h制备的聚氨酯的红外光谱

图4 50 ℃除湿4 h制备的聚氨酯的红外光谱
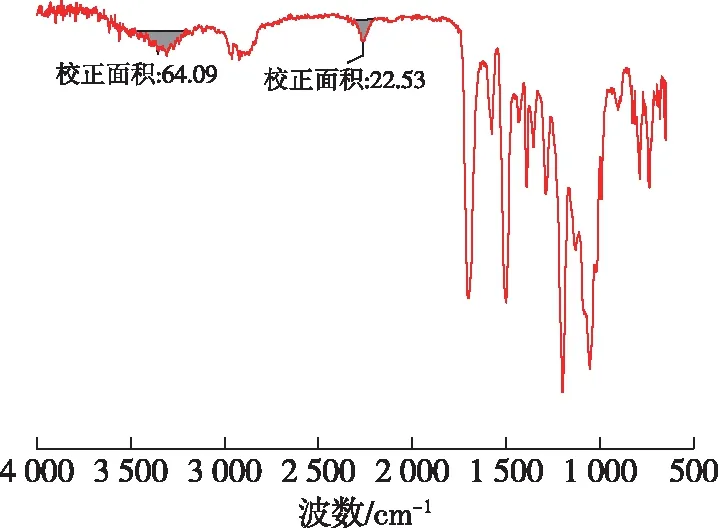
图5 30 ℃除湿4 h制备的聚氨酯的红外光谱

图6 80 ℃除湿24 h制备的聚氨酯的红外光谱
由聚氨酯反应原理可知,随着微量水分含量增加,生成—NHCONH—基团增多,因此可检测到的N—H伸缩振动吸收谱带的面积越大;反之除湿效果越好时,可检测到的N—H伸缩振动吸收谱带的面积越小。红外谱图中,3 300~3 400 cm-1为N—H键的伸缩振动峰, 1 530 cm-1为N—H的弯曲振动峰[12]。
对比不同样条的红外光谱图,在3 300~3 400 cm-1左右的吸收峰面积存在明显的区别,具体见表3。

表3 不同除湿条件得到的PU特定区域红外吸收峰面积

根据图4、图5和图6可看出,在30 ℃、50 ℃除湿4 h与除湿终点的N—H键红外光谱图吸收峰面积相近,这说明30 ℃和50 ℃除湿4 h已经接近除湿终点,再继续延长除湿时间,吸收峰面积不会明显减少。同时,在相同除湿时间条件下,30 ℃和50 ℃吸收峰面积相当,与对应的材料力学性能测试结果相一致。
3 结论
(1)依据聚氨酯复合材料的力学性能和聚氨酯N—H的伸缩振动谱带面积,可以有效地定量优化聚氨酯复合材料VARTM工艺的除湿终点。
(2)30 ℃除湿4 h的聚氨酯复合材料力学性能及N—H的吸收峰面积与除湿终点处的材料的检测值相当,VARTM除湿工艺即可完成。
(3)当温度高于一定真空度下水沸点温度时,增加除湿温度不会明显提高工艺的除湿效果,除湿时间是影响除湿效果的重要因素。随着除湿时间的延长,复合材料拉伸强度逐步增加。除湿4 h,采用VARTM成型工艺加工的聚氨酯复合材料即可达到优异的力学性能。
